
Fターム[4K042DC03]の内容
Fターム[4K042DC03]に分類される特許
1 - 20 / 850
軸受部品、転がり軸受およびこれらの製造方法
軟磁性合金、軟磁性合金磁心およびその製造方法
穿孔圧延用工具
【課題】耐久性に優れた穿孔圧延用工具およびその製造方法を提供する。
【解決手段】質量%で、C:0.05〜0.5%、Si:0.1〜1.5%、Mn:0.1〜1.5%、Cr:0.1〜1.5%、Mo:0.6〜3.5%、W:0.5〜3.5%、Nb:0.1〜1.0%を含み、さらにCo:0.5〜3.5%、Ni:0.5〜4.0%を、1.0<Ni+Co<4.0を満足する基材の表面にスケール層を形成する。そのスケール層のうち基材側に形成されるスケール層を、深さ方向に10〜200μmの厚さを有する地鉄と複雑に絡み合ったネット状スケール層とし、該ネット状スケール層と基材との界面から深さ方向で少なくとも300μmの範囲の基材側組織を、面積率50%以上のフェライト相を含み、かつ該フェライト相が最大長さ:1〜60μmのフェライト粒を400個/mm2以上含む。
(もっと読む)
耐ピッチング性に優れた歯車およびその製造方法
【課題】耐ピッチング性に優れた歯車およびその製造方法を提供する。
【解決手段】鍛造あるいは機械加工により歯車形状とした後、真空中で浸炭処理を行い、その後炉内で冷却後に焼入れする際、前記炉内での、浸炭後の炉内冷却から焼入れ前の加熱保持の間に、窒化処理を行い、前記焼入れ後に焼戻し処理される歯車であって、成分組成が質量%で、C:0.15〜0.35%、Si:0.70〜2.50%、Mn:0.20〜1.00%、Ni:0.01〜0.80%、Cr:0.10〜1.50%、Mo:0.01〜0.80%、Al:0.005〜0.200%、残部鉄および不可避不純物からなり、前記成分組成におけるSi、Crと前記窒化処理による表層最大侵入窒素量による焼戻し軟化抵抗パラメータHSiCrNが(1)式を満たす事を特徴とする耐ピッチング性に優れた歯車。
HSiCrN(=58Si+42×(Ns−Cr×14/52))≧80(1)、ここで、Si,Crは含有量(質量%)Ns:表層最大侵入窒素量(質量%)を示す。
(もっと読む)
耐遅れ破壊特性に優れた高強度鋼および高強度ボルト
【課題】 鋼材の高強度化にともない現出する遅れ破壊現象に代表される水素脆化をより抑制することのできる、耐遅れ破壊特性に優れた高強度鋼およびその高強度鋼からなる高強度ボルトを提供すること。
【解決手段】 質量%で、C:0.20〜1.50%、Si:0.20〜5.00%、Mn:0.10〜3.00%、P:0.0005〜0.1000%、S:0.0005〜0.2000%、N:0.0020〜0.0200%を含有し、必要に応じてCr:0.01〜5.00%、Mo:0.01〜1.00%のうちの1種もしくは2種を含有し、残部がFe及び不可避的不純物からなり、鋼組織はFe系炭化物εが微細分散した焼戻しマルテンサイト組織であり、またはさらに、焼戻しマルテンサイト中のFe系炭化物εのサイズが1〜20nm、その面積率が1.0%以上である高強度鋼およびその高強度鋼からなる高強度ボルト。
(もっと読む)
熱間プレス成形品およびその製造方法
【課題】Zn−Fe系めっき層を形成した表面処理鋼板を用いて、熱間プレス成形するに際し、プレス成形中に、めっき層の剥離や母材の粒界割れを回避して良好な特性の熱間プレス成形品を製造するための有用な方法、およびこうした方法によって得られる熱間プレス成形品を提供する。
【解決手段】Zn−Fe系めっき層が素地鋼板表面に形成された表面処理鋼板を、熱間プレス成形法によって成形して熱間プレス成形品を製造するに当たり、前記表面処理鋼板を、素地鋼板のAc1変態点以上、950℃以下の温度に加熱し、めっき層中のFe含有量に応じためっき層の凝固点以下の温度まで表面処理鋼板を冷却した後、成形を開始する。
(もっと読む)
窒化部品およびその製造方法
