
Fターム[4L045DC02]の内容
Fターム[4L045DC02]の下位に属するFターム
高速 (14)
Fターム[4L045DC02]に分類される特許
1 - 6 / 6
立体網状構造体、立体網状構造体製造方法及び立体網状構造体製造装置
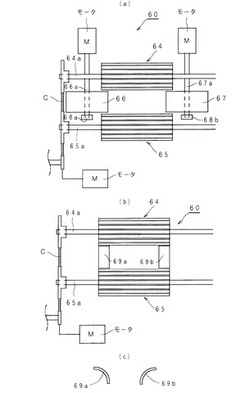
【課題】 後工程での仕上げを不要とし、整列度を高め、異形形状への対応を可能とし、耐久性を向上させた立体網状構造体の製造方法及び製造装置を提供する。
【解決手段】 立体網状構造体1は、熱可塑性樹脂を原料又は主原料とし、複数本の線条が螺旋状に無秩序に絡まり合い部分的に熱接着した板状の立体網状構造体であることを特徴とした立体網状構造体であり、前記立体網状構造体の外周の少なくとも三面又は四面のいずれかの表面側の密度が、前記表面側を除く部分の密度より相対的に低いことが好ましく、熱可塑性樹脂の原料又は主原料としてPETボトルのフレーク状又はチップ状を使用し、PETボトルをそのまま粉砕しそれを溶融させてフレーク形状にしたものであり、リサイクル促進の時代にも適合し、廃棄処理コスト削減に威力を発揮でき、立体網状構造体1の用途としては、主として、衝撃吸収材、クッション材、吸音建材等が挙げられる。
(もっと読む)
紡糸巻取設備ならびに紡糸巻取設備における糸掛け方法

【課題】廃糸量を低減できる紡糸巻取設備ならびに紡糸巻取設備における糸掛け方法を提供する。
【解決手段】紡出装置10とゴデットローラ群20と第一巻取装置30と第二巻取装置40とを備えた紡糸巻取設備100であって、第一巻取装置30ならびに第二巻取装置40は、糸掛けが行なわれるボビン31B・41Bを装着する第一ボビンホルダ軸31・41と第一ボビンホルダ軸31・41のボビン31B・41Bから糸切替えが行なわれるボビン32B・42Bを装着する第二ボビンホルダ軸32・42とを具備し、第一巻取装置30は、第一ボビンホルダ軸31のボビン31Bへの糸掛けに際して糸掛時回転速度Lとし、ボビン31Bへの糸掛けが完了した後に生産時回転速度Hとして、第二巻取装置40は、第一ボビンホルダ軸41のボビンへの糸掛けに際して生産時回転速度Hとする、とした。
(もっと読む)
立体網状構造体、立体網状構造体製造方法及び立体網状構造体製造装置
【課題】 後工程での仕上げを不要とし、整列度を高め、異形形状への対応を可能とし、耐久性を向上させた立体網状構造体の製造方法及び製造装置を提供する。
【解決手段】 立体網状構造体1は、熱可塑性樹脂を原料又は主原料とし、複数本の線条が螺旋状に無秩序に絡まり合い部分的に熱接着した板状の立体網状構造体であることを特徴とした立体網状構造体であり、前記立体網状構造体の外周の少なくとも三面又は四面のいずれかの表面側の密度が、前記表面側を除く部分の密度より相対的に低いことが好ましく、熱可塑性樹脂の原料又は主原料としてPETボトルのフレーク状又はチップ状を使用し、PETボトルをそのまま粉砕しそれを溶融させてフレーク形状にしたものであり、リサイクル促進の時代にも適合し、廃棄処理コスト削減に威力を発揮でき、立体網状構造体1の用途としては、主として、衝撃吸収材、クッション材、吸音建材等が挙げられる。
(もっと読む)
弗素系樹脂モノフィラメント、その製造方法および工業織物
【課題】長さ方向の線径変動が従来の四フッ化エチレン・パ−フルオロアルコキシエチレン共重合樹脂(PFA)からなるモノフィラメントに比べてはるかに小さく、工業織物の少なくとも一部に使用した場合に、筋、縞、段などの目ずれの発生を効果的に抑えることができる四フッ化エチレン・パ−フルオロアルコキシエチレン共重合樹脂(PFA)からなるモノフィラメント、その製造方法およびこのモノフィラメントを使用した工業織物を提供する。
【解決手段】四フッ化エチレン・パ−フルオロアルコキシエチレン共重合樹脂(PFA)からなる直径0.05mm〜1.0mmのモノフィラメントであって、線径変動率が5%以下である弗素系樹脂モノフィラメント。
(もっと読む)
光干渉繊維用複合紡糸口金、およびこれによって得られる光干渉繊維
【課題】人間が視認できる発色の違いが生じ難い高品質の光干渉繊維と、この繊維を高い加工精度と組立精度とを要することなく製造でき、かつ長期間の使用に耐える光干渉繊維用複合紡糸口金を提供する。
【解決手段】光干渉繊維を紡出する複合紡糸口金のスリット状吐出孔において、前記スリット孔の長辺側孔壁に特定形状を有する絞り部を形成した口金を使用して、光の屈折率が異なる2種の高分子重合体からなる交互積層体を含み、かつ団子状の異形断面を有する光干渉繊維を得る。
(もっと読む)
ストレッチ性織編物用ポリエステル複合繊維
【課題】 嵩高性に富み、従来にないソフトな風合を有するストレッチ性織編物となるストレッチ性織編物用ポリエステル複合繊維を提供する。
【解決手段】 極限粘度の異なる2種類のポリエステルが、互いにサイドバイサイド型に複合され、繊維横断面の両ポリエステルの接合面形状が湾曲している繊維である。この繊維は、接合面と繊維外周との2つの接点a、bを結んだ線分abの中心を通り、線分abと直交した直線Xと高粘度側ポリエステルの繊維外周との交点をc、接合面との交点をd、線分cdと線分abとの交点をeとしたとき、線分deと線分cdとの長さの比de/cdが下記式(1)を満足し、かつ、糸条のヤング率が40g/D以下、捲縮率が30%以上である。
0.05≦de/cd≦0.80 (1)
(もっと読む)
1 - 6 / 6
[ Back to top ]