
Fターム[4K053TA06]の内容
化学的方法による金属質材料の清浄、脱脂 (9,294) | 洗浄工程 (904) | 後工程 (109)
Fターム[4K053TA06]の下位に属するFターム
Fターム[4K053TA06]に分類される特許
1 - 20 / 22
除錆防錆剤および除錆防錆方法
【課題】
酸洗液による鋼材の酸洗後に発生する錆を除去する除錆機能と、除去後のさらなる錆の発生を防止する防錆機能とを一液で併せ持った除錆防錆剤および除錆防錆方法を提供する。
【解決手段】
酸洗液による鋼材の酸洗後に発生する錆を除去し除去後の錆の発生を防止する除錆防錆剤であって、ヒドロキシアルキルイミノカルボン酸と、キレート剤と、水とを含むことを特徴とする除錆防錆剤。
(もっと読む)
電解コンデンサ電極用アルミニウム材の製造方法、電解コンデンサ電極用アルミニウム材、アルミニウム電解コンデンサ用陽極材およびアルミニウム電解コンデンサ
【課題】従来の電解コンデンサ用アルミニウム材の製造法において、アルミニウム材表面層を洗浄により溶解させる際に、アルミニウム材表層の溶け方が不均質であるため最終焼鈍後のアルミニウム材のエッチング特性が不十分であるという問題点を解決する。
【解決手段】
アルミニウム材に冷間圧延、中間焼鈍、仕上げ冷間圧延、最終焼鈍を順次実施して電解コンデンサ電極用アルミニウム材を製造するに際し、前記中間焼鈍を酸化性雰囲気中で行い、かつ仕上げ冷間圧延後であって最終焼鈍より前の工程においてアルミニウム材表面層を洗浄により除去する。
(もっと読む)
線材コイルの浸漬処理装置
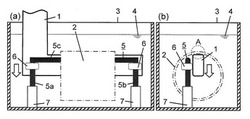
【課題】設備コストおよびエネルギーコストの面で優れた、むらなく浸漬処理を施すことが可能な線材コイルの浸漬処理装置を提供する。
【解決手段】線材コイル2をつり下げるためのフック1と処理液4で満たされた処理槽3とで構成される線材コイルの浸漬処理装置であって、フック1が、線材コイル2をフック1から分離させる一つ以上の分離用部材5を有し、フック1を処理槽3内に下降させることにより線材コイル2を処理液4に浸漬する線材コイルの浸漬処理装置。
(もっと読む)
ゴム−金属複合体の製造方法、ゴム−金属複合体、タイヤ、免震用のゴム支承体、工業用ベルト、及びクローラー
【課題】ゴムと金属材料との初期接着性、耐湿熱接着性、及び接着耐久性に優れたゴム−金属複合体の製造方法、前記ゴム−金属複合体の製造方法により製造されたゴム−金属複合体、前記ゴム−金属複合体を備えたタイヤ及び免震用のゴム支承体、並びに前記ゴム−金属複合体を適用した工業用ベルト及びクローラーを提供する。
【解決手段】金属材料とpH5以上pH7.2以下の緩衝液とを接触させる工程と、前記接触後の金属材料とゴムとを接着させる工程と、を有するゴム−金属複合体の製造方法である。
(もっと読む)
プラズマ処理装置及び基材の表面処理方法

【課題】生産コストを低くできるプラズマ処理装置及び基材の表面処理方法を提供する。
【解決手段】プラズマ処理装置は、チャンバー1と、チャンバー1内に配置され、基材2を保持する基材ホルダー3と、チャンバー1に繋げられ、チャンバー1内にエッチング用の処理ガスを導入するガス導入経路と、チャンバー1内に50〜500kHzの高周波出力を供給する高周波電源4と、を具備し、高周波電源4から供給された高周波出力によりチャンバー1内に前記エッチング用の処理ガスのプラズマを発生させて基材2の表面層を除去する。
(もっと読む)
電解コンデンサ電極用アルミニウム材の製造方法、電解コンデンサ電極用アルミニウム材、アルミニウム電解コンデンサ用陽極材、電解コンデンサ用陽極材の製造方法およびアルミニウム電解コンデンサ
【課題】 冷間圧延終了後最終焼鈍前に酸化性雰囲気中での加熱を実施する電解コンデンサ電極用アルミニウム材の製造において、微量含有元素の含有量を適切に制御することにより、最終焼鈍後のアルミニウム材のエッチング特性が不十分であるという問題点を解決し、エッチング特性に優れた電解コンデンサ電極用アルミニウム材の製造方法、電解コンデンサ電極用アルミニウム材、アルミニウム電解コンデンサ用陽極材、電解コンデンサ用陽極材の製造方法およびアルミニウム電解コンデンサを提供する。
