
Fターム[4L036MA33]の内容
糸、糸又はロープの機械的な仕上げ (18,618) | 素材 (7,462) | マルチf (1,207)
Fターム[4L036MA33]に分類される特許
161 - 180 / 1,207
金属メッキが施された釣糸及びその製造方法
【課題】柔軟性に優れ、水への沈降性に優れ、しかも使用によって沈降性能が低下しにくい釣糸を提供する。
【解決手段】ポリアリレートのマルチフィラメント糸からなる撚糸又は製紐糸である釣糸であって、マルチフィラメント糸の外表面に金属メッキが施されるとともに、マルチフィラメント糸を構成する単糸同士の間隙部においても金属メッキが施され、マルチフィラメント糸の外表面からのメッキ領域の深さが単糸の円相当直径よりも大きく、かつマルチフィラメント糸の中心部はメッキされていないことを特徴とする釣糸とする。
(もっと読む)
極薄織物及びその製造方法
織物は、全体で約30デニールより低く、フィラメントにつき約10デニールより低い糸と、m2当たり約177本の糸を超える密度と、約3.2milより小さい厚みとを含むことができる。織物は、約60g/m2より低い重量をさらに含むことができる。織物は、従来の不織布以上の性能を有することができる。このような織物を作成する方法は、フィラメントをマルチフィラメントの糸に撚り合せ、隣接する糸を織機に向けて平行に送って糸が互いに密に織られるようにし、糸を織機のビームに設置する間と機織りの間、糸に一貫した張力を維持し、及び/又は織物を増加した熱と圧力にさらして糸をよりきつく圧縮するようにすることを含むことができる。 (もっと読む)
融着混繊糸とそれを用いた織編物の製造方法
【課題】製織編工程を通じて良好な混繊状態を維持することで、ナチュラル感に富む杢外観を織編物に与えうる新規な混繊糸を提供すること。
【解決手段】単糸フィラメント数が異なる複数の繊維群から構成され、長手方向にインターレース混繊部を40〜100個/m有する混繊糸であって、混繊部が融着成分を介して一体化している融着混繊糸。並びに、上記融着混繊糸を用いて製織編した後、これをアルカリ減量、染色することにより杢外観を発現させる織編物の製造方法。
(もっと読む)
UD層を製造するための方法および装置
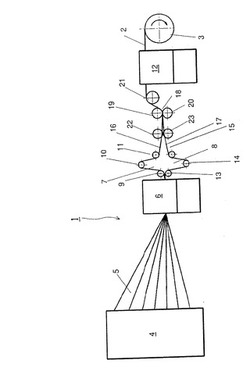
【課題】所定数のフィラメント束(5)から所定層幅のUD層(2)を製造するための方法であって、前記フィラメント束(5)が前記UD層(2)の長手方向を横切って帯体(16、17)へと開繊して並置される、極力均一な厚さを有するUD層(2)を製造ことを目的とする。
【解決手段】このため、前記帯体(16、17)が、前記フィラメント束(5)の数で所定層幅を除することによって得られた分割幅よりも大きな幅に開繊される。
(もっと読む)
バイオベース繊維および糸
本明細書において、バイオベースポリヘキサメチレンセバカミドポリマーまたはバイオベースポリヘキサメチレンセバカミドポリマーと、バイオベースポリヘキサメチレンセバカミドポリマーと相溶性の80重量%以下の少なくとも1つの他のポリマーとのブレンドから形成された複数の連続フィラメントを含む多成分繊維集合体を開示する。ポリヘキサメチレンセバカミドポリマーまたはバイオベースポリヘキサメチレンセバカミドポリマーと、バイオベースポリヘキサメチレンセバカミドポリマーと相溶性の80重量%以下の少なくとも1つの他のポリマーとのブレンドを含むポリマーメルトを溶融紡糸して少なくとも1つのフィラメントを形成する工程と、少なくとも1つのフィラメントを延伸段階に移して延伸段階でフィラメントを延伸し、延長して糸を製造し、続いて糸をテクスチャード加工する工程を含む、バイオベースポリヘキサメチレンセバカミド嵩高加工連続フィラメント(BCF)糸の調製方法も開示する。 (もっと読む)
