
Fターム[4K033SA02]の内容
Fターム[4K033SA02]に分類される特許
1 - 20 / 121
高透磁率方向性電磁鋼材
【課題】優れた加工及び磁気特性を有する高透磁率の方向性電磁鋼板の製造方法を提供する。
【解決手段】重量%で、約2.5から約4.5%までの珪素と、約0.1から約1.2%までのクロムと、約0.02から約0.08%までの炭素と、約0.01から約0.05%までのアルミニウムと、約0.1%までのイオウと、約0.14%までのセレンと、約0.03から約0.15%までのマンガンと、約0.02%までの錫と、約1%までの銅と、必要な鉄及び残留要素とのバランスとを有するものであり、少なくとも毎秒30℃の割合で875〜950℃から400℃以下の温度まで冷間圧延される前に焼鈍された後、急冷される。少なくとも80%の最終圧下により1以上の工程で冷延圧下され、焼鈍され、脱炭され、そして少なくとも片面が焼鈍分離剤で被覆される。最終焼鈍は、安定した2次粒成長と、少なくとも1840の796A/mで測定される透磁率とを有する。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】レーザーまたは電子ビーム照射を用いて、平坦化焼鈍後に磁区細分化処理を施す方向性電磁鋼板の製造方法において、レーザーまたは電子ビーム照射に伴う絶縁被膜の損傷を回避することで、鋼板の鉄損低減、層間抵抗の確保および鋼板外観の維持を実現する方法を提供する。
【解決手段】仕上焼鈍を、コイルの巻取り径が内径で700mm以上として行い、鋼板の表面にフォルステライト被膜を形成した後、
引き続く平坦化焼鈍処理を施す際に、リン酸塩およびシリカを主体とする絶縁コーティング処理を施すものとし、上記平坦化焼鈍処理の温度を850℃以上で、かつ焼鈍炉内における鋼板に対する付与張力を10MPa以下とし、
その後、上記鋼板の圧延方向と交差する向きにレーザーまたは電子ビームを照射して磁区細分化処理を行う。
(もっと読む)
方向性電磁鋼板とその製造方法および変圧器

【課題】圧縮応力に対する磁歪感受性を低減し、もって、変圧器等の鉄心における騒音を効果的に低減することができる、磁歪特性に優れる方向性電磁鋼板と、その鋼板を用いた低騒音の変圧器を提供する。
【解決手段】Si:3.0〜7.0mass%、Mn:0.04〜0.15mass%、Sb:0.01〜0.10mass%およびSn:0.01〜0.20mass%を含有し、残部がFeおよび不可避的不純物からなる成分組成を有し、張力付与被膜が被成してなる方向性電磁鋼板であって、ゴス方位{110}<001>粒における圧延方向を回転軸とした結晶方位の平均方位差角δが6°以下であり、かつ、圧延方向に圧縮応力3.92MPaを付加した状態において50Hz、1.7Tで磁化したときの磁歪λp−pが1.7×10−6以下である方向性電磁鋼板。
(もっと読む)
鉄損特性に優れる方向性電磁鋼板の製造方法
【課題】製品コイルの全長にわたって低鉄損の方向性電磁鋼板を製造する。
【解決手段】mass%で、C:0.001〜0.10%、Si:1.0〜5.0%、Mn:0.01〜0.5%、sol.Al:0.003〜0.050%、N:0.0010〜0.020%、SおよびSeのうちから選ばれる1種または2種:合計0.005〜0.040%を含有する鋼スラブを熱間圧延し、冷間圧延し、一次再結晶焼鈍し、仕上焼鈍する方向性電磁鋼板の製造方法において、上記一次再結晶焼鈍の昇温過程におけるT1(℃):500+2×(NB−NA)とT2(℃):600+2×(NB−NA)との間の昇温速度S1を80℃/sec以上とし、かつ、温度T2〜750℃の間の平均昇温速度S2を、上記S1の0.1〜0.7倍とする。ここで、上記式中の、NAは冷延後の析出N量、NBは一次再結晶焼鈍後の析出N量。
(もっと読む)
方向性電磁鋼板の製造方法および方向性電磁鋼板の評価方法
【課題】方向性電磁鋼板をインヒビターレス素材を用いて製造する場合に、従来懸念された粒径変動を効果的に抑制して、安定して所望の磁気特性を発現させることができる品質安定性に優れた方向性電磁鋼板の有利な製造方法を提供する。