【解決手段】 電解コンデンサ電極用アルミニウム材の製造において、アルミニウム材のPbの含有量を0.3質量ppm以上2.5質量ppm以下とし、冷間圧延終了後最終焼鈍前のアルミニウム材を酸化性雰囲気中で加熱する。
(もっと読む)
金属部材の防錆膜形成方法
【課題】高い圧力で負荷を掛けなくても金属表面の付着物に対する洗浄能力が十分に高く、そのような付着物を短時間で十分に除去することができ、また、大型の処理装置を必要とせず、その後の防錆膜形成工程において、強固な防錆膜を均一に形成することができる金属部材の防錆膜形成方法を提供すること。
【解決手段】加熱および加圧された水(洗浄水10)と、加圧された気体(窒素ガス25)とを混合することにより得られた気液2流体8を用いて、金属部材(銅あるいは銅合金線材1)の表面の油状物質を除去し、その表面に酸化銅層を形成した後に、金属部材(銅あるいは銅合金線材1)を防錆剤を含む溶液で処理する、金属部材の防錆膜形成方法。
(もっと読む)
マグネシウム又はマグネシウム合金の外面に化成皮膜層を形成する方法
【課題】マグネシウム又はマグネシウム合金の外面に環境親和的で、且つ高い耐食性を付与できる化成皮膜層を形成する方法を提供する。
【解決手段】マグネシウム又はマグネシウム合金の外面に脱脂処理した後に水洗い処理する工程;前記マグネシウム又はマグネシウム合金の外面の酸化皮膜除去のためのエッチング処理後に水洗い処理する工程;前記マグネシウム又はマグネシウム合金の外面に発生したスマットを除去するためのデスマット処理後に水洗い処理する工程;前記マグネシウム又はマグネシウム合金の外面に化成皮膜形成処理した後に水洗い処理する工程;及び前記化成皮膜上に塗装処理する工程;を含む。
(もっと読む)
ブリスターの発生を抑制可能な冷延鋼板の製造方法
【課題】ブリスターの発生を抑制可能な冷延鋼板の製造方法を提供する。
【解決手段】熱延鋼板を酸洗終了後に冷間圧延するに際し、酸洗条件や冷間圧延条件に応じて式(1)を満足するように、酸洗終了後冷間圧延開始までの時間tcおよび/または酸洗終了後の熱延鋼板の最高表面温度Tmaxを制御するブリスターの発生を抑制可能な冷延鋼板の製造方法;Hc/Ho>exp{-0.002×(Tmax+tc/100)}・(1)、ただし、Ho:酸洗終了直後の鋼板中の水素濃度、Hc:冷間圧延条件により決まるブリスターによる表面品質不良が発生する冷間圧延開始直前の鋼板中の臨界水素濃度、熱延鋼板の最高表面温度Tmax:酸洗終了直後の鋼板表面温度のことであるが、熱延鋼板を加熱した場合は、酸洗終了直後の表面温度と加熱により到達した表面温度のうちの高い方の温度。
(もっと読む)
水置換剤およびそれを用いた洗浄方法
【課題】イソプロパノール等に代替する水置換剤であって、後工程での蒸気洗浄性に優れ、安全性に優れ、かつ蒸留再生使用が容易な水置換剤、及びそれを用いた水置換工程を含む蒸気洗浄方法を提供する。
【解決手段】被洗浄物の蒸気洗浄前に用いる水置換剤、及びそれを用いた水置換工程を含む蒸気洗浄方法であって、水置換剤として、下記一般式(1)で表わされるとともに、下記特性(A)および(B)を有する親水性溶剤含むことを特徴とする。
(A)20℃において、水に対する溶解度が50g/100g以上の値である。
(B)沸点が120〜220℃の範囲内の値である。
(一般式(1)中、Rは炭素数1〜4のアルキル基であり、炭素数mは2〜5の自然数であり、繰り返し数nは1〜2の自然数である。)
(もっと読む)
表面性状に優れた合金化溶融亜鉛めっき鋼板の製造方法
【課題】めっき厚みにバラツキが少なく、プレス加工後にも美しい表面外観を呈する表面外観に優れたプレス加工用合金化溶融亜鉛めっき鋼板の製造方法を提供すること。
