
Fターム[4K038EA02]の内容
熱処理のプロセス制御 (949) | 検出プロセス量 (172) | 処理雰囲気の温度 (33)
Fターム[4K038EA02]に分類される特許
1 - 20 / 33
連続焼鈍ラインの制御方法および制御装置
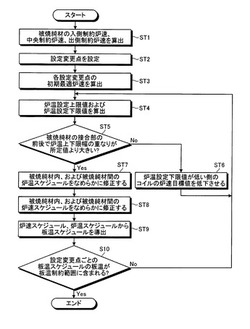
【課題】複数の被焼鈍材の諸元が異なる場合でも、炉温の設定を考慮しつつ炉速を設定して、最適炉速と最適炉温とを関連調和させて設定可能な連続焼鈍ラインの制御方法および制御装置を提供すること。
【解決手段】連続する複数の被焼鈍材のそれぞれに所定間隔ごとに設定変更点を設定する。設定変更点ごとに被焼鈍材の入側制約炉速、中央制約炉速、出側制約炉速を比較し、最も低い炉速を初期最適炉速とする。初期最適炉速と被焼鈍材の諸元からの板温の上下限値から、伝熱モデルにより炉温の設定上下限値を算出し、設定上下限値間の炉温を炉温目標値とする。接合部前後の炉温目標値に基づき初期最適炉速を修正して炉速目標値を導出する。炉速目標値と炉温目標値とから伝熱モデルにより板温値を算出し、板温値が板温上限値と板温下限値との間から外れなくなるまで、炉速目標値および炉温目標値の設定を繰り返し行う。
(もっと読む)
ラジアントチューブ炉の制御方法および制御装置

【課題】RT表面温度の変動を抑制すること。
【解決手段】制御部が、燃料ガスが燃焼する燃焼筒3cの温度を測定し、測定された燃焼筒3cの温度に基づいて燃焼筒3cに供給される燃焼空気の流量を制御する。これにより、RT表面温度の変動を抑制することができる。また、制御部103は、レキュペレーター4の表面温度を測定し、測定されたレキュペレーター4の表面温度に基づいて燃焼筒3cに供給される燃焼空気の流量を制御する。これにより、RT表面温度の変動をさらに抑制することができる。
(もっと読む)
連続式加熱炉の炉温設定方法及び炉温制御システム、連続式加熱炉、並びに金属材料の製造方法
【課題】加熱条件の異なる複数のスラブを連続式加熱炉に装入して加熱する場合であっても、スラブの目標抽出温度及び制約条件をより確実に満足し、かつ燃料消費量を低減することが可能な、連続式加熱炉の炉温設定方法を提供する。
【解決手段】所定の制御周期毎に少なくとも1の燃焼帯の温度を該燃焼帯からの各スラブの目標抽出温度に基づいて設定する、連続式加熱炉の炉温設定方法であって、温度設定を行う燃焼帯のうち1の燃焼帯を作業燃焼帯として選択する工程と、初期時刻において作業燃焼帯の内部に存在する各スラブおよび作業燃焼帯に導入される直前のスラブの予想抽出温度が各スラブの目標抽出温度以上となるような作業燃焼帯の設定炉温軌道を計算する工程と、計算した作業燃焼帯の設定炉温軌道のうち少なくとも一部を作業燃焼帯の炉温設定に反映する工程と、を有する炉温設定方法とする。
(もっと読む)
直火型連続加熱炉の制御方法および制御装置
【課題】鋼板の大きさやライン速度が変化した場合であっても、鋼板の温度を目標温度に精度高く制御すること。
【解決手段】制御装置100は、先行材の大きさと後行材の大きさとに違いがある場合又は後行材のライン速度が先行材のライン速度から変化した場合、大きさおよびライン速度の変化量を入力変数、大きさおよびライン速度の変化に伴う後行材の温度変動量を出力変数とする回帰モデルを利用して、後行材の温度変動量を算出し、算出された後行材の温度変動量に基づいて、先行材の目標温度および直火型連続加熱炉の加熱装置に供給する燃料流量の少なくとも一方を制御する。すなわち、制御装置100は、加熱炉の出側における板温を予測するのではなく、回帰モデルを利用して板温の変動量を直接予測する。
(もっと読む)
金属板の温度分布の予測方法及び金属板の製造方法
【課題】解析負荷を抑制しつつ簡便的に金属板の温度分布の予測することが可能な、金属板の温度分布の予測方法及びこれを用いる金属板の製造方法を提供する。