【課題】高価なショットピーニングを施さなくても疲労特性の向上を図ることが可能な窒化部品、その製造方法を提供する。
【解決手段】窒化部品は、脱炭層と窒化層とを含む表面硬化層を有する。部品内部の化学成分は、質量%で、C:0.15%以上0.5%未満を含有し、Cr:6.0%以下、V:2.5%以下、Mo:3.0%以下及びAl:1.5%以下から選択される1種又は2種以上を含有し、N含有量が0.03%以下であり、(0.08×[%Cr]+0.29×[%V]+0.15×[%Mo]+0.65×[%Al])/[%C]による窒化係数N1が1.0以上であり、表面硬化層は、その表面の炭素濃度をC1とした場合、(C−C1)/Cによる脱炭率が0.30以上であり、かつ、その表面の窒素濃度をN2とした場合、N2/(C−C1+0.2)による表面窒素濃度係数Nsが1.0以上である。
(もっと読む)
CVT用リング部材の製造方法およびCVT用リング部材ならびにCVTベルト
【課題】マルエージング鋼を用いず、高価なショットピーニングを施さなくても疲労強度の向上を図ることが可能なCVT用リング部材を提供する。
【解決手段】薄い構造用鋼板からリング状に形成された素材としてのリング部材を脱炭処理、周長調整、窒化処理する。素材としてのリング部材の化学成分は、質量%で、C:0.3〜0.5%、Si:0.5%以下、Mn:0.8%以下、Ni:4.0%以下、Cr:1.0〜4.0%、Mo:0.5〜1.5%、V:0.1〜1.0%を含有し、残部がFe及び不可避的不純物よりなるとよい。脱炭処理は、窒化処理後のリング部材におけるリング幅方向略中央のリング表面から内方に向かう深さであって、素材としてのリング部材のC含有量−0.02%のCを含有する深さを脱炭深さdcとし、窒化処理された後のリング部材の厚みをdrとした場合、dc/drが0.03〜0.23の範囲内で行うとよい。
(もっと読む)
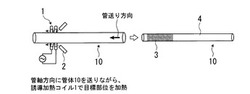
車両補強用中空部材
【課題】接合部信頼性、エネルギーコスト、表面性状、製品形状の各点で有利に製造できる、車両補強用中空部材を提供する。
【解決手段】C:0.05〜0.20質量%、Si:0.5〜2.0質量%、Mn:1.0〜3.0質量%、P:0.1質量%以下、S:0.01質量%以下を含有し、残部がFe及び不可避的不純物であり、フェライト相とマルテンサイト相との2相組織又は該2相と残留オーステナイト相との3相組織をなし、引張強度が980MPa以上である電縫鋼管を素管に用い、該素管の管長さ方向の一部分における管周方向の全域若しくは一部に対し500〜750℃に加熱後室温まで冷却する熱処理を施してなり、該熱処理部3(若しくは3A)の引張強度が未熱処理部4に比し200MPa以上低く、且つ、前記熱処理部の引張強度と伸びの積が14000MPa・%以上である。
(もっと読む)
排気バルブ用耐熱鋼

【課題】Ni含有量が相対的に少なく、高温での機械的特性(例えば、引張強度、疲労強度、耐摩耗性、硬さなど)が高く、しかも耐食性に優れた排気バルブ用耐熱鋼を提供すること。
【解決手段】0.45≦C<0.60mass%、0.30<N<0.50mass%、19.0≦Cr<23.0mass%、5.0≦Ni<9.0mass%、8.5≦Mn<10.0mass%、2.5≦Mo<4.0mass%、0.01≦Si<0.50mass%、及び、0.01≦Nb<0.30mass%を含み、残部がFe及び不可避的不純物からなり、0.02≦Nb/C<0.70を満たし、かつ、4.5≦Mo/C<8.9を満たす排気バルブ用耐熱鋼。
(もっと読む)
ブッシュの製造方法およびブッシュの熱処理装置
【課題】結晶粒が微細化し、強度および靭性がさらに向上したブッシュの製造方法およびブッシュの熱処理装置を提供することを目的とする。