【解決手段】インヒビターレスの成分系で、Caを3質量ppm以上 15質量ppm以下で含有するスラブを素材として方向性電磁鋼板を製造するに際し、
スラブ成分中のS量を、Ca量に応じて、次式(1)
8+Ca(ppm)×0.7<S(ppm)≦50 (ppm) --- (1)
の関係を満足する範囲に調整する。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】鉄損特性と被膜特性に優れる方向性電磁鋼板の製造方法を提案する。
【解決手段】mass%で、C:0.001〜0.10%、Si:1.0〜5.0%、Mn:0.01〜1.0%、SおよびSe:合計0.01〜0.05%、sol.Al:0.003〜0.050%およびN:0.001〜0.020%を含有する鋼スラブを熱間圧延し、冷間圧延し、一次再結晶焼鈍し、MgOを主成分とする焼鈍分離剤を塗布し、仕上焼鈍する方向性電磁鋼板の製造方法において、一次再結晶焼鈍における500〜600℃間の昇温速度S1を100℃/s以上、600〜700℃間の昇温速度S2を30〜0.6×S1℃/sとし、焼鈍分離剤中に含まれるイオン半径が0.6〜1.3Å、イオン−酸素間引力が0.7Å−2以下の元素のMgOに対する総含有量W(mol%)を、0.01S2−5.5≦Ln(W)≦0.01S2−4.3を満たすよう調整する。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】仕上焼鈍において発生する形状不良を低減し、製品歩留りを向上させる。
【解決手段】冷間圧延後の方向性電磁鋼板用コイルを一次再結晶焼鈍し、焼鈍分離剤を塗布し、仕上焼鈍する方向性電磁鋼板の製造方法において、上記一次再結晶焼鈍の加熱過程における500〜700℃間を80℃/sec以上で急速加熱すると共に、仕上焼鈍の加熱過程の700〜1000℃間で2〜100時間保持する保定処理を施す、好ましくは、さらに、仕上焼鈍に用いる焼鈍炉のコイル受台上面に、外周側から同心円状にかつコイル受台の半径の20%以上に、断熱材を敷設して仕上焼鈍する方向性電磁鋼板の製造方法。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】製品コイル内の鉄損が均一かつ極めて低い極薄方向性電磁鋼板の製造方法を提案する。
【解決手段】mass%で、C:0.04〜0.12%、Si:1.5〜5.0%、Mn:0.01〜1.0%、sol.Al:0.010〜0.040%、N:0.004〜0.02%、SおよびSeを合計で0.005〜0.05含有する鋼スラブを熱間圧延し、冷間圧延し、一次再結晶焼鈍し、仕上焼鈍する方向性電磁鋼板の製造方法において、前記鋼スラブにおけるsol.AlとNの含有量の比(sol.Al/N)と、二次再結晶焼鈍時の鋼板板厚d(mm)とが、4d+1.52≦sol.Al/N≦4d+2.32の式を満たし、かつ、前記仕上焼鈍の加熱過程で二次再結晶前の鋼板を775〜875℃の温度に40〜200時間保持した後、875〜1050℃の温度域を昇温速度10〜60℃/hrで加熱し、二次再結晶と純化処理を施す。
(もっと読む)
極薄方向性電磁鋼板の製造方法
【課題】製品コイル内の鉄損が均一かつ極めて低い極薄方向性電磁鋼板の製造方法を提案する。
【解決手段】mass%で、C:0.04〜0.12%、Si:1.5〜5.0%、Mn:0.01〜1.0%、Ni:0.10〜1.0%、sol.Al:0.010〜0.040%、N:0.004〜0.02%、Cu:0.02〜1.0%、Sb:0.01〜0.10%、SおよびSeのうちから選ばれる1種または2種:合計0.005〜0.05%を含有する鋼スラブを熱間圧延し、冷間圧延して最終板厚0.12〜0.20mmの冷延板とし、一次再結晶焼鈍し、仕上焼鈍する方向性電磁鋼板の製造工程において、上記鋼スラブのsol.Al/Nの値を2.0〜2.8の範囲とし、かつ、仕上焼鈍における二次再結晶前の鋼板を775〜875℃の温度域に40〜200時間保定することを特徴とする方向性電磁鋼板の製造方法を提案する。
(もっと読む)
低鉄損方向性電磁鋼板の製造方法