【解決手段】金属板の局所的領域について複数の条件にて熱流動解析を行う工程と、局所的領域における、表面熱流束の平均値、金属板の表面温度の平均値及び金属板の表面における冷媒温度の平均値を算出する工程と、表面熱流束の平均値と、金属板の表面温度の平均値及び金属板の表面における冷媒温度の平均値との関係式を導出する工程と、金属板の温度分布解析領域を、局所的領域以上の大きさである解析格子に分割する工程と、上記関係式を用いて解析格子における金属板の温度を決定する工程と、を有する金属板の温度分布の予測方法とし、該予測方法によって金属板の温度分布を予測し、予測した温度分布を用いて冷却装置の動作を制御する、金属板の製造方法とする。
(もっと読む)
鋳片の加熱方法
【課題】鋳片の温度制御の精度を向上させるためには、温度を多点連続計算による三次元温度計算を適用して運用するための管理する温度指標を設定して、加熱炉の不要な加熱を抑制し、経済的な昇温を可能とする鋳片の加熱方法を提供する。
【解決手段】連続鋳造機で製造された鋳片の加熱方法であって、鋳片10の表面温度及び鋳造条件から、鋳片10の長さと断面温度との温度分布の関係を装入側から抽出側にかけて求め、鋳片10の中心位置を基準にしてバーナー18、19の火力を制御して、中心位置を基準にして抽出位置における長手方向一側の平均温度と他側の平均温度との差を−15℃〜+15℃の間とし、一側の断面の最低温度と他側の平均温度分布との差を−10℃〜+20℃に制御する。
(もっと読む)
連続式加熱炉の燃焼制御方法及び燃焼制御装置
【課題】鋼材を出側目標温度通りに加熱すること。
【解決手段】必要炉温計算部6bが、炉温の応答時間後に第i帯に存在する各スラブについて、スラブを出側目標温度に加熱するために必要な炉温を必要炉温として算出し、設定炉温計算部6cが、算出された各スラブの必要炉温の最大値を第i帯の炉温として設定する。これにより、炉温の応答時間を考慮して第i帯の炉温が設定されるので、スラブを出側目標温度通りに加熱することができる。
(もっと読む)
連続式加熱炉の燃焼制御方法及び燃焼制御装置
【課題】鋼材毎の最適炉温を短時間、且つ、高精度に算出すること。
【解決手段】2次元スラブ温度計算部6bが、2次元伝熱方程式に基づく2次元モデルを利用して各加熱帯におけるスラブの温度を予測し、1次元スラブ温度計算部6cが、1次元方程式に基づく1次元モデルを利用して予測された各加熱帯におけるスラブの温度が2次元モデルを利用して予測された各加熱帯におけるスラブの温度と一致するように、2次元モデルを利用して予測された各加熱帯におけるスラブの温度に基づいて1次元モデルにおける各帯の代表放射率を決定するステップと、決定された代表放射率を用いた1次元モデルを利用して各加熱帯におけるスラブの最適炉温を算出するステップと、算出された各加熱帯におけるスラブの最適炉温に基づいて、各加熱帯の炉温を設定する。
(もっと読む)
連続式加熱炉の炉温設定方法及び炉温制御システム、連続式加熱炉、並びに金属材料の製造方法
【課題】燃料消費量を効果的に低減することが可能な連続式加熱炉の炉温設定方法及び炉温制御システム、連続式加熱炉、並びに金属材料の製造方法を提供する。
【解決手段】所定の制御周期毎に少なくとも一の燃焼帯の設定温度を更新する連続式加熱炉の炉温設定方法であって、熱収支方程式により各燃焼帯の炉温変化が加熱炉全体の燃料使用量に与える影響を評価する影響係数を算出し、該影響係数を用いて各燃焼帯の炉温変化量を変数とする評価関数を構成し、炉温変化量に課す制約条件を決定し、該制約条件の下で評価関数を最適化する各燃焼帯の炉温変化量を求め、求めた炉温変化量に基き各燃焼帯の設定温度を更新する炉温設定方法とし、該炉温設定方法により炉温を設定する炉温制御システムとし、該炉温制御システムを備える連続式加熱炉とし、該連続式加熱炉により金属材料を加熱する工程を有する金属材料の製造方法とする。
(もっと読む)
起動装置および起動方法
【課題】工業炉などの産業用の製造装置に適した制御の再起動を実現する。
【解決手段】起動装置1は、降温速度ΔPVと休止時間TWと操作量上限値OHとオフ時間TXとの組からなる分析用データを記憶する分析用データ記憶部2と、分析用データを用いて多変量解析手法により推定用多項式を算出する推定用多項式算出部3と、推定用多項式を記憶する推定用多項式記憶部4と、降温速度ΔPVと休止時間TWと操作量上限値OHのオンラインデータを取り込んでオフ時間TXの推定値を算出するオフ時間TX推定値算出部5と、制御装置10に対してヒータをオフにさせる指令を与え、オフ時間TX推定値の時間だけ維持した後に、通常の制御を再起動させる動作指令部6とを備えている。
