
Fターム[4K043EA05]の内容
ストリップ・線材の熱処理 (4,781) | 熱処理の態様 (390) | 連続処理 (377) | 被熱処理物を非コイル状で搬送 (295) | 上下方向に搬送 (114)
Fターム[4K043EA05]の下位に属するFターム
上下方向に複数回搬送 (68)
Fターム[4K043EA05]に分類される特許
1 - 20 / 46
線材の軟化装置及び線材の軟化方法
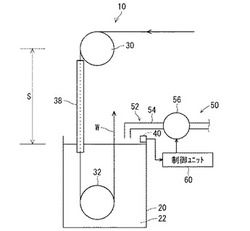
【課題】電線と端子との圧着強度のばらつきを抑制することを目的とする。
【解決手段】軟化装置10は、冷却液22を貯留する冷却液貯留部20と、冷却液貯留部20外に設けられ、線材Wを案内しつつ線材Wに電圧を印加するための第1通電用シーブ30と、冷却液貯留部20内に設けられ、第1通電用シーブ30を経て供給される線材Wを案内しつつ線材Wに通電を行うための第2通電用シーブ30とを備える。また、軟化装置10には、冷却液貯留部20における冷却液22の液面位置を検出する液面位置検出部40が設けられ、この液面位置検出部40の検出結果に基づいて、第1通電用シーブ30と第2通電用シーブ32との間における、線材Wの加熱経路長Sを制御する。
(もっと読む)
鋼板の加熱方法および加熱装置

【課題】鋼板を急速加熱する際、鋼板を拘束するロールの有無に拘わらず発生する絞りを効果的に防止することができる鋼板の加熱方法を提案すると共に、その方法に用いる加熱装置を提供する。
【解決手段】連続的に搬送される鋼板を加熱する方法において、鋼板面に投影した形状が上流側に凸形状のソレノイド型誘導加熱コイル等を用いて鋼板の板幅中央部を先行して加熱し、加熱時の鋼板の等温線が上流側に凸形状となるよう加熱することで、一つの大きなしわを発生させて絞りを防止する鋼板の加熱方法。
(もっと読む)
加熱炉及び処理材の加熱方法
【課題】加熱炉内の温度分布のムラを低減した加熱炉及び処理材の加熱方法を提供する。
【解決手段】帯状の処理材200の表面に熱風wを吹き付ける吹付け面15を有する吹き付け部10と、熱風wを吐出する送風手段22と、処理材200の一方の端面201に臨む方向で吹き付け部に連通し、送風手段22から吐出された熱風wを処理材200の幅方向に平行になるように吹き付け部に導入する熱風流路20とを備えた加熱炉101、102であって、吹付け面15のうち処理材200の移動する長手方向Lにおいて、連通部30の一部を少なくとも含む位置に、熱風wの流速を低下させる流速低下部材が設けられている。
(もっと読む)
連続焼鈍設備およびその設備における急冷焼入時の金属板の波状変形抑制方法
【課題】本発明の目的は、急冷焼入時に生じる金属板の波状変形を抑制可能な連続焼鈍設備およびその設備における急冷焼入時の金属板の波状変形抑制方法を提供することにある。
【解決手段】急冷焼入部を有する連続焼鈍設備において、前記急冷焼入部にて急冷焼入工程に付される鋼板4の張力を変えることができる張力変更手段としてのブライドルロール10、11を急冷焼入部前後に設けたことを特徴とする。
(もっと読む)
連続焼鈍炉における直火炉の配管構造、直火炉および連続焼鈍炉ならびに金属帯の製造方法
【課題】連続焼鈍炉における直火炉の配管構造として、熱処理材への異物の付着を的確に抑止できるとともに、設備投資のコストも低減できる、連続焼鈍炉における直火炉の配管構造を提供する。
【解決手段】連続焼鈍炉における直火炉20の配管構造として、直火加熱バーナー15の燃料ガス配管にフィルター2が設置されており、そのフィルター2の上流側は一般炭素鋼配管1で、フィルター2の下流側はSUS配管3となっている。
(もっと読む)