【課題】中間焼鈍において、従来技術よりも効率よく脱炭することができ、薄物でも安定して低鉄損が得られる方向性電磁鋼板の有利な製造方法を提案する。
【解決手段】C:0.02〜0.15%、Si:2.0〜7.0%、Mn:0.005〜0.3%、酸可溶性Al:0.01〜0.05%、N:0.002〜0.012%、SおよびSeのうちから選ばれる1種または2種を合計で0.05%以下を含有する鋼スラブを熱間圧延し、1回以上の中間焼鈍を挟む2回以上の冷間圧延を施して最終板厚とした後、一次再結晶焼鈍を施し、その後、仕上焼鈍を施す一連の工程からなる方向性電磁鋼板の製造方法において、上記いずれかの中間焼鈍において、鋼板表面に鉄系酸化物層を形成し、必要に応じて還元して純鉄層を形成した後、脱炭することを特徴とする方向性電磁鋼板の有利な製造方法。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】製品コイル全長に亘って二次再結晶粒を細粒化し、低鉄損化することができる方向性電磁鋼板の製造方法を提案する。
【解決手段】C:0.001〜0.20%、Si:1.0〜5.0%、Mn:0.03〜1.0%、SおよびSeの1種または2種の合計:0.005〜0.040%、sol.Al:0.003〜0.050%、N:0.0010〜0.020%を含有する鋼スラブを熱間圧延し、冷間圧延を施して最終板厚とし、一次再結晶焼鈍し、その後、MgOを主成分とする焼鈍分離剤を塗布して最終仕上焼鈍を施す方向性電磁鋼板の製造方法において、上記一次再結晶焼鈍の昇温過程における300〜600℃間の昇温速度S1を100℃/s以上、600〜700℃間の昇温速度S2を30〜(0.5×S1)℃/sの範囲とし、好ましくは300〜700℃における雰囲気の酸化ポテンシャルPH2O/PH2を0.05以下とする。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】磁気特性に優れる方向性電磁鋼板を生産性よく製造する有利な方法を提案する。
【解決手段】mass%で、C:0.020〜0.15%、Si:2.5〜7.0%、Mn:0.005〜0.3%、sol.Al:0.01〜0.05%、N:0.002〜0.012%、SおよびSeのうちの1種または2種:合計で0.05%以下、Sn:0.01〜0.20%、Sb:(0.2×Sn)%以上0.10%以下、Ni:{0.7×(Sn+Sb)}%以上1.0%以下を含有する鋼スラブを、熱間圧延し、中間焼鈍を挟む2回以上の冷間圧延し、一次再結晶焼鈍し、仕上焼鈍する方向性電磁鋼板の製造方法において、上記鋼スラブのSn,SbおよびNiの含有量に応じて、熱間圧延における1150℃以下での圧下率Rおよび中間焼鈍における最高到達温度T(℃)を適正範囲に制御することを特徴とする方向性電磁鋼板の製造方法。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】積み変圧器を作製した場合にあって、特に、磁束密度B8が1.93T以上の方向性電磁鋼板を用いて変圧器を作製したときに、そのコーナー部分など、磁束が圧延方向からずれて曲がる部位があっても、より効果的に鉄損劣化を抑えることができる方向性電磁鋼板を得る。
【解決手段】一次再結晶焼鈍に先立ち、鋼板の表面に電子線を照射することにより、鋼板の表面を算術平均粗さRaで0.15μm以下の平滑面とする。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】レーザーまたは電子ビーム照射を用いて、フォルステライト被膜を有する仕上げ焼鈍済みの方向性電磁鋼板に、平坦化焼鈍後に磁区細分化処理を施すに際し、レーザーまたは電子ビーム照射に伴う絶縁被膜の損傷を回避することで、鋼板の鉄損低減、層間抵抗の確保および鋼板外観の維持を実現する方法を提供する。
【解決手段】平坦化焼鈍処理を施す際に、リン酸塩およびシリカを主体とする絶縁コーティング処理を施すものとし、その際、上記処理温度を850℃以上、かつ焼鈍炉内における鋼板に対する付与張力を10MPa以下とし、その後、該鋼板の圧延方向と交差する向きにレーザーまたは電子ビームを照射する磁区細分化処理を施す。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】歪取り焼鈍を施した場合であっても、より効果的に、鋼板の鉄損を低減させる溝を形成をした方向性電磁鋼板を提供する。