【解決手段】0.32〜0.60質量%の炭素を含有する鋼材からなるブッシュ母材を熱処理するブッシュの製造方法であって、(A)高周波によりブッシュ母材の外径表面を800〜870℃に加熱する加熱工程と、(B)加熱された前記ブッシュ母材の外径表面温度を800〜870℃に保持する温度保持工程と、(C)加熱され、温度が保持された前記ブッシュ母材の外径表面および内径表面の両方から前記ブッシュ母材を焼入冷却する冷却工程と、を含むブッシュの製造方法に関する。
(もっと読む)
鋼部材の表面処理方法及び鋼部材の処理品
【課題】 摺動特性に優れた処理品が得られる鋼部材の表面処理方法を提供する。
【解決手段】 鋼部材に対してガス雰囲気中で窒化処理を行い鋼部材表面に窒素拡散層を形成し、その後浸硫処理を行う鋼部材の表面処理方法であって、前記窒化処理工程において該鋼部材表面の鉄窒化化合物層の厚さを1μm以下とし、該鋼部材の表面に浸硫処理を行う。具体的には、前記窒化処理工程において処理条件を次のように制御する。雰囲気条件:NH3ガスの分圧が0.01〜0.07、H2ガスの分圧が0.83〜0.90、N2ガスの分圧が残部、処理温度条件:500〜620℃。
(もっと読む)
ダイクエンチ用ステンレス鋼板およびそれを用いたダイクエンチ部材
【課題】耐食性に優れ、900MPa以上の引張強度を有するダイクエンチ部材を確実に製造できるダイクエンチ用の鋼板およびそれを用いたダイクエンチ部材を提供する。
【解決手段】質量%で、C:0.03%以上0.15%未満、Si:0.1%以上2.0%以下、Mn:0.30%以上2.50%以下、P:0.05%以下、S:0.010%以下、Al:0.001%以上0.05%以下、Cr:11.0%超え15.0%以下、Ni:0.01%以上0.60%以下、N:0.005%以上0.09%以下を含有し、残部がFeおよび不可避的不純物からなる成分組成を有するダイクエンチ用ステンレス鋼板。
(もっと読む)
マスクフレーム及びそれを用いた蒸着マスク組立体
【課題】 蒸着マスクの弛みをより確実に防止することが可能なマスクフレームと、該マスクフレームを用いた蒸着マスク組立体を提供する。
【解決手段】 相対する高熱膨張合金の桟と、相対する低熱膨張合金の桟とで構成される矩形状の枠体であって、前記高熱膨張合金の桟は、30〜100℃の線膨張率(αFh(30〜100℃))が(4〜20)×10−6/℃であり、前記低熱膨張合金の桟は、蒸着マスクを接合支持する支持部材となるものであって、30〜100℃の線膨張率(αFl(30〜100℃))が5×10−6/℃以下であり、且つ、αFh>αFlを満足するマスクフレーム。
(もっと読む)
差強度鋼管の製造方法
【課題】接合部信頼性、エネルギーコスト、表面性状、製品形状の各点で有利に製造できる、差強度鋼管の製造方法を提供する。
【解決手段】C:0.05〜0.20質量%、Si:0.5〜2.0質量%、Mn:1.0〜3.0質量%、P:0.1質量%以下、S:0.01質量%以下を含有し、残部がFe及び不可避的不純物であり、フェライト相とマルテンサイト相との2相組織又は該2相と残留オーステナイト相との3相組織をなし、引張強度が980MPa以上である電縫鋼管を素管に用い、複数の相異なる管長さ部分を500〜750℃に加熱後室温まで冷却する熱処理を施して、該熱処理部3に、引張強度が未熱処理部4に比し200MPa以上低く、且つ、引張強度と伸びの積が15000MPa・%以上である機械的特性を付与する。
(もっと読む)
ベンド管の製造方法とその特性改善方法
【課題】X70ク゛レート゛以上の優れた強度及び靭性バランスを有する、引張性能及び溶接金属の低温靭性が優れた高強度のベンド管を提供する。
【解決手段】組成が、C:0.03〜0.12%、Si:0.05〜0.50%、Mn:1.4〜2.2%、S:0.01%以下、Al:0.06%以下、N:0.008%以下、残部Fe及び不純物であり、炭素当量Ceqが0.36%以上であるとともに溶接割れ感受性指数Pcmが0.22%以下である母材と、溶接割れ感受性指数Pcmが0.28%以下であり、B量が5ppm以下であるとともにO量が280ppm以下である溶接金属とを備えるUOE鋼管を、900〜1100℃の温度域に加熱して曲げ加工した後、それを直ちに3℃/s以上の冷却速度で300℃以下の温度域まで冷却し、その後300〜500℃の温度域で焼戻す。