連続焼鈍炉のガスジェット冷却装置
【課題】鋼帯幅方向の温度分布の不均一やガス噴射速度を速くしたときの鋼帯のばたつきを低減する。
【解決手段】鋼帯表裏の各々の面に対向して、その長さが鋼帯幅より長い管状の圧力ヘッダーが鋼帯長手方向に間隔Lで各々複数配置され、さらに該圧力ヘッダーに該圧力ヘッダーから突出して設けられたノズルが鋼帯幅方向に間隔Wで複数配置され、ノズルは鋼帯長手方向に千鳥状に配置された連続焼鈍炉のガスジェット冷却装置であって、鋼帯表裏の圧力ヘッダーの鋼帯長手方向間隔が前記鋼帯長手方向の圧力ヘッダー間隔Lの1/3以上、2/3以下となるように鋼帯表裏の圧力ヘッダーの位置が鋼帯長手方向にずらして配置され、鋼帯表裏の一方の側のノズル群のノズルに対して、鋼帯表裏の他方の側のノズル群のノズルの鋼帯幅方向のずらし量が前記鋼帯幅方向のノズル間隔Wの1/6以上、1/3以下になるように鋼帯表裏のノズルが鋼帯幅方向にずらして配置される。
(もっと読む)
連続焼鈍炉の入側シール装置
【課題】炉内からの高温雰囲気ガスの漏出を、少ないメンテナンスで、長期間に亘って効果的に防止することができる連続焼鈍炉の入側シール装置を提供すること。
【解決手段】鋼板Sを連続焼鈍する連続焼鈍炉10の入側シール装置において、連続焼鈍炉の入側に、鋼板に押し当てられながら鋼板搬送速度と同じ周速で駆動する一対のシールロール20,20を配置した。シールロール20の表層部は弾性材料21で構成され、シールロールの内部にはロータリージョイント30を介してガスを常時供給排出し、内圧を大気圧以上として、表層部の弾性材料21を膨張させている。さらに、シールロールの内部へのガスの供給排出量を調整し、内圧を鋼板の板厚に応じて制御する内圧制御手段40を設けた。
(もっと読む)
鋼板の製造方法および製造設備
【課題】鋼板の全長、全幅にわたり優れた化成処理性が得られる鋼板の製造方法を提供する。
【解決手段】直火加熱炉とこれに続く焼鈍炉を備えた連続焼鈍設備において鋼板を製造する方法であって、前記直火加熱炉では、燃焼ガスとは別に、酸化作用を有するガスを吹き込みながら鋼板を加熱した後、前記焼鈍炉で鋼板を焼鈍する。Siを含有する高強度冷延鋼板であっても酸化量を十分に確保することができ、また、鋼板のサイズ変更時の非定常部についても、酸化量を十分に確保し且つ均一な内部酸化層を生成させることができ、全長、全幅にわたり化成処理性の良好な鋼板を製造できる。
(もっと読む)
連続熱処理装置
【課題】 線径の細い金属線材の処理の場合にも破断の発生を防止することができ、なおかつ表面に擦り疵や掻き疵の発生がない、金属線材の連続熱処理装置を提供する。
【解決手段】 連続熱処理装置の熱処理炉13を構成する炉心管15を地表面に対して垂直に配置し、炉心管15の上側には巻き取りコイル12などを、また炉心管15の下側にはローラーに代えて繊維チューブ20などの支持装置をそれぞれ設置する。これにより、炉心管15内を搬送される金属線材18に加えられる張力を、金属線材18が炉心管15の内部に接触せずに搬送されるための最小の大きさとすることができる。
(もっと読む)
連続溶融亜鉛めっき装置および溶融亜鉛めっき鋼板の製造方法
【課題】下地鋼板のSi含有量が0.2%以上であっても、Siの表層濃化に起因するめっき外観不良、還元炉のロールへの酸化物付着による欠陥(ピックアップ)を防止して美麗な表面外観を有する溶融亜鉛めっき鋼板を得ることができる連続溶融亜鉛めっき装置および溶融亜鉛めっき鋼板の製造方法を提供する。
