
Fターム[4K042BA06]の内容
Fターム[4K042BA06]の下位に属するFターム
耐応力腐食 (38)
Fターム[4K042BA06]に分類される特許
1 - 20 / 147
ダイクエンチ用ステンレス鋼板およびそれを用いたダイクエンチ部材
【課題】耐食性に優れ、900MPa以上の引張強度を有するダイクエンチ部材を確実に製造できるダイクエンチ用の鋼板およびそれを用いたダイクエンチ部材を提供する。
【解決手段】質量%で、C:0.03%以上0.15%未満、Si:0.1%以上2.0%以下、Mn:0.30%以上2.50%以下、P:0.05%以下、S:0.010%以下、Al:0.001%以上0.05%以下、Cr:11.0%超え15.0%以下、Ni:0.01%以上0.60%以下、N:0.005%以上0.09%以下を含有し、残部がFeおよび不可避的不純物からなる成分組成を有するダイクエンチ用ステンレス鋼板。
(もっと読む)
耐サワー性に優れたラインパイプ用厚肉高強度継目無鋼管およびその製造方法
【課題】耐サワー性に優れた厚肉高強度継目無鋼管を提供する。
【解決手段】焼入焼戻処理を施して、降伏強さ:450MPa超えを有し、少なくとも管最外側または管最内側で荷重:5kgf(試験力:49N)で測定可能なビッカース硬さHV5が、250HV5以下となるように調整する。このためには、焼入処理後に表層を板厚方向深さで表面から0.3mm以上研削する加工処理を施すか、焼入処理を、大気雰囲気中でAc3変態点以上の加熱温度に、120s以上保持したのち、核沸騰状態で水冷する処理、または膜沸騰状態で水冷したのち核沸騰状態で水冷する処理とする。このような焼入れ処理とすることにより、表層の硬さが上記した250HV5以下と低くなり、肉厚中央に向かう途中の位置に最高硬さが示す位置が存在する、M型の硬さ分布を示すか、表層の硬さが最も高くなるが上記した250HV5以下より低くなる、U型またはフラット型の硬さ分布を示す鋼管を得ることができ、耐サワー性が顕著に向上する。
(もっと読む)
摩擦材用鋼製裏金および鋼製品の製造方法
【課題】優れた耐食性と接着性を兼ね備えた摩擦材用鋼製裏金を提供する。
【解決手段】鋼である母材の表層に、窒化化合物層と窒素拡散層が形成された鋼製品であって、上記窒化化合物層は、窒素拡散層側に形成された第1化合物層と、上記第1化合物層の表面側に形成された第2化合物層とを含み、上記第1化合物層は、Fe3Nを主体とするε構造のものであり、上記第2化合物層は第1化合物層よりも窒素濃度が高くかつ表面に凹凸が形成され、上記第2化合物層の表面凹凸が深さ0.5μm以上の凹部を少なくとも公称長さ50μmあたり3箇所以上の高密度に有する、表面の接着性と耐食性の双方に優れる表面層を形成したものである。これにより、優れた接着性を有し、炭素含有量が極めて少なく耐食性の高い窒化化合物層を形成させることが可能となる。
(もっと読む)
析出硬化型マルテンサイト系ステンレス鋼と、それを用いた蒸気タービン長翼
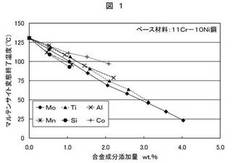
【課題】組織の安定性,強度,靭性及び耐食性に優れ、サブゼロ処理を必要としない生産性に優れた析出硬化型マルテンサイト系ステンレス鋼と、それを用いた蒸気タービン長翼を提供する。
【解決手段】質量で、0.05%以下のC、0.05%以下のN、10.0%以上14.0%以下のCr、8.5%以上11.5%以下のNi、0.5%以上3.0%以下のMo、1.5%以上2.0%以下のTi、0.25%以上1.00%以下のAl、0.5%以下のSi、1.0%以下のMnを含み、残部がFeおよび不可避不純物からなる析出硬化型マルテンサイト系ステンレス鋼。この析出硬化型マルテンサイト系ステンレス鋼を用いた蒸気タービン長翼。
(もっと読む)
冷間工具鋼およびその製造方法