(もっと読む)
熱間プレス部材の製造方法
【課題】従来よりもさらに靭性に優れる熱間プレス部材の製造方法を提供する。
【解決手段】C:0.15〜0.45%、Mn+Cr:0.5〜3.0%、さらにP:0.05%以下、S:0.03%以下、Si:0.5%以下、Ni:3%以下、Cu:1%以下、V:1%以下およびAl:1%以下の1種または2種以上を含有し、残部Fe及び不純物からなる化学組成を有する鋼材を、Ac3点以上(Ac3点+100℃)以下の温度域に10分間以下保持したのちに熱間プレスを施し、次いで上部臨界冷却速度以上の冷却速度でMf点まで冷却する焼入れ処理を施して引張強さを1.2GPa以上としたのちに、150℃以上200℃以下の温度域に10分間以上保持する熱処理を施すことによって、熱間プレス部材を製造する。
(もっと読む)
ばね用材料およびその製造方法並びにばね
【課題】引張強度が1900MPa以上と高強度であり、かつ高い延性を有するばね用材料およびその製造方法を提供する。
【解決手段】所定成分を含有する鉄系合金からなり、任意の断面における内部組織の面積比率で、焼戻しマルテンサイトが30〜80%、下部ベイナイトが5〜70%、残留オーステナイトが8〜15%であり、残留オーステナイト中の平均炭素濃度が1.0〜2.0wt%であるばね用材料であり、その製造方法は、Ac3点を超え(Ac3点+250℃)以下の温度でオーステナイト化する工程と、20℃/秒以上の速度で冷却し、(Ms−200℃)以上Ms点以下の温度で10〜60秒間保持する焼入れ工程と、10℃/秒以上の速度で加熱し、Ms点を超え(Ms点+70℃)以下の温度で90〜3600秒間保持する等温変態工程と、室温まで冷却する冷却工程とを順に行い製造する。
(もっと読む)
耐サワー性に優れたラインパイプ用厚肉高強度継目無鋼管およびその製造方法
【課題】耐サワー性に優れた厚肉高強度継目無鋼管を提供する。
【解決手段】焼入焼戻処理を施して、降伏強さ:450MPa超えを有し、少なくとも管最外側または管最内側で荷重:5kgf(試験力:49N)で測定可能なビッカース硬さHV5が、250HV5以下となるように調整する。このためには、焼入処理後に表層を板厚方向深さで表面から0.3mm以上研削する加工処理を施すか、焼入処理を、大気雰囲気中でAc3変態点以上の加熱温度に、120s以上保持したのち、核沸騰状態で水冷する処理、または膜沸騰状態で水冷したのち核沸騰状態で水冷する処理とする。このような焼入れ処理とすることにより、表層の硬さが上記した250HV5以下と低くなり、肉厚中央に向かう途中の位置に最高硬さが示す位置が存在する、M型の硬さ分布を示すか、表層の硬さが最も高くなるが上記した250HV5以下より低くなる、U型またはフラット型の硬さ分布を示す鋼管を得ることができ、耐サワー性が顕著に向上する。
(もっと読む)
高周波焼入れ用鋼及びそれを用いて製造されるクランクシャフト
【課題】耐焼割れ性に優れた高周波焼入れ用鋼を提供する。
【解決手段】
本実施形態による高周波焼入れ用鋼は、質量%で、C:0.35〜0.6%、Si:0.01%以上0.40%未満、Mn:1.0〜2.0%、S:0.010%を超え0.05%以下、Cr:0.01〜0.5%、Al:0.001〜0.05%、N:Ti/3.4〜0.02%、Ti:0.005〜0.05%を含有し、残部はFe及び不純物からなり、下記の式(1)を満たす。
2S−3Ti<0.040 (1)
ここで、式(1)中の各元素記号には、対応する元素の含有量(質量%)が代入される。
(もっと読む)
1 - 20 / 850
[ Back to top ]