(もっと読む)
直火式ローラーハース型連続熱処理炉及びラジアントチューブ式ローラーハース型連続熱処理炉における厚鋼板の熱処理方法
【課題】ばらつきの少ない材質特許性が得られ、生産堰に優れた厚鋼板の熱処理方法を提供する。
【解決手段】直火式ローラーハース型連続熱処理炉、またはラジアントチューブ式ローラーハース型連続熱処理炉において普通鋼厚鋼板を、熱処理温度範囲を300℃〜450℃として熱処理する方法において、この熱処理温度範囲内において、材質上許容される板内の温度変動幅に基いて狙い熱処理温度範囲Tsmin〜Tsmax(℃)を設定し、この狙い熱処理温度範囲に対して、連続熱処理炉の設定温度範囲を、下限温度TGmin(℃)が、狙い熱処理温度範囲の上限温度+10℃以上、上限温度TGmax(℃)が狙い熱処理温度範囲Tsmin〜Tsmax(℃)および厚鋼板の板厚t(mm)に応じて特定式により予め定めた温度以下とし、この設定温度範囲内において連続熱処理炉の炉温TG(℃)を設定して熱処理する。
(もっと読む)
製品材質値の予測方法、装置、操業条件の決定方法、プログラム及びコンピュータ読み取り可能な記録媒体
【課題】製造プロセスの過去事例を高速、高精度に検索して、製品の材質予測を的確に行うことを可能にする。
【解決手段】指定された時刻から過去時刻までの、指定した所定のプロセス変数値と材質値を時系列データベースから抽出して、それを量子化し、検索用テーブルに量子化したプロセス変数値と材質値を格納する。材質を予測したい製品のプロセス変数値を量子化し、これを検索キーとして、検索用テーブルを検索し、類似する量子化した値を持つ過去事例と取り出し、その過去事例の材質値に基づいて、製品の材質の予測値を算出する。
(もっと読む)
加熱炉温度制御装置、加熱炉温度制御システム及び加熱炉温度制御方法、並びに、プログラム
【課題】現状の加熱炉の操業品質を確保しながら、加熱炉の温度を鋼材に最適な温度に早急かつ確実に調整できるようにする。
【解決手段】燃料の燃料流量を設定する設定手段501と、新モデルプログラム125cを用いて、設定手段501で設定された燃料流量に基づいて加熱炉の将来の予測温度を算出する第1の算出手段502と、既設モデルプログラム125bを用いて、第1の算出手段502で算出された加熱炉の将来の予測温度に基づいて鋼材の将来の予測温度を算出する第2の算出手段503と、第2の算出手段503で算出された鋼材の将来の予測温度が鋼材の目標温度に応じたものである場合に、設定手段501で設定された燃料流量に基づく燃料を加熱炉に供給する制御を行う燃料供給制御手段504を備えるようにする。
(もっと読む)
熱処理設備の制御方法
【課題】 的確なタイミングで冷却装置の駆動を停止することができる熱処理設備の制御方法を提供する。
【解決手段】 熱処理設備1では、走行中の金属板2を、加熱装置6によって加熱し、この加熱装置6よりも金属板2の走行方向X下流側で、冷却装置7によって冷却する。加熱装置6は、走行中の金属板2を炉11内で加熱する。炉11には、熱源12から熱が供給される。このような熱処理設備1では、熱源12による炉11への熱の供給を停止した後、加熱装置6よりも走行方向X下流側かつ冷却装置7よりも走行方向X上流側での金属板2の温度に基づいて、冷却装置7の駆動を停止する。
(もっと読む)
連続熱処理炉における板温制御方法及び装置、コンピュータプログラム並びにコンピュータ読取り可能な記録媒体
【課題】予め候補として設定した複数の制御ゲインの中から最適な制御ゲインを選択して、板温調節部の効率の良い操作量変更量を決定することができ、処理炉出口板温の制御精度を向上させることが可能な、連続熱処理炉における板温制御方法及び装置、コンピュータプログラム並びにコンピュータ読取り可能な記録媒体を提供すること。