【課題】良好な耐食性を有し、析出硬化処理によって所定の耐摩耗性を得ることで、プラスチック成形品などをハイサイクルで大量に生産することを可能とする。
【解決手段】質量%で、C:1.10〜2.00%、Cr:10.5〜12.5%、Si:0.6〜1.0%、Mn:0.4〜1.0%、Mo:0.5〜4.0%、W:0.5〜4.0%、Co:0.25〜4.0%、Ni:0.25〜4.0%を含有し、さらに、V、NbおよびTiの一種以上を原子%で合計1.2〜8.0%含有し、残部がFe及び不可避的不純物からなる組成を有し、断面において存在するMC型炭化物粒子の平均粒径が等価円直径で0.2〜1.5μmの範囲である冷間工具鋼とする。
(もっと読む)
車両懸架用ばね部品用鋼、車両懸架用ばね部品およびその製造方法
【課題】 素材自体の耐食性を向上させ、かつ引張強度が1300MPa以上の高強度で、耐食性と低温靭性に優れた車両懸架用ばね部品用鋼、車両懸架用ばね部品およびその製造方法を提供する。
【解決手段】 質量%で、C:0.15〜0.35%、Si:0.6%超え1.5%以下、Mn:1〜3%、Cr:0.3〜0.8%、sol.Al:0.005〜0.080%、Ti:0.005〜0.060%、Nb:0.005〜0.060%、Ti+Nb≦0.07%、N:150ppm以下、P:0.035%以下、S:0.035%以下、Cu:0.01〜1.00%、Ni:0.01〜1.00%を含み、残部がFe及び不可避不純物からなり、引張強さ1300MPa以上を有する耐食性と低温靭性に優れている。
(もっと読む)
温間プレス部材の製造方法
【課題】塗装後耐食性を確保できる温間プレス部材の製造方法を提供する。
【解決手段】鋼板表面に、10〜25質量%のNiを含み、残部がZnおよび不可避的不純物からなり、付着量が10〜90g/m2のZn-Ni合金めっき層を有する鋼板を、200〜800℃の温度範囲に加熱後、該温度範囲内で温間プレス成形を行うことを特徴とする温間プレス部材の製造方法。
(もっと読む)
熱間プレス用鋼板およびそれを用いた熱間プレス部材の製造方法
【課題】熱間プレス時にスケールやZnOの生成を抑制可能な耐酸化性に優れる熱間プレス用鋼板およびそれを用いた熱間プレス部材の製造方法を提供する。
【解決手段】鋼板表面に、10〜25質量%のNiを含み、残部がZnおよび不可避的不純物からなり、付着量が10〜90g/m2のめっき層を有することを特徴とする熱間プレス用鋼板。
(もっと読む)
転がり摺動部材およびその製造方法ならびに転がり軸受
【課題】耐食性に優れる転がり摺動部材を提供する。
【解決手段】0.16-0.19質量%Cと0.15-0.55質量%Siと0.20-1.55質量%Mnと2.4-3.2質量%Crとを含有し、Ni及びMoを0.01-0.2質量%及び0.001質量%以上0.1質量%未満含有し、焼入れ性指数5.4以上の鋼材に前加工、有効硬化層深さ1.5-8mmとなる浸炭処理、中間焼鈍処理、焼入れ焼もどし処理及び仕上げ加工を施し、摺動表面から0.05mmまでの範囲における炭素含有量0.8-1.2質量%、表面から0.1mmの深さの位置でのビッカース硬さ700-840及び残留γ量20-40体積%、表面から0.03mmの深さの位置での炭化物面積率1.5-8%、摺動面の軸方向長さ中央に位置し、かつ厚さ方向中央に位置する部分でのビッカース硬さ300-510及びマルテンサイト変態率50-100%の転がり摺動部材2,3,4を得る。
(もっと読む)
優れた性能用の変化する機械的特性を持つコイル管とその連続熱処理製法
【課題】長さに沿って改良され、変化する特性を有するコイル管を提供する。
【解決手段】連続動的熱処理過程(CDHT)を使うことにより生産され、長さに沿って改良され、変化する特性を有するコイル管。コイル管はスプールからほどかれ、連続動的熱処理過程に供され、そしてスプール上に捲かれる。連続動的熱処理過程は“複合”管を、該管の長さに沿った該管の特性が選択的に変えられるよう、作ることが出来る。例えば、該管の特性は、該管が使用される特定応用のために該管の長さに沿って選択的に誂えられることが出来る。