【解決手段】焼鈍炉に、鋼板面に対向してバーナを分散配置した直火型加熱炉(1)を備えた連続溶融亜鉛めっき装置において、鋼板(3)面に対向して分散配置したバーナ(2)を、鋼板長手方向に、燃焼率及び空気比を独立に制御可能な3以上のバーナ群に分け、鋼板移動方向最下流のバーナ群(4Z)以外のバーナ群(1Z、2Z、3Z)のバーナ(2)は空気比1.0以上1.5未満での燃焼又は燃焼停止の選択が自在であり、鋼板移動方向最下流のバーナ群(4Z)のバーナ(2)は空気比0.5以上0.95以下の燃焼が可能である。
(もっと読む)
ガイドロール装置
【課題】竪型焼鈍炉で金属帯の振れを抑えるロールの押し込み疵を防止することができるガイドロール装置を提供する。
【解決手段】ガイドロール装置は、竪型焼鈍炉の冷却帯に設けられ、竪型焼鈍炉で熱処理される鋼帯にロールを押し付けて振れを抑える。ガイドロール装置に備わるロール20は、表面にセラミックで形成される溶射層23を有する。セラミック溶射層23は、胴体21との間にバッファ層24を介するように形成されることが好ましい。ロールの溶射層は、胴体21の表面が超硬合金で形成され、胴体21の端部の表面および軸22の表面がセラミックで形成される構成であってもよい。
(もっと読む)
連続焼鈍炉のガスジェット冷却装置
【課題】冷却能力を向上し、また冷却ムラの発生を防止できる連続焼鈍炉のガスジェット冷却装置を提供する。
【解決手段】鋼帯幅方向に延在してその長さが鋼帯幅よりも長い管状の圧力ヘッダー(23)が、鋼帯進行方向に複数個配置され、該圧力ヘッダー(23)の鋼帯(12)対向側に、ガス噴射口(26)が、鋼帯巾方向に等ピッチで複数配置された連続焼鈍炉のガスジェット冷却装置であって、鋼帯(12)から該圧力ヘッダー表面までの距離L、ガス噴射口の孔径D、ガス噴射口(26)の鋼帯巾方向のピッチPwおよび圧力ヘッダー(23)の鋼帯進行方向のピッチPlは、Lが50〜120mmの範囲内にあり、かつ、3≦L/D≦7、2.5≦Pw/D≦9および2.5≦Pl/D≦9の関係を満たす。
(もっと読む)
ストリップ材処理装置
【課題】ストリップ材の温度を幅方向に均一化できるストリップ材処理装置を提供する。
【解決手段】ストリップ材処理装置1は、ヒータ14を有する循環ダクト15の下流側をストリップ材8の幅方向に区分してなり、ストリップ材8の幅方向に並んでストリップ材8に熱風を吹き付ける複数の熱風吹き付け手段18と、熱風吹き付け手段18の下流側で、ストリップ材8の幅方向の温度分布を計測する測温手段20と、測温手段20の検出結果に応じて、ストリップ材8の幅方向の温度差を低減するように、熱風吹き付け手段18毎に、ダンパ16の開度を調節することで吹き付ける熱風の風量を調節する熱風調節手段21とを有する。
(もっと読む)
無酸化加熱方法および無酸化加熱炉
【課題】鋼材などの材料を無酸化状態で加熱する無酸化加熱を行うに際して、設備費が安価で操炉員に労務負荷をかけない安定した無酸化加熱方法および無酸化加熱炉を提供する。
【解決手段】空気比1.0以下で燃焼させたラジアントバーナー4Bの燃焼ガスを鋼帯Sの表面に当てて加熱する直火型無酸化加熱を行うに際して、ラジアントバーナー4Bで用いる燃料と空気を予め混合し、その予混合気を、空気と混合させて温度調節された燃焼排ガスを用いて所定の温度(例えば、600℃)に予熱してから、ラジアントバーナー4Bに供給する。
(もっと読む)
無酸化加熱方法および無酸化加熱炉
【課題】鋼材などの材料を無酸化状態で加熱する無酸化加熱を行うに際して、設備費が安価で操炉員に労務負荷をかけない安定した無酸化加熱方法および無酸化加熱炉を提供する。
【解決手段】拡散火炎バーナー5B、6Bとラジアントバーナー(予混合バーナー)4Bとを用い、空気比1.0以下で燃焼させたラジアントバーナー4Bの燃焼ガスを鋼帯Sの表面に当てて加熱する直火型無酸化加熱を行うに際して、拡散火炎バーナー用空気予熱器8とは独立して配置されたラジアントバーナー用空気予熱器1により予熱された予熱空気を燃料と予混合することで得た、所定温度に予熱された予混合気をラジアントバーナー4Bに供給する。
