
Fターム[4L002EA05]の内容
Fターム[4L002EA05]に分類される特許
81 - 88 / 88
陸上ネット
【課題】強度、衝撃吸収性、耐磨耗性、難燃性等の物理特性に優れるばかりか、実用に供されている間の難燃性能劣化が非常に小さい陸上ネットの提供。
【解決手段】単糸繊度が1.5〜100dtex、強度が4.5〜10cN/dtexであって、トリアジン系化合物を0.1〜10重量%含有するポリアミドマルチフィラメントを構成素材の少なくとも一部に用いてなる陸上ネット、特に前記ポリアミドマルチフィラメント中のトリアジン系化合物の含有量が0.1〜2重量%であり、トリアジン系化合物の最大粒径が10μm以下、平均粒径が0.1〜5μmであることを特徴とする請求項陸上ネット。
(もっと読む)
二方向及び多軸ファブリック並びにファブリック複合体
二方向及び多軸ファブリック、ファブリック複合体、これらの防弾性アセンブリ、並びにこれらを製造する方法。ファブリックは、一方が他方の上にあり、平行な平面内にあり、与えられた平面内のヤーンの方向は隣接する平面内のヤーンの方向に対してある角度で回転している強力で実質的に平行な一方向ヤーンの組;並びに強力なヤーンが介在し、より低い強度及びより高い伸びを有するヤーンの1つ以上の組を含む。
本発明のファブリックは、通常の織布及び編物と比較して優れた弾道有効性を提供するが、従来の織機及び編機上での製造しやすさを保持する。 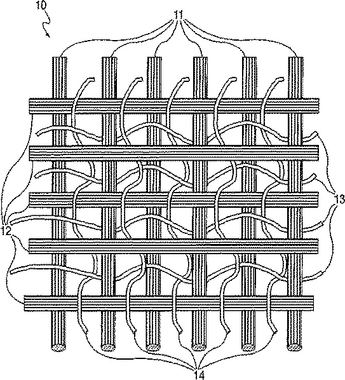 (もっと読む)
(もっと読む)
厚みの異なる部分を有する布帛の製造方法
【課題】同一布帛内で幅方向に厚みの異なるような布帛(例えば、大きい目合いで厚みのある格子状布帛)を樹脂加工する際に、樹脂加工機のテンターピン(若しくはクリップ)に把持する部分は格子部のように厚みにする必要は要求特性上で必要無いだけでなく、コストアップの原因になる。そのために耳部のみを薄い組織にすると、樹脂加工時の生地解じょ時に格子状部分が垂れ、耳部だけが吊り気味となって、それが樹脂加工後も垂れた部分が湾曲やフレアとなって目曲がり原因になっていた。
【解決手段】布帛製造〜巻取り時に、薄い耳組織幅分に、厚み差をある程度補う厚み調整材を同時に巻込む事で厚みギャップが解消され、その結果、格子状部と同等に巻き硬さに巻く事が可能となり、その巻反を解じょしても耳組織部と格子状部が同じように解じょされて吊りや弛みやフレアが無くなり、目曲がり等も解消した。挟み込んだ厚み調整材は、解じょ時に自然に落下して樹脂加工に支障はない。またこれらの厚み調整材は再利用が可能である。
(もっと読む)
織編物
【課題】自己酸化発熱がなく、耐候性に優れたポリプロピレンホモポリマーからなるポリプロピレン繊維を含む織編物を提供する。
【解決手段】ポリプロピレンホモポリマーからなるポリプロピレン繊維を含み、150℃の恒温状態で100時間保持する間に温度上昇が起こらず、84℃のカーボンアーク灯フェードメーターに600時間保持された際に、強度保持率が50%以上、色相変化(ΔE)が5.0未満である織編物にある。
(もっと読む)
補強材、補強ラミネート及びこれらを具有する複合材
本発明は、複合材中の強化材として使用するのに適した補強材であって、少なくとも1種のモノフィラメントとガラス繊維のニット形態状の少なくとも1つの単一の厚さ付与層及び該厚さ付与層に連結する少なくとも1つの単一の補強層を具有する該補強材に関する。さらに、本発明は、該補強材を具有する補強ラミネート、並びに該補強材及び/又は該補強ラミネートを具有する複合材に関する。 (もっと読む)
ポリエステル‐ポリアリレート繊維を備えたレドームおよびその製造方法
フレキシブルな複合布材からなるレドームであって、複合布材はフレキシブルな樹脂マトリックス材中にポリエステル‐ポリアリレート繊維を含んでいる。 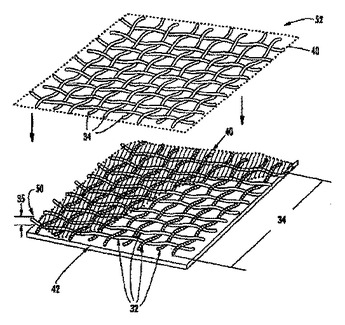 (もっと読む)
(もっと読む)
ポリエステル複合糸の製造方法および布帛の製造方法
【課題】発色性と染色堅牢度が良好であり、ふくらみがあって表面がスムースで、さらには伸縮性、反発性に富むポリエステル複合糸およびそれを用いた布帛を得ることのできるポリエステル複合糸の製造方法および布帛の製造方法を提供する。
【解決手段】主として複屈折率が20〜80×10-3のポリエステル繊維からなるA糸と少なくとも1種以上の他繊維からなるB糸を複合して複合糸となし、該複合糸を芯材に巻いた状態で50〜150℃の湿熱および/または乾熱処理を行うことを特徴とするポリエステル複合糸の製造方法。
(もっと読む)
黒原着ポリエステル系繊維構造物およびその製造方法
【課題】優れた深色性を有する繊維構造物およびその製造方法を提供する。
【解決手段】(1) 有機色素を含有し、かつ分散染料で染色されている黒原着ポリエステル系繊維構造物。
(2)該繊維構造物の表面に、フッ素系化合物および/またはシリコーン系化合物を主体とする重合体皮膜を有する黒原着ポリエステル系繊維構造物。
(3) 有機色素を含有するポリエステル系繊維構造物を、さらに分散染料で染色する黒原着ポリエステル系繊維構造物の製造方法。
(もっと読む)
81 - 88 / 88
[ Back to top ]