(もっと読む)
オーステナイト系ステンレス鋼管の製造方法
【課題】TiやNbを含有するオーステナイト系ステンレス鋼の継目無鋼管をエルハルト・プッシュベンチ製管法により製造する場合であっても、結晶組織で混粒を抑制すると同時に、細粒化を実現できるオーステナイト系ステンレス鋼管の製造方法を提供する。
【解決手段】オーステナイト系ステンレス鋼の鋼塊を熱間で穿孔し、得られた素管に加熱および押抜き加工からなる熱間押抜き処理を複数回繰り返し施して継目無鋼管を製造する際、複数回繰り返す熱間押抜き処理のうちの少なくとも最終回の熱間押抜き処理において、被処理管を再結晶温度以上で1〜3時間保持する加熱を行った後、この被処理管に下記(1)式で表される断面減少率Rが20%以上となる押抜き加工を行う。
R=(1−S2/S1)×100[%] ・・・(1)
ただし、上記(1)式中、
S1:熱間押抜き処理前における被処理管の断面積、
S2:熱間押抜き処理後における被処理管の断面積。
(もっと読む)
低温における優れた靭性および硫化物応力腐食亀裂抵抗をもつ高強度の鋼管
【課題】低温における優れた靭性および硫化物応力腐食亀裂抵抗をもつ高強度の鋼管を提供する。
【解決手段】鋼組成を特定範囲とし、フェライト、高ベイナイトまたは粒状ベイナイトの実質的形成を伴わずに、約60容量%以上で約40容量%以下の低ベイナイトの微細組織が得られる焼き入れし、焼き入れ後、管を焼き戻しすることを特徴とする。
(もっと読む)
耐応力腐食割れに優れる高強度高耐食性ステンレス鋼ボルトおよびその製造方法
【課題】二相ステンレス鋼の成分およびボルトの加工率、熱処理を制御することにより、ボルト加工性を維持しながら、耐応力腐食性、耐食性、強度に優れたステンレス鋼高力ボルトを得る。
【解決手段】質量%で、C:0.003〜0.05%、Si:0.1〜2.0%、Mn:0.1〜5.0%、P:0.04%以下、S:0.01%以下、Ni:3.0〜9.0%、Cr:19.0〜30.0%、Mo:1.0%超、4.0%以下、N:0.05〜0.30%、を含有し、残部がFeおよび実質的に不可避的不純物で構成され、(a)式のF値が35〜80であり、引張強さが1000〜1300MPa、引張耐力が800〜1200MPaであることを特徴とする耐応力腐食割れに優れる高強度・高耐食性のステンレス鋼ボルトである。
(もっと読む)
耐遅れ破壊性に優れたボロン添加高強度ボルト用鋼および高強度ボルト
【課題】CrやMo等の高価な合金元素を多量に添加することなく、1100MPa以上の高強度であっても耐遅れ破壊性に優れたボロン添加高強度ボルト用鋼を提供する。
【解決手段】C:0.20〜0.40%未満、Si:0.20〜1.50%、Mn:0.30〜2.0%、P:0.03%以下(0%を含まない)、S:0.03%以下(0%を含まない)、Ni:0.05〜1.0%、Cr:0.01〜1.50%、Cu:1.0%以下(0%を含む)、Al:0.01〜0.10%、Ti:0.01〜0.1%、B:0.0003〜0.0050%およびN:0.002〜0.010%を夫々含有し、Cu,NiおよびCrよりなる群から選ばれる1種以上を合計で0.10〜3.0%含有し、残部が鉄および不可避的不純物からなり、且つSiの含有量[Si]とCの含有量[C]の比([Si]/[C])が1.0以上であると共に、フェライト・パーライト組織である。
(もっと読む)
腐食疲労強度に優れるばね
【課題】 高強度でありながら、腐食疲労強度に優れたばねを提供する。
【解決手段】 本発明のばねは、ロックウェル硬さがHRC53〜HRC56であって、
