
Fターム[4K044BC01]の内容
その他の表面処理 (34,614) | 被膜又は被覆製品の性質 (4,124) | 摩擦、摺動特性に係るもの (438)
Fターム[4K044BC01]に分類される特許
1 - 20 / 438
弁装置、弁装置の製造方法、および弁装置の修理方法
コーティング剤、塗装鋼板の製造方法および塗装鋼板
【課題】安定して美麗な連続プレス後外観を有する塗装鋼板を、そのコーティング剤、コーティング方法とともに提供する。
【解決手段】ポリエステル樹脂と、カーボンブラックと、潤滑剤と、溶媒と、を含むコーティング剤であって、前記溶媒は、沸点が180℃未満の第1の溶媒D1と、沸点が180℃以上の第2の溶媒D2と、の組み合わせからなり、前記第1の溶媒D1と前記第2の溶媒D2の質量比がD1:D2=90:10〜50:50の範囲である。
(もっと読む)
ブラスめっき鋼線の製造方法、ブラスめっき鋼線、スチールコードおよび空気入りタイヤ
【課題】ブラスめっき鋼線材の断線を防止し、かつ、最終伸線時におけるエネルギー消費量を低減することができるブラスめっき鋼線の製造方法、ブラスめっき鋼線、スチールコードおよび空気入りタイヤを提供する。
【解決手段】鋼線材にブラスめっきを施すめっき工程と、得られたブラスめっき鋼線材に最終伸線を施す最終伸線工程と、を含むブラスめっき鋼線の製造方法である。最終伸線工程前にブラスめっき鋼線材の表面の酸化亜鉛量を低減する酸化亜鉛低減工程と、得られた酸化亜鉛低減後のブラスめっき鋼線材の表面に潤滑被膜を設ける被膜処理工程と、を含む。
(もっと読む)
摺動部材

【課題】DLC膜の基材への密着性をより効果的に高めることにより、長寿命化を図ることができる摺動部材を提供すること。
【解決手段】第1シャフト2の雄スプライン部4の表面(第1シャフト2の基材2Aの表面)は、被膜14によって被覆されている。被膜14は、第1シャフト2の基材2Aの表面を被覆するDLC膜15と、基材2AとDLC膜15との間に介在する中間層16とを備えている。中間層16は、基材2A側から順に、第1Cr層17、CrN層18および第2Cr層19を積層した積層構造を有している。DLC膜15には、0〜50wt%の比率でSiが添加されている。
(もっと読む)
摺動部材およびその製造方法
【課題】基材表面に、非晶質炭素被膜を被覆し、これを高面圧下でかつ摺動頻度の高い摺動部材として使用したとしても、その表面の非晶質炭素被膜の摩耗を抑制することができる摺動部材の製造方法を提供することにある。
【解決手段】基材10の表面に、ナノダイヤモンド粒子21が分散されたニッケルめっき被膜20を被覆する工程と、ニッケルめっき被膜20の表面に露出したナノダイヤモンド粒子21を核として、ナノダイヤモンド粒子21から膜厚方向に非晶質炭素を成長させながら、ニッケルめっき被膜20の表面に非晶質炭素被膜30を被覆する工程と、を少なくとも含む。
(もっと読む)
鉄基材の表面処理方法
【課題】耐磨耗性及び低摩擦性を向上できる鉄基材の表面処理方法を提供する。
【解決手段】鉄基材の表面処理方法であって、基材10の表面に炭素膜20を形成させ、形成させた炭素膜20の上にフラーレン30を塗布し、表面に炭素膜20が形成され、炭素膜20の上にフラーレン30が塗布された基材10を、略500℃以上の温度であって略150MPa以上の圧力の高温・高圧ガスを媒体として加熱及び加圧する。炭素膜20は、ナノカーボン類であるナノカーボン25を含むものである。ナノカーボン25は、カーボンナノファイバー、カーボンナノチューブ、カーボンナノコイル及びカーボンナノフィラメント等のナノカーボン類である。
(もっと読む)
工具の表面改質方法および工具
【課題】表面硬さが比較的高い工具の表面に固体潤滑剤を移着させることができる工具の表面改質方法および工具を提供すること。
【解決手段】
超硬合金製の粒子の表面に固体潤滑剤を固着したショットSを投射して工具Wの表面に衝突させる。ショットSの核となる超硬合金製の粒子は比重が大きいため、ショットS全体での運動エネルギーを確保することができる。よって、表面硬さが比較的高い工具Wに対して、その表面に固定潤滑剤をより確実に移着させることができる。また、ショットSの核となる超硬合金製の粒子は硬度が高いため、表面硬さが比較的高い工具Wの表面に衝突した際の粉砕を抑制できる。よって、工具Wの表面に衝突する際に、その表面へ固体潤滑剤を超硬合金製の粒子で押圧することができ、その結果、工具Wの表面に固体潤滑剤をより確実に移着させることができる。