【解決手段】方向性電磁鋼板の圧延方向に対して交差する方向に、レーザまたは電子ビームを、パルス状に照射して線状溝を形成するに際して、鋼板のエッジ部の一端から他端にわたる1条の照射で形成する溝幅を、最終の溝幅よりも小さな溝幅とし、かつ2条以上の照射で、最終溝幅の線状溝とする。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】電子ビーム照射を用いて、平坦化焼鈍後に磁区細分化処理を施す方向性電磁鋼板の製造方法において、トランスを作製した際に優れた鉄損特性を有する方向性電磁鋼板を得る方法を提供する。
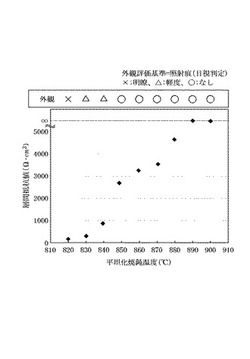
【解決手段】Si:2.0〜4.5質量%を含む方向性電磁鋼板用スラブを素材として、平坦化焼鈍を施すに際し、焼鈍時の均熱温度、均熱温度からの冷却過程における冷却速度および鋼板の塑性伸び量の各条件を調整し、上記平坦化焼鈍処理の前後におけるフォルステライト質被膜の被膜張力の減少量を60%以下に抑制する。
(もっと読む)
方向性電磁鋼板およびその製造方法
【課題】実機トランスに組上げた場合に、優れた騒音特性および鉄損特性を得ることが可能な方向性電磁鋼板を提供する。
【解決手段】二次再結晶粒の平均β角が2°以下、二次再結晶粒の粒内の平均β角変動幅が1°以上4°以下で、かつ圧延方向における表面張力が10MPa以上であり、磁束密度:1.7T、周波数:50Hzにおける磁歪λp-pの値が1.0×10-6以下で、さらに板厚tと鉄損W17/50とが、以下の式(1)を満足させる。
W17/50 ≦2.1×t + 0.3 ・・・(1)
t : 板厚(mm)
(もっと読む)
方向性電磁鋼板の製造方法
【課題】鉄心にギャップを設ける以外の方法で、偏磁が生じる用途で使われる場合にも、優れた磁気特性を有する方向性電磁鋼板を提案する。
【解決手段】電子ビーム照射により、板幅方向と30度以内をなす角度で線状に、照射列の圧延方向の列間隔を2〜10mmとして、以下の式(1)にて定義される単位面積あたりの照射エネルギー量E(mJ/mm2)を、磁束密度B8が1.90T以上でかつ磁束密度B0.5が1.60T以下を満足するように、20〜220 mJ/mm2の範囲で歪を導入する。
E(mJ/mm2)=電子ビーム加速電圧(kV)×ビーム電流値(mA)/ (ビーム走査速度(m/s)×ビーム径(mm)) …(1)
(もっと読む)
方向性電磁鋼板の製造方法
【課題】実機トランスに組上げた場合に、優れた鉄損特性、騒音特性を有する方向性電磁鋼板を提供する。
【解決手段】最終仕上げ焼鈍後または張力コーティング処理後に、電子ビーム照射による磁区細分化処理を行う場合に、電子ビームの出力に応じて、一点当たりの滞留時間tと点間隔Xとの関係を次の範囲に制御する。(1)ビーム出力が600W未満の場合には、0.05≦2(Da・t)1/2/X≦1.5(2)ビーム出力が600〜1200Wの場合には、0.03≦2(Da・t)1/2/X≦0.8(3)ビーム出力が1200W超の場合には、0.01≦2(Da・t)1/2/X≦0.2但し、Da:熱拡散率(22.7×10-6m2/s at 300K in Fe)、t:一点当たりの滞留時間(s)、X:点間隔(mm)
(もっと読む)
方向性電磁鋼板の製造方法
【課題】特別な設備や工程を必要とすることなく、鉄損の改善を図ることができる方向性電磁鋼板の有利な製造方法を提案する。
【解決手段】C:0.01〜0.08mass%、Si:2.0〜8.0mass%およびMn:0.005〜1.0mass%を含有する鋼素材を用いる方向性電磁鋼板の製造方法において、最高到達温度1100℃以上で仕上焼鈍を施した後、均熱温度が950〜1200℃で均熱保持時間が3hr以上の追加焼鈍を施すことを特徴とする方向性電磁鋼板の製造方法。
(もっと読む)
1 - 20 / 121
[ Back to top ]