【解決手段】C:0.0005〜0.01%、Si:1.0%以下、Mn:0.01〜1.5%、P:0.005〜0.08%、S:0.02%以下、Al:0.01〜0.10%、Ni:0.1%以下、Cu:0.1%以下、残部がFeおよび不可避的不純物からなる成分組成のスラブを得る工程と、熱間圧延して熱延コイルを得る工程と、0.01〜100μmの平均気泡径を有するマイクロバブルを供給すると共に10kHz〜3MHzの超音波を印加した状態で鋼板表面を酸洗する工程と、50%以上95%以下の冷延率で冷間圧延して所定の厚さの冷延コイルとする工程と、前記コイルを再結晶温度以上の温度で焼鈍するとともに、その後コイル表面に溶融めっきを施す工程とを有することを特徴とする。
(もっと読む)
高圧式ホモジナイザーの配管の洗浄方法、及びそのための洗浄液
【課題】高圧式ホモジナイザーの配管内の樹脂を簡便に除去する。
【解決手段】内面に酸価を有する樹脂が付着した高圧式ホモジナイザーの配管に、水系洗浄液を導入し、配管内を通して排出することにより、配管内に付着した樹脂を除去する方法であって、水系洗浄液は界面活性剤と塩基性化合物と水とを含有し、配管に導入された水系洗浄液を樹脂のTg以上の温度に加熱する。
(もっと読む)
電解コンデンサ電極用アルミニウム材の製造方法、電解コンデンサ電極用アルミニウム材、電解コンデンサ用電極材の製造方法およびアルミニウム電解コンデンサ
【課題】
エッチング特性に優れた電解コンデンサ電極用アルミニウム材の製造方法、電解コンデンサ電極用アルミニウム材、電解コンデンサ用電極材の製造方法およびアルミニウム電解コンデンサを提供する。
【解決手段】
冷間圧延を施したアルミニウム材の表面を、硫酸、塩酸、リン元素を含む酸の中から選ばれる1種または2種以上の酸を含む酸水溶液に接触させ、その後に焼鈍することにより、電解コンデンサ電極用アルミニウム材を製造する。さらに要すれば、酸水溶液への接触前にアルミニウム材の脱脂を行う。
(もっと読む)
デスケーリング噴射ノズルアセンブリ
【課題】鋼処理作業において蓄積されたスケールに浸透しそれを除去するために細い直線状の高圧液体噴射を移動する鋼スラブに方向付けるための噴射ノズルアセンブリを提供すること。
【解決手段】本発明による噴射ノズルアセンブリは、液体の流れを加速するための耐衝撃性取付管と、フラット噴射パターンを方向付けるために耐衝撃性取付管の排出端にあるタングステンカーバイド噴射先端と、耐衝撃性取付管の上流端のストレーナによって画成される入口と、流路内の液体乱流を緩和するために入口と噴射先端との中間にある多段ベーン部とを含む。ベーン部は、複数の層流通路を画成する複数の放射状ベーン要素を各々有する1対の軸方向に離間したベーンを含み、一方のベーンの層流通路は他方のベーンの層流通路に対し周方向に偏位する。
(もっと読む)
鋼材加工時の水素脆化割れ発生防止方法
【課題】鋼材を酸洗等の薬液処理を施した後に加工するに当り、水素脆化割れの発生を防止する方法を提供する。
【解決手段】引張強さ:690MPa以上を有する鋼材に薬液処理を施したのち、加工処理を施すに当たり、薬液処理後に大気中放置、または熱処理からなる加工前処理を施し、しかるのちに加工処理を施す。大気中放置は気温10℃以上、1日間以上とすることが好ましく、また、熱処理は40〜100℃で、かつ10min以上とすることが好ましい。また、鋼材の出荷時に、試験材を採取し、試験材に、出荷後の薬剤処理相当の薬剤処理を施し、加工処理を施されるまでの状況、加工処理条件を考慮して、所定の大気中放置、あるいは所定の熱処理からなる加工前処理を施し、しかるのちに、出荷後に施される加工処理を模擬した条件で加工し、試験材の破壊状況を調査する。薬液処理を施さない非処理試験材の破壊状況と対比して、鋼材加工時の水素脆化割れ発生の有無を判断する。
(もっと読む)
脱脂装置及びドアフレーム製造システム
【課題】 アルミニウム製ドアフレーム原材の溶接用切断端面付近に付着する油脂を簡易で小型の脱脂装置を用いて速やかに除去する。