(もっと読む)
積層体及び積層体の製造方法
【課題】金属又は合金からなる基材と、この基材の表面に形成した溶射皮膜層との間の密着強度が高い積層体及び該積層体の製造方法を提供することを目的とする。
【解決手段】積層体10は、金属又は合金から形成された基材11と、金属又は合金の粉末材料を該粉末材料の融点より低い温度に加熱されたガスと共に加速し、基材表面に固相状態のままで吹き付けて堆積させた中間層12と、該中間層上に溶射により形成された溶射皮膜層13とを備える。
(もっと読む)
耐摩耗性に優れた表面被覆切削工具の製造方法
【課題】耐摩耗性にすぐれた表面被覆切削工具の製造方法を提供する。
【解決手段】工具基体の少なくとも最表面に、0.05〜5μmの膜厚を有し、コランダム型のαアルミナ構造の酸化アルミニウム層を被覆形成する表面被覆切削工具の製造方法において、上記酸化アルミニウム層は、アルミニウムのアルコキシドにアルコール(好ましくは、平均粒径10〜300nmのαアルミナ粒子を含有する)を添加し、さらに酸(例えば、希塩酸)を添加した後、10℃以下の低温にて攪拌してゾルを生成させ、該ゾル中に含まれるアルミニウムと水のモル比が1:30〜1:150になるようにゾルに水を添加した後、15〜80℃の温度にて加熱・攪拌する高結晶化処理を施し、該高結晶化処理を施したゾルを上記工具基体表面へ、あるいは、表面上に形成した硬質皮膜の表面に塗布し、引き続き、乾燥処理を1回以上行い、次いで、500〜1000℃の温度範囲で焼成処理を行う。
(もっと読む)
金属製品の皮膜形成方法
【課題】低温で粉末粒子を塑性変形させながら基材に衝突させて緻密な皮膜を形成できるというコールドスプレー法の利点を生かし、高速で形成可能であるという利点から0.5mm以上の厚膜を形成できると共に、更にHIP処理を施すことで、基材への拡散接合によって皮膜自体の緻密化を図り、皮膜機能性と生産性が高い皮膜形成方法を提供する。
【解決手段】加熱したガスの音速以上の速度の噴流に金属又は金属とセラミックスの混合粉末を混合して噴出させ、基材の表面に衝突させることにより金属粉末粒子を塑性変形させ、かつ金属粉末粒子を溶融させることなく、基材の表面にコーティング層を形成する工程を繰返すことにより厚さ0.5mm以上の皮膜を形成し、皮膜に対してカプセリングすることなくHIP処理を施すことにより皮膜中の気孔を消滅させると共に、緻密度、密着性、硬度等の機械的特性を制御する。
(もっと読む)
鍛造部品を修復するための固相システム及び方法
【課題】鍛造部品を修復するためのシステム及び方法を提供する。
【解決手段】本システムは、修復するための鍛造部品を識別する識別サブシステム110と、鍛造部品の一部分を除去する除去サブシステム120と、鍛造部品を復元する復元サブシステム130と、を含み、該復元サブシステムは、非溶融材料を鍛造部品に添加するためのアセンブリを含む。
(もっと読む)
工具の表面改質方法および工具
【課題】表面硬さが比較的高い素材に対して強化粒子を移着させることができる工具の表面改質方法および工具を提供すること。
【解決手段】ショットSが超硬合金の仮焼結材から構成されるので、工具Wの表面に到達したショットSを粉砕させ、ショットSを構成していた各タングステンカーバイトの粒子のそれぞれを工具Wの表面に衝突させることができる。よって、ショットSに大きな運動エネルギーを与えた状態で、工具Wの表面に到達させつつ、粉砕により、粒子径の小さなタングステンカーバイトの粒子を衝突させ、工具Wの表面に食い込む際の抵抗を小さくできる。その結果、比較的硬度が高い工具Wであっても、その表面に効率的にタングステンカーバイトの粒子を移着させることができる。
(もっと読む)
摺動部材
【課題】耐疲労性と非焼付性に一層優れた摺動部材を提供する。
【解決手段】摺動部材は、室温から450Kにおいて熱伝導率が200〜450W/(mK)である第1金属を主成分とする第1層2と、第1金属よりも硬度が低い第2金属を主成分とする第2層3との間に、第3層4を有する。第3層4は、第1金属を母相、第2金属を二次相として有し、第3層中での二次相の面積率が10〜30%であり、第3層の厚さは、当該第3層と第1層を合わせた合計厚さの3%以上である。
(もっと読む)
摺動部材及び圧縮機
【課題】摺動面に潤滑油を確実に供給し、潤滑性能を高めた摺動部材及び圧縮機を提供すること。