ロックウェル硬さHRC53〜HRC56の範囲において、ロックウェル硬さをHとしたときの転位密度D(cm−2)が、式(1)を満足しており、旧オーステナイト結晶粒度番号がNO.10以上である。
(式1)D≧1.4×1011×H−6.7×1012
(もっと読む)
鍛造用耐熱鋼、鍛造用耐熱鋼の製造方法、鍛造部品および鍛造部品の製造方法
【課題】優れた、長時間クリープ破断寿命、クリープ破断延性や靭性、耐水蒸気酸化性を兼備した鍛造用耐熱鋼およびその製造方法、この鍛造用耐熱鋼を用いて構成された鍛造部品およびその製造方法を提供する。
【解決手段】鍛造用耐熱鋼は、質量%で、C:0.05〜0.2、Si:0.01〜0.1、Mn:0.01〜0.15、Ni:0.05〜1、Cr:8以上10未満、Mo:0.05〜1、V:0.05〜0.3、Co:1〜5、W:1〜2.2、N:0.01以上0.015未満、Nb:0.01〜0.15、B:0.003〜0.03を含有し、残部がFeおよび不可避的不純物からなる。
(もっと読む)
高強度ばね用鋼、高強度ばねの製造方法及び高強度ばね
【課題】耐食性および耐孔食性に優れ、合金元素の添加量が少ない低コストの高強度ばね用鋼、高強度ばねの製造方法及び高強度ばねを提供する。
【解決手段】質量%で、C:0.38-0.44%、Si:2.00-2.30%、Mn:0.85-1.15%、Cr:0.10-0.43%、Ni:0.15-0.35%、Cu:0.15-0.35%、Ti:0.05-0.13%、P:0.02%以下、S:0.02%以下、Al:0.003-0.10%、N:0.002-0.012%、O:0.0002%以下を含有し、残部が鉄および不可避不純物からなることを特徴とする高強度ばね用鋼。
(もっと読む)
硬化層形成方法および硬化層形成装置
【課題】ねじ部を有する小物部品を大量に一括して処理し、安定かつ均一な硬化層を形成することが可能な硬化層形成方法、およびこの方法に用いられる硬化層形成装置を提供する。
【解決手段】 真空チャンバ2内に備えられた金属製の回転容器3内にねじ部を有する小物部品を複数個収容して減圧した後、炭素ガスおよび窒素ガスのうちの少なくともいずれか一方のガスを供給して、このガス雰囲気中で回転容器3に陰極電圧を印加してプラズマ放電を行う一方、回転容器3を回転させながら、この回転容器3近傍に備えられたヒータ5を用いて回転容器内の温度を350℃から550℃の範囲内に加熱することにより、前記小物部品の表面に硬化層を形成する。
(もっと読む)
構造部材の製造方法
【課題】曲面形状を有する構造部材に対しても、母材の表面改質により強固な硬化層を形成可能な製造方法を提供する。
【解決手段】母材からなる基体53の所定の範囲にレーザLを照射して、オーステナイト逆変態が完了する温度である800℃以上かつ融点未満の温度まで加熱するレーザ照射工程と、該レーザ照射工程でレーザLが照射された基体53に対して時効熱処理を行うことにより、所定の範囲に、母材が析出硬化することで形成される硬化層54を形成する時効熱処理工程とを備える。
(もっと読む)
転がり軸受および軸受材料
【課題】低コストで、耐食性に優れ、しかも高精度で静粛性に優れ、量産に適した転がり軸受を提供する。
【解決手段】転動体3を高炭素クロム軸受鋼(SUJ2)とし、外輪1、内輪2の少なくとも一方を、組成が重量比で、C:0.6〜0.75%、Si:1%以下、Mn:1%以下、P:0.03%以下、S:0.02%以下、Cr:11.5〜13.5%、Mo:0.3%以下、V:0.15%以下、Ti:15PPM以下、O:15PPM以下、残部がFeおよび不可避的に混入する不純物で、硬度がHRC9〜HRC29で、共晶炭化物の径が20μm以下としたマルテンサイト系ステンレス鋼を加工し、転動溝1a,2aを切削加工した後、焼き入れ熱処理によって硬度をHRC58以上とし、転動溝1a,2aを研磨加工して仕上げたものとする。
(もっと読む)
1 - 20 / 147
[ Back to top ]