
Fターム[4L047CA12]の内容
Fターム[4L047CA12]に分類される特許
61 - 80 / 289
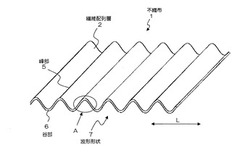
不織布、複合不織布、ワイパー、包装材、緩衝材、外傷用医療材、及び不織布の製造方法
【課題】不織布の伸縮性を改善する。
【解決手段】不織布は、熱可塑性樹脂から形成された複数の長繊維からなる繊維配列層2で形成されている。長繊維は一方向Lに延伸され、かつ該一方向Lに直線状に配列している。不織布は方向Lと交差する向きに峰部5及び谷部6が延びる波形形状7に形成されている。他の態様の不織布は、熱可塑性樹脂から形成された複数の長繊維からなる繊維配列層2が複数枚積層されている。各繊維配列層2において、長繊維は一方向Lに延伸され、かつ該一方向Lに直線状に配列している。各繊維配列層2は長繊維の配列方向Lが各繊維配列層2同士で一致する向きで積層されて互いに接合されている。不織布は方向Lと交差する向きに峰部5及び谷部6が延びる波形形状7に形成されている。
(もっと読む)
凹凸を有する不織布を簡易に製造する方法、及び不織布を簡易に加工する方法

【課題】凹凸を有する不織布を簡易に製造する方法、及び不織布を簡易に加工する方法を提供すること。
【解決手段】不織布を、高延伸領域と低延伸領域とを有する不織布が形成されるように不均一に延伸するステップ、そして上記高延伸領域と低延伸領域とを有する不織布を、支持体上に配置し、そして噴出された流体を、上記高延伸領域と低延伸領域とを有する不織布に吹き付けることにより処理して、凹凸を有する不織布を形成するステップを含む、上記凹凸を有する不織布を製造する方法。
(もっと読む)
伸縮不織布およびそれを用いた加工物品
【課題】表面に凹凸の皺を持ち嵩高で柔軟性が高く、通気性があり、MDおよびCDの方向に関係なく全方向に伸縮性を発揮することが出来る伸縮性不織布を提供する。
【解決手段】熱接着性繊維を含む繊維層(1)の少なくとも片面に、互いに異なる樹脂成分からなる複合繊維を含む繊維層(2)が積層され、該熱接着性繊維の熱接着により部分的に形成された熱接着部において両繊維層の繊維が圧着扁平化することなく両繊維層が一体化されており、該熱接着部の間において繊維層(1)が繊維層(1)側に突出した凸状構造を形成している、伸縮性不織布。
(もっと読む)
弾性不織布およびその製造方法
【課題】肌と接触したときに肌との間に通気性の空隙を作ることが容易な弾性不織布。
【解決手段】弾性不織布20が弾性的に伸長・収縮する弾性繊維と、非弾性的に伸長する非弾性繊維とによって形成される。弾性不織布20には、複数条の平坦な帯状域26と、帯状域26の上面26aよりも上方へ隆起して逆V字形を画く複数条の隆起域27とが形成される。帯状域26と隆起域27とは、弾性不織布20の幅方向Bにおいて交互に並び、隆起域27は幅方向Bへの伸長が帯状域26よりも容易であるように形成される。
(もっと読む)
不織布シート
【課題】使い捨ておむつ、生理用ナプキン、ワイプス等の吸収性物品用の不織布シートにおいて、軟便のような高粘度排泄物を捕捉するのに適した不織布シートを提供する。
【解決手段】本発明の不織布シートは、第一の面側に長手方向に延びる複数条の畝部と溝部が形成され、第一の面側の第一繊維層および第一の面とは反対の第二の面側の第二繊維層からなり、第二繊維層は潜在捲縮性繊維を含み、第一繊維層は前記潜在捲縮性繊維の捲縮開始温度では捲縮を発現しない熱融着性繊維を含み、第一の面側から平面視したときに畝部外縁が蛇行を繰り返した形状となっている。
(もっと読む)
不織布シートおよびその製造方法
【課題】紙おむつ等の表面シート、または吸収体として使用される表面凹凸が形成された不織布シートにおいて、外圧等により表面凹凸形状が変形しにくい不織布シートを提供する。
【解決手段】この不織布シートは、互いに直交する長手方向と幅方向と厚さ方向とを有し、厚さ方向には上面と下面とを有し、上面には、幅方向へ連続して平行に延びる複数条の隆起部と、隣接する隆起部と隆起部の間に幅方向へ延びる複数条の谷部が形成されており、上面側の第1繊維層と下面側の第2繊維層からなり、第1繊維層は熱融着性繊維を含み、第2繊維層はコイル状の三次元捲縮繊維を含み、第2繊維層のコイル状の三次元捲縮繊維は、長手方向MDへ主に配向し、捲縮繊維どうしが互いに交差する部位において融着しておらず、コイル状の三次元捲縮繊維の絡みによってネットワークを形成している。
(もっと読む)
伸縮性シートの製造方法、及び製造装置
【課題】エンボス部などの凹部を有する原シートに伸縮性を均一に発現させる。
【解決手段】外周部に配置された複数の歯を互いに噛み合わせながら回転軸回りに回転する一対のギアロールを準備することと、前記一対のギアロールの間隙に