【解決手段】クランクシャフト3またはベーン46は、基材上にダイヤモンドライクカーボン皮膜層54を備え、このダイヤモンドライクカーボン皮膜層54と相手方の部材との間にオイルが供給された状態で摺動する構成とし、ダイヤモンドライクカーボン皮膜層54の摺動面54Aに、孔径の異なる第1の空孔61及び第2の空孔62を形成し、孔径の大きな第1の空孔61と孔径の小さな第2の空孔62とが、摺動方向Xに沿って、交互に配列されている。
(もっと読む)
皮膜とその形成方法及び燃焼炉の炉内構造物
【課題】溶融灰に対する耐濡れ性と耐久性を高いレベルで満足する皮膜を提供すること。
【解決手段】基材表面に形成される皮膜であり、六方晶窒化ホウ素粒子とシリカ粒子とを含んで形成される多孔質皮膜の気孔を六方晶窒化ホウ素粒子が混合された浸透性と硬化性を有する樹脂材料で封孔してなるもの。
(もっと読む)
熱間プレス用鋼板およびそれを用いた熱間プレス部材の製造方法
【課題】熱間プレス後の穴あき耐食性に優れるとともに、冷間プレス性にも優れる熱間プレス用鋼板およびそれを用いた熱間プレス部材の製造方法を提供する。
【解決手段】鋼板表面に、順に、60質量%以上のNiを含み、残部がZnおよび不可避的不純物からなり、付着量が0.01〜5g/m2のめっき層Iと、10〜25質量%のNiを含み、残部がZnおよび不可避的不純物からなり、付着量が10〜90g/m2のめっき層IIと、固形潤滑剤を含む潤滑層とを有することを特徴とする熱間プレス用鋼板。
(もっと読む)
DLC膜を備えた摺動部材
【課題】ダイヤモンドライクカーボン膜を備えた摺動部材において、せん断に対するダイヤモンドライクカーボン膜の密着性(耐引っ掻き性)を向上することで摺動部材の耐摩耗性の向上および長寿命化が可能な摺動部材を提供する。
【解決手段】基材の上に、第一層を含むDLC膜を配置した摺動部材であって、前記基材が、V,Cr,Nb,Mo,Ta,Wから選ばれる少なくとも1種を含む合金鋼であり、前記第一層がV,Cr,Nb,Mo,Ta,Wから選ばれる少なくとも1種を含み、前記基材から第一層に向けて同一の結晶構造が連続することを特徴とする摺動部材。
(もっと読む)
摺動部材の製造方法
【課題】アルミニウムまたはアルミニウム合金からなる基材の表面と銀皮膜との密着性の向上を図った摺動部材の製造方法を提供すること。
【解決手段】本体10の外周面11に熱硬化性を有するポリアミドイミド樹脂24を塗布し、このポリアミドイミド樹脂24が硬化する前にテルピネオールに銀粒子を分散させたスラリー28をポリアミドイミド樹脂24上にコーティングし、このコーティングしたスラリー28とポリアミドイミド樹脂24に線材51を挿して当該スラリー28及びポリアミドイミド樹脂24に振動を与えた後、スラリー28、ポリアミドイミド樹脂24及び本体10を加熱して、ポリアミドイミド樹脂24を硬化させるとともにテルピネオールを除去し、当該ポリアミドイミド樹脂24の表面に銀粒子同士を融着させて摺動面22を形成した。
(もっと読む)
摺動部材の製造方法及び摺動部材
【課題】アルミニウムまたはアルミニウム合金からなる基材の表面と銀皮膜との密着性の向上を図った摺動部材及びこの摺動部材の製造方法を提供すること。
【解決手段】シリンダボア3内を摺動する摺動面22を備えるピストン1において、アルミニウム合金からなる本体10の外周面11に形成される樹脂層20と、この樹脂層20上に形成されて摺動面22を構成する銀皮膜層21とを備えた。
(もっと読む)
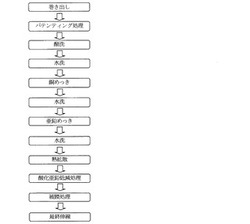
摺動部材の製造方法
【課題】アルミニウムまたはアルミニウム合金からなる基材の表面と銀皮膜との密着性の向上を図った摺動部材の製造方法を提供すること。
【解決手段】本体10の外周面11に熱硬化性を有するポリアミドイミド樹脂24を塗布し、このポリアミドイミド樹脂24が硬化する前にテルピネオールに銀粒子23を分散させたスラリーをポリアミドイミド樹脂24上にコーティングし、このコーティングしたスラリーとポリアミドイミド樹脂24に超音波振動を与えた後、スラリー、ポリアミドイミド樹脂24及び本体10を加熱して、ポリアミドイミド樹脂24を硬化させるとともにテルピネオールを除去し、当該ポリアミドイミド樹脂24の表面に銀粒子23同士を融着させて摺動面22を形成した。
(もっと読む)
1 - 20 / 438
[ Back to top ]