羽毛入り繊維製品用ミシン糸
【課題】 優れた伸縮性や軽量性を実現しつつ、羽毛の抜け出しやパッカリングを効果的に防止することが可能な羽毛入り繊維製品用ミシン糸、該羽毛入り繊維製品用ミシン糸を用いた羽毛入り繊維製品、及び、羽毛入り繊維製品の製造方法を提供する。
【解決手段】 ポリエステル繊維糸条に、撥水剤による撥水処理、及び、制電処理が施されていることを特徴とする羽毛入り繊維製品用ミシン糸。
(もっと読む)
ポリエステル繊維

【課題】カチオン染料に可染であり、かつ軽量、嵩高性、難燃性、及び耐光性を有したポリエステル繊維を提供する。
【解決手段】以下に示すポリエステル繊維であることを特徴とする難燃性ポリエステル繊維。a)ポリエステル繊維が、特定のリン系化合物を該ポリエステル繊維全重量に対しリン原子換算で1,000〜10,000ppm共重合されていること。b)ポリエステル繊維が、特定のカチオン可染剤を含有すること。c)断面形状が、繊維断面コアー部2から外側へ突出したフィン部1が3〜8個存在する形状であること。d)中空率が20〜40%の中空繊維であること。
(もっと読む)
強化用繊維束の接続方法、長繊維強化熱可塑性樹脂ペレットの製造方法及び巻回体
【課題】長繊維強化熱可塑性樹脂ペレットを製造する場合などにその素材とする強化用繊維束に対して、必要とされる接続強度を備えさせ、破断による中断を防止できるようにし、もって長繊維強化熱可塑性樹脂ペレットなどの製造効率を高められるようにする。
【解決手段】先行する強化用繊維束の末端部と巻回体から巻き出した強化用繊維束の先端部とに加圧エアを吹きつけて両方の強化用繊維束をほぐしつつ絡み合わせて接続する方法において、巻回体から巻き出した強化用繊維束の先端部と先行の巻回体の末端部とに含有される集束剤の量を0wt%以上4wt%以下に調整する準備工程を経た後に両方の強化用繊維束を接続する。
(もっと読む)
プリプレグ繊維の製造システム、プリプレグ繊維の製造方法、プリプレグ繊維巻取りボビン
【課題】樹脂を含浸させた繊維束にボイドが発生した場合であっても、該ボイドの除去を容易にする。
【解決手段】プリプレグ繊維20の製造システムに用いられる巻取りボビン16は、同心円状に、かつ直径の異なる複数の巻取り部22a,22b,22cを有する。繊維束に樹脂を含浸させたプリプレグ繊維20を巻き取った巻取りボビン16を減圧器で減圧することにより脱気され、ボイドを除去することができる。
(もっと読む)
被覆弾性糸およびその製造方法
【課題】高次加工して、衣服などに使用する際、スラブ調の優美なムラ感、ストレッチ性に優れ、麻調のドライな風合いを有する布帛を供給することが可能な被覆弾性糸およびその製造方法を提供する。
【解決手段】ポリウレタン系弾性繊維の周りに添え糸を有し、さらにその周りにその他のフィラメント繊維を有し、該その他のフィラメント繊維が1重に巻き付けてなる部分と3重に巻き付けてなる部分とを糸長手方向に交互に有していることを特徴とする被覆弾性糸とする。
さらに、予め1.8〜3.5倍にドラフトしたポリウレタン系弾性繊維と添え糸を引き揃えて同時仮ヨリする際に、その加撚部にその他の繊維を直接仮ヨリ加工速度に対して+50%〜+150%の供給速度で過供給して仮ヨリ加工せしめることを特徴とする被覆弾性糸の製造方法とする。
(もっと読む)
糸条交絡体
