
Fターム[4K043DA00]の内容
ストリップ・線材の熱処理 (4,781) | 熱処理の目的 (331)
Fターム[4K043DA00]の下位に属するFターム
Fターム[4K043DA00]に分類される特許
1 - 9 / 9
硬引き線、ばね、及び硬引き線の製造方法
【課題】オイルテンパー線と遜色ない耐へたり性や疲労強度を有する硬引き線及びその製造方法並びにばねを提供する。
【解決手段】質量%で、C:0.50〜0.70%、Si:1.00〜2.50%、Mn:0.50〜1.00%、Cr:0.50〜2.00%を含有し、残部がFe及び不可避的不純物からなる硬引き線である。この硬引き線は、その横断面の伸線後ブロック径の最大値が円相当径で2.0μm以下である。さらに硬引き線の化学成分として、質量%で、V:0.05〜0.50%、Co:0.02〜1.00%、Ni:0.02〜1.00%、及びMo:0.05〜0.50%よりなる群から選択された少なくとも一種を含んでもよい。
(もっと読む)
鋼線を熱処理する装置および方法
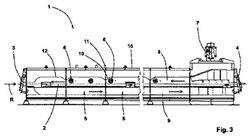
【解決手段】 本発明は、少なくとも1つの細長い部材、特に、金属部材、例えば、1以上のワイヤ(2)、特に、鋼線を、一の連続したプロセスにおいて熱処理する炉(1)に関する。当該炉は、入口(3)および出口(4)と、入口(3)と出口(4)との間に延在し、第1の軸状部分(8)を形成している1以上の炉構成部(5)とを備え、1以上の炉構成部(5)の温度を設定する1以上の加熱部(6)は、炉(1)の内部、特に、第1の軸状部分(8)の内部に配置されている。細長い部材、特に、金属部材は、第1の軸状部分(8)に沿って輸送可能である。本発明によると、第1の軸状部分(8)に接続されている少なくとも1つの第2の軸状部分(9)、および、少なくとも1つのファン(7)を備えており、ファンによって、炉(1)の内部の雰囲気は、第1の軸状部分(8)および第2の軸状部分(9)に沿って周回するように循環させる。本発明はさらに、少なくとも1つの細長い部材、特に、金属部材、例えば、1以上のワイヤ(2)、特に、鋼線を、一の連続したプロセスにおいて熱処理するモジュールに関し、炉(1)および当該モジュールを備える装置に関し、少なくとも1つの細長い金属部材、例えば、1以上のワイヤ(2)、特に、鋼線を一の連続したプロセスで熱処理する方法に関する。 (もっと読む)
鋼線の製造方法

【課題】伸線工程および熱処理(パテンティング)工程を含む製造プロセスを改良することで、一次伸線での加工限界を向上するとともに、製造プロセス全体のの省エネルギー化を実現できる鋼線の製造方法を提供する。
【解決手段】炭素を含有するパーライト組織からなる高炭素鋼材から鋼線を製造する方法である。高炭素鋼材に対し、X=Ln(t)−40000/T+52(ここで、tは熱処理時間(s)であり、Tは熱処理温度(K)であって、熱処理温度Tは、673K以上Ac1点以下の範囲内の温度である)で定義されるXが0.8≦X≦17.8を満足する条件にて一次熱処理を行った後、該一次熱処理後の高炭素鋼材に対し、一次伸線、最終熱処理、最終伸線および撚り線を順次行う。
(もっと読む)
Si含有鋼板の製造方法
【課題】Siを0.05質量%以上含むSi含有鋼板1を加熱・均熱帯2と気水冷却または水冷却による急冷を行う冷却帯3を通過させて連続焼鈍した後、酸洗設備5で酸洗し、電気めっき設備6でNiまたはNi合金の薄めっきを施すことからなるSi含有鋼板の製造方法において顕著に見られる黄変を防止する。
【解決手段】電気めっき後の鋼板1に、黄変防止処理設備7において、(A)分子量160以下の低分子量カルボン酸およびその塩、ならびに(B)キレート剤系ホスホン酸およびその塩から選ばれた1種または2種以上を合計500〜30000mg/L含有する黄変防止処理液と接触させることにより黄変防止処理を施す。
(もっと読む)
金属線材加熱装置
【課題】細径の金属線材を特性のばらつきなく効率的に熱処理を行うことができる金属細線加熱装置を提供する。