【解決手段】算出された処理炉体出口板温を目標板温に設定するゲイン毎に板温調節部の操作量変更量を算出するステップと、算出された操作量変更量と、処理炉体内における熱収支モデルとから、処理炉体出口における板温の変動を、ゲイン毎に予測算出するステップと、予測算出された処理炉体出口板温と目標板温との温度差と、操作量変更量に基づいて、ゲイン毎に算出された操作量変更量の中から最適な操作量変更量を決定するステップとを含むことを特徴とする。
(もっと読む)
鋼板冷却方法及び鋼板連続熱処理設備
【課題】徐冷帯及びこれに続く急冷帯からなる冷却帯において、徐冷帯の冷却能力限界が通板速度を制限する場合、即ち徐冷帯において設定した出側温度に徐冷ができずに急冷帯への入側温度が高くなる場合の鋼板の冷却において、急冷帯に配設された前段の冷却装置の一部を徐冷用として使用することにより、通板速度を上げることを可能にし、生産効率を向上させる。
【解決手段】徐冷帯と急冷帯が各々複数段の冷却装置で構成される冷却帯を配する鋼板連続熱処理設備にて、加熱された鋼板を徐冷帯で徐冷し次いで急冷帯で急冷する鋼板冷却方法であって、徐冷帯だけでは目標の徐冷帯出側板温に冷却できない場合に、急冷帯の前段の冷却装置の一部を徐冷用として使用し、その出側を仮想の徐冷帯出側として板温を制御する鋼板冷却方法。
(もっと読む)
加熱炉の板温制御方法及び装置
【課題】前材と後材との接合部において点火・消火動作が確実に行われるようにする。
【解決手段】出口板温の目標値を含む生産情報、及び前記検出された実績値に基づいて加熱炉に設定すべき全燃料流量を算出するとともに、現在から将来にわたる板厚、板幅、通板速度とから、現在から将来にわたる板温を予測して、現在加熱炉を通板中の前材の次に加熱する板状体である後材の将来予測板温と、その目標板温とから後材で必要になる燃料流量を予め算出し、前記算出された燃料流量で板状体を加熱する際に、前記点火・消火動作が必要か否かを判定し、点火・消火動作が必要な場合には前記前材と後材とを接合する部分が前記加熱ゾーンを通過するときに点火・消火を行うようにする。
(もっと読む)
厚鋼板の熱処理炉決定方法及び厚鋼板の熱処理方法
【課題】加熱矯正を要する厚鋼板が発生しても、熱処理炉の運用に支障をきたさない、熱処理炉の運用方法を提供する。
【解決手段】高温加熱用熱処理炉と低温加熱用熱処理炉を併用して、厚鋼板を加熱矯正する熱処理を行う際の、厚鋼板の熱処理炉決定方法であって、熱処理炉装入予定在庫量を判定する工程と、加熱矯正温度変更可能種別の選別工程と、加熱矯正温度の変更可能温度を決定する工程と、該変更可能温度と高温加熱用熱処理炉の設定温度との対比工程と、加熱矯正指示温度を変更する工程とからなることを特徴とする厚鋼板の熱処理炉決定方法。
(もっと読む)
連続式加熱炉の加熱制御方法
【課題】熱間圧延ラインに設置された連続式加熱炉の加熱制御方法として、求められる操業形態に応じて適切に加熱パターンを設定することができる連続式加熱炉の加熱制御方法を提供する。
【解決手段】予め、生産能率優先の操業形態と熱原単位優先の操業形態との操業形態別になった均熱帯昇温量テーブルを作成しておき、熱間圧延ラインの生産負荷により、生産能率優先の操業形態か熱原単位優先の操業形態かが決定されたら、前記均熱帯昇温量テーブルから対応する均熱帯昇温量を選出し、その均熱帯昇温量に基づいて加熱パターンを設定する。
(もっと読む)
局所熱伝達率決定プログラム及び局所熱伝達率決定装置
【課題】冷却条件を変更しても短時間で局所熱伝達率を決定できる局所熱伝達率決定プログラム及び局所熱伝達率決定装置を提供する。
【解決手段】基準冷却条件が設定されたとき、局所熱伝達率決定装置1内の定常熱流動解析部13は、数値解析手法により計算領域内の温度分布を算出する。基準局所熱伝達率算出部14は、算出された温度分布に基づいて、基準局所熱伝達率href(x)を求める。基準冷却条件と異なる対象冷却条件が設定されたとき、対象局所熱伝達率決定部15は、基準冷却条件により決定される基準平均熱伝達率hmrefと、対象冷却条件により決定される対象平均熱伝達率hmと、基準局所熱伝達率href(x)と、対象冷却条件における所定表面位置xでの対象局所熱伝達率h(x)とが、式(1)を満たすように、h(x)を決定する。
h(x)/hm=href(x)/hmref (1)
(もっと読む)
1 - 20 / 33
[ Back to top ]