【課題】低噴射圧でも効率良く、比較的安定して、糸条に交絡を付与する。
【解決手段】内部に多繊糸条を走行させるための糸導孔と、前記糸導孔に接続される第1の流体導入孔および第2の流体導入孔と、を備える糸条交絡体であって、前記糸導孔と前記第1の流体導入孔との接合部、および前記糸導孔と前記第2の流体導入孔との接合部、の双方を通る断面における前記糸導孔の外周線が、前記第1の接合部と前記第2の接合部との間隙に配置された第1の直線状部分と、前記糸導孔と前記第1の流体導入孔との接合部を頂点部分として前記第1の直線状部分と鋭角をなす第2の直線状部分と、前記糸導孔と前記第2の流体導入孔との接合部を頂点部分として前記第1の直線状部分と鋭角をなす第3の直線状部分と、を有することを特徴とする糸条交絡体を提供する。
(もっと読む)
被覆弾性糸
【課題】高次加工して、衣服などに使用する際、優美なムラ感、ストレッチ性に優れた布帛を供給することが可能な被覆弾性糸を提供する。
【解決手段】芯部にポリウレタン系弾性繊維、鞘部にポリエステル長繊維を配した芯鞘構造を有し、実質的に無ヨリである無ヨリ被覆構造を有した被覆弾性糸であって、該ポリエステル長繊維は、糸長手方向に仮ヨリ捲縮を有する細部と未延伸部からなる太部とを有していることを特徴とする被覆弾性糸とする。
(もっと読む)
プリプレグ繊維製造方法およびプリプレグ繊維製造装置
【課題】ボイドの発生を防止または抑制させたプリプレグ繊維製造方法を提供する。
【解決手段】プリプレグ繊維50の製造装置100は、搬送される繊維束10を拡幅し、開繊する拡幅ローラ12と、開繊した繊維束を挿通させるための、並列する複数のスリットを有する含浸用部材14と、を備える。含浸用部材14は、スリットに挿通させた開繊繊維束のそれぞれに樹脂液を連続的に吐出し、含浸させる樹脂液吐出孔を有し、開繊された繊維束が複数の開口部に挿通される際に、該開繊された繊維束に対して樹脂液を供給する樹脂液供給部とを備えたことを特徴とするプリプレグ繊維製造装置である。
(もっと読む)
ランフラットタイヤ
【課題】単糸膠着が発生したポリケトン繊維を用いたランフラットタイヤにおいて、タイヤ重量を低減しつつ、通常走行時の乗り心地とランフラット耐久性との両立を図る。
【解決手段】カーカス層2と、そのタイヤ半径方向外側に配設されたベルト層3とを有し、トレッド部12と、バットレス部13と、サイド部14とを備え、バットレス部からサイド部にわたるカーカス層の内側に断面三日月状のサイド補強ゴム層4が配設されてなるランフラットタイヤである。扁平率が50%以下であり、カーカスプライの補強材として
、単糸膠着率が30%より大きく、単糸繊度が0.5〜10dtexであり、引張強度が10.0cN/dtex以上であるポリケトン繊維からなるコードであって、ディップ処理済みコードとしての、最大熱収縮応力が0.1〜1.8cN/dtexの範囲であり、150℃×30分乾熱処理時熱収縮率が0.3〜5%の範囲であるコードを用いた。
(もっと読む)
織物
【課題】麻織物の有する形態安定性、皺が生じやすい、発色性、染色堅牢度等の欠点を改善し、従来の麻調織物では表現できなかった爽やかなドライタッチ、膨らみ感、ナチュラルな異繊度感、爽やかな清涼感、吸湿性と放湿性に富みムレ感の少ない麻織物。更に、番手が細すぎるため生産が難しかった細番手の高級麻織物を安価に提供する。
【解決手段】R率が8%以下のセルロース系フィラメント糸を少なくとも70%以上含む仮撚スラブ加工糸を用いる。〔式〕R(%)=[(m−m’)/m’]×100ここで、mは試料の標準状態の質量(g)であり、m’は試料の絶乾質量(g)である。
(もっと読む)