【解決手段】 ドアフレーム原材をその切断部位から挿入可能な開口部11を備えた脱脂槽10、脱脂槽10内の脱脂液100に外力を与えて揺動させるべく脱脂槽10内底部に設けられ周壁部に複数の貫通孔150を有するパイプ15及びパイプ15内へ空気を送り込む空気供給装置とを備えた脱脂液揺動機構、ドアフレーム原材をその切断部位から挿入可能な開口部21を備えた乾燥室20、及び、乾燥室20内の空気を流動させるべく設けられた空気流動機構251〜255を備え、脱脂槽10の開口部11から挿入されたアルミニウム製ドアフレーム原材に付着している油脂を脱脂液100の揺動で洗浄し、乾燥室20の開口部21から挿入されたアルミニウム製ドアフレーム原材に付着している脱脂液を空気の流動で除去する脱脂装置。
(もっと読む)
平版印刷版支持体の再生方法
【課題】 使用済み平版印刷版支持体より、不純物の混入がない高純度のアルミニウムを効率よく再生しうる平版印刷版支持体の再生方法を提供する。
【解決手段】 アルミニウムを含有する使用済み平版印刷版支持体を、有機溶剤と界面活性剤とを含有する、好ましくはpHが4.5〜9.5である中性水溶液で処理して、平版印刷版表面に付着したインキを除去するインキ除去工程を有することを特徴とする。その後、さらに、平版印刷版支持体を溶解炉で溶解させ、アルミニウム溶湯を得る工程を実施することができる。
(もっと読む)
電解コンデンサ電極用アルミニウム材の製造方法、電解コンデンサ電極用アルミニウム材、電解コンデンサ用電極材の製造方法、アルミニウム電解コンデンサ用陽極材およびアルミニウム電解コンデンサ
【課題】
冷間圧延終了後最終焼鈍前に酸化性雰囲気中での加熱を実施する電解コンデンサ電極用アルミニウム材の製造において、PbおよびCuの含有量が適正化されていないため最終焼鈍後のアルミニウム材のエッチング特性が不十分であるという問題点を解決し、エッチング特性に優れた電解コンデンサ電極用アルミニウム材の製造方法、電解コンデンサ電極用アルミニウム材、電解コンデンサ用電極材の製造方法、アルミニウム電解コンデンサ用陽極材及びアルミニウム電解コンデンサを提供する。
【解決手段】
電解コンデンサ電極用アルミニウム材の製造において、アルミニウム材のPbの含有量を0.3質量ppm以上2.5質量ppm以下とし、仕上げ冷間圧延の代わりに引張歪を付与し、引張歪付与後最終焼鈍前のアルミニウム材を酸化性雰囲気中で加熱する。
(もっと読む)
電解コンデンサ電極用アルミニウム材の製造方法、電解コンデンサ電極用アルミニウム材、電解コンデンサ用電極材の製造方法、アルミニウム電解コンデンサ用陽極材およびアルミニウム電解コンデンサ
【課題】 冷間圧延終了後最終焼鈍前に酸化性雰囲気中での加熱を実施する電解コンデンサ電極用アルミニウム材の製造において、PbおよびCuの含有量が検討されていないため最終焼鈍後のアルミニウム材のエッチング特性が不十分であるという問題点を解決し、エッチング特性に優れた電解コンデンサ電極用アルミニウム材の製造方法、電解コンデンサ電極用アルミニウム材、電解コンデンサ用電極材の製造方法及びアルミニウム電解コンデンサを提供する。
【解決手段】 熱間圧延、冷間圧延、中間焼鈍、仕上げ冷間圧延、最終焼鈍を順次実施する、電解コンデンサ電極用アルミニウム材の製造において、アルミニウム材のPbの含有量を0.3質量ppm以上2.5質量ppm以下とし、中間焼鈍を酸化性雰囲気中で実施し、冷間圧延終了後最終焼鈍前のアルミニウム材を酸化性雰囲気中で加熱する。
(もっと読む)
防錆性に優れる熱延鋼板及びその製造方法
【課題】 鋼成分や製造工程を厳密に規制することなしに、優れた防錆性を確保した熱延鋼板を提供する。
【解決手段】 鋼素材を熱間圧延して熱延鋼板を製造するに当り、該熱間圧延により鋼板表面に生成したスケールの厚みを、酸洗して0.1〜3μmに調整したのち、該スケールの表面に防錆油を塗布することを特徴とする防錆性に優れた熱延鋼板の製造方法。
(もっと読む)
1 - 20 / 22
[ Back to top ]