(もっと読む)
無酸化加熱方法および無酸化加熱炉
【課題】鋼材などの材料を無酸化状態で加熱する無酸化加熱を行うに際して、設備費が安価で操炉員に労務負荷をかけない安定した無酸化加熱方法および無酸化加熱炉を提供する。
【解決手段】空気比1.0以下で燃焼させたラジアントバーナー4Bの燃焼ガスを鋼帯Sの表面に当てて加熱する直火型無酸化加熱を行うに際して、ラジアントバーナー4Bで用いる燃料と空気を予め混合し、その予混合気を所定の温度(例えば、600℃)に予熱してからラジアントバーナー4Bに供給する。
(もっと読む)
無酸化加熱方法および無酸化加熱炉
【課題】鋼材などの材料を無酸化状態で加熱する無酸化加熱を行うに際して、設備費が安価で操炉員に労務負荷をかけない安定した無酸化加熱方法および無酸化加熱炉を提供する。
【解決手段】空気比1.0以下で燃焼させたラジアントバーナー4Bの燃焼ガスを鋼帯Sの表面に当てて加熱する直火型無酸化加熱を行うに際して、予熱空気を燃料と予混合することで所定温度(例えば、600℃)に予熱された予混合気を得、その予熱された予混合気をラジアントバーナー4Bに供給する。
(もっと読む)
金属帯の連続加熱装置及び連続加熱方法
【課題】加熱する金属帯に応じて、酸化還元を比較的自由に且つ広範囲に変更可能な金属帯の連続加熱装置及び方法を提供する。
【解決手段】直火式加熱炉2内の少なくとも下流側で使用するバーナー設備6を、燃料ガスと燃焼用空気とを予めミキシング装置7で混合した予混合ガスを、ノズル17から噴射させる構成とする。そして、ミキシング装置7に燃料ガスを供給する燃料系配管9、及びミキシング装置7に燃焼用空気を供給する空気系配管8のそれぞれに、流量検出器及び流量調節弁を設け、加熱する鋼帯に対応して設定された空気比となるように、流量調節弁を制御する。
(もっと読む)
帯状体の蛇行矯正方法および装置
【課題】 帯状体を搬送する連続通板ラインにおいて、帯状体の蛇行矯正能力が大きく、蛇行を生じたら速やかにその修正ができる帯状体の蛇行矯正技術を提供するを提供する。
【解決手段】 搬送ロール2により帯状体1を連続的に搬送する帯状体の連続通板ラインにおいて、搬送ロール2の近傍の入側および出側のうちのすくなくともいずれか一方に、変位付与手段を設ける。変位付与手段は、帯状体1の両端近くの裏面に設けた電磁石3、4と、帯状体の両端近くの表面に設けた電磁石5、6とからなる。そして、電磁石3と6又は電磁石4と5を同時に励磁して、帯状体1を反対方向に吸引する。このようにすることで、帯状体1を点線1’に示すように傾斜させ、蛇行を矯正する。
(もっと読む)
冷延鋼板の製造方法
【課題】ストリップを上下方向へ連続的に搬送しながら連続的に焼鈍する連続焼鈍炉における冷却ゾーンにおいて、ストリップに噴霧されたミストに含まれる水がストリップの表面を垂れ落ちること等に起因したストリップの幅方向への温度むらの発生を抑制し、例えばハイテン材からなる平坦度が良好な冷延鋼板を安定して製造する。
【解決手段】連続焼鈍炉において上下方向へ向けて連続的に搬送される加熱されたストリップに、水を含むミストを噴霧することによってこのストリップを連続的に冷却して焼鈍することにより冷延鋼板を製造する際に、このストリップの温度が400℃超である場合には水の温度を45℃以下とするとともに、ストリップの温度が400℃以下200℃以上である場合には水の温度を40℃以上とする。
(もっと読む)
1 - 20 / 46
[ Back to top ]