毛羽立ちの少ない耐熱性繊維およびその利用。
【課題】耐熱性繊維を加熱する際の毛羽立ちを抑えて品質の良好な繊維を提供する。
【解決手段】炭素シートを貼り付けた加熱処理装置表面にポリイミド繊維、ポリアミド繊維、ポリベンズオキサゾール繊維、ポリベンズイミダゾール繊維などの繊維を接触せしめ加熱して耐熱性繊維を製造する。加熱処理装置は誘導過熱、電熱線、遠赤外線のいずれかの方式のヒータを用いることができ、炭素シートは天然黒鉛もしくは高分子シートを原料とした炭素シートとし、加熱温度は200℃以上700℃以下とする。
(もっと読む)
複合糸
【課題】織編加工性に優れると共に、耐切創性、強靭性、軽量性、意匠性に優れた繊維構造物を与える複合糸を提供する。
【解決手段】
芯成分には直径10μmから100μmの範囲である引張切断強度が2800N/mm2以上のステンレス鋼繊維が少なくとも1本以上で構成され、高強度合成繊維でカバリング加工された複合糸とする。高強度合成繊維としては超高分子量ポリエチレン繊維および超強度ポリエチレンにグラスファイバーを複合した繊維、アラミド繊維、全芳香族ポリエステル繊維、ポリパラフェニレンベンゾビスオキサゾール繊維、ポリベンズイミダゾール繊維、ポリアミドイミド繊維などが好ましく使用される。これは、1種類からなっていても良いし、任意の2種類からなっても良い。
(もっと読む)
織ネーム
【課題】カーボンニュートラルな素材であるポリ乳酸繊維からなり、製織性、加工性が良好であり、かつアイロン掛け等で受ける熱によっても強度や風合いが損なわれない織ネームを提供する。
【解決手段】経糸および緯糸がマルチフィラメントからなる織ネームであって、該マルチフィラメントが、DSC測定による融点が195℃以上のステレオコンプレックスポリ乳酸マルチフィラメントであり、経糸の総繊度が20〜100dtex、緯糸の総繊度が50〜200dtexであり、少なくとも経糸に撚係数kに換算して5500〜15000の実撚を有していることを特徴とする織ネームとする。
撚係数k=t×√d
(ただし、tは撚数(T/m)、dは総繊度(dtex)をそれぞれ表す。)
(もっと読む)
繊維強化複合材料のプリフォーム及びその製造方法
【課題】プリフォームを三次元繊維構造体で構成した場合に、形状保持性及び繊維束のほつれ防止性を付与するバインダ繊維が繊維強化複合材料の成形型に貼り付くことによる脱型不良の発生を防止する。
【解決手段】プリフォームは組糸12及び芯糸13で組織された三次元ブレイディング11で構成され、組糸12は連続繊維の繊維束14の外側にバインダ繊維15が螺旋状に巻き付けられた糸条16で形成されている。バインダ繊維15は三次元ブレイディング11の内部に位置し、かつ繊維束14に融着している。繊維束14に対するバインダ繊維15の巻き付けピッチは、組糸12が三次元ブレイディング11の表面に露出する部分12aの長さより大きく、かつ、バインダ繊維15が三次元ブレイディング11の内部側にのみ位置する巻き付け状態となるように設定されている。
(もっと読む)
布材
【課題】表皮材として使用可能な伸び特性を極力維持しつつ、布材を導電化することにある。
【解決手段】通電可能な導電線材20と、導電線材20に電力を供給可能な通電手段18とを有する布材10において、導電線材20が、伸縮可能な弾性を備える第一線材20aと、第一線材20aに撚り合された第二線材20bを有するとともに、第二線材20bが、炭素繊維からなる芯糸22と、芯糸22に撚り合された鞘糸24を有する。
(もっと読む)
161 - 180 / 1,207
[ Back to top ]