【解決手段】直線状に配置した金属線材1に対し離接可能であって該金属線材1の長手方向に距離を隔てて金属線材1に接触可能な対の電極10、20と、該電極間に通電する通電装置(交流電源2a、ブリッジ整流回路2b、スイッチ2c)と、前記対の電極10、20間の前記金属線材の周囲を囲む包囲筒体(石英管4)を備える。該装置は、前記電極10、20間の金属線材1に張力を付与する線材張力付与装置(ウェイト7a、引張りライン7b、張力伝達断続部7c)を備えるのが望ましい。加熱、冷却に際し、空気の流れ等による環境の変化を受け難く、均等な熱処理を行うことができ特性のばらつきが小さい金属線材が得られる。
(もっと読む)
高強度溶融亜鉛めっき鋼板およびその製造装置ならびに高強度合金化溶融亜鉛めっき鋼板の製造方法
【課題】本発明は、めっき性が良好で耐食性に優れた高Siを含有する高強度溶融亜鉛めっき鋼板およびその製造装置ならびに高強度合金化溶融亜鉛めっき鋼板の製造方法を提供する。
【解決手段】Si:0.4〜2.0質量%を含む高強度鋼板に連続溶融亜鉛めっきを施す際に、鋼板を予熱し、次いで、直火還元炉で直火還元バーナーの空気比を0.6以上0.9未満とした還元雰囲気で鋼板を還元し、その後、水素還元を行う間接加熱炉で水分圧と水素分圧の対数log(PH2O/PH2)が下式(1)を満たす雰囲気で鋼板を還元し、間接加熱炉からめっき設備入側のスナウト部まで間では下式(2)を満たす雰囲気として還元及び冷却を行い、連続溶融亜鉛めっきを施す高強度溶融亜鉛めっき鋼板の製造方法。また、溶融亜鉛めっき後に合金化処理を行う。
−1.6≦log(PH2O/PH2)≦−0.5 ・・・ (1)
log(PH2O/PH2)≦−1.5 ・・・ (2)
(もっと読む)
連続熱処理設備の冷却帯における鋼帯の冷却方法及び冷却装置
【課題】連続熱処理設備の冷却帯において、冷却効率の良い冷却速度を確保するとともに、酸化膜の生成を抑制する鋼帯の冷却方法及び冷却装置を提供する。
【解決手段】鋼帯1を連続的に通板させて熱処理する連続熱処理設備の冷却帯4にて脱気装置24により冷却水中の溶存酸素量を低減させた脱気水を使用して水冷却装置または気水冷却装置18により鋼帯を水冷却または気水冷却する連続熱処理設備の冷却帯における鋼帯の冷却方法。水冷却装置または気水冷却装置18の下流に水冷却または気水冷却した鋼帯に水素含有ガス吹き付け冷却装置25により水素含有ガスを吹き付けてもよい。
(もっと読む)
溶融亜鉛めっき高張力鋼板の製造装置
【課題】 TRIP鋼板とDP鋼板のいずれについても、同一設備により安定した品質の溶融亜鉛めっき高張力鋼板を製造することができる装置を提供する。
【解決手段】 加熱帯1及び均熱帯2からなる加熱・均熱手段と、徐冷帯3と冷却帯4とからなり冷却速度を選択可能な冷却手段と、短時間保持手段5と、めっきに適切な温度への板温調整手段6と、溶融亜鉛めっき手段7とを備えた溶融亜鉛めっき高張力鋼板の製造装置である。冷却手段は350〜450℃まで10℃/秒以上100℃/秒以下の冷却速度で冷却する中速冷却手段と、450℃を下回らない温度まで10℃/秒以下の冷却速度で冷却する緩速冷却手段とを選択可能な冷却帯4であり、TRIP鋼の場合には中速冷却手段を、DP鋼の場合には緩速冷却手段を選択する。
(もっと読む)
高強度カテーテル補強用ブレード線およびその製造方法
【課題】 座屈強度の高いカテーテル補強用ブレード線およびその製造方法を提供する。
【解決手段】 重量%で、C:0.02%以下、Si:3.6〜4.2%、Mn:2〜2.5%、Ni:6〜7%、Cr:15〜17%、Mo:0.5〜0.7%、Cu:0.8〜1.2%、残部が鉄及び不可避的不純物からなり、溶体化温度でオーステナイト相とフェライト相とが混在した二相組織状態となる二相ステンレス鋼を材料とし、95%以上の伸線加工を施した後、450〜500℃の温度で0.5〜8時間保持し時効硬化させることにより、引張強さが3200〜3800MPaで、直径が20〜50μmの丸線、あるいは厚みが20〜50μmで幅が50〜150μmの平線のカテーテル補強用ブレード線とする。
(もっと読む)
1 - 9 / 9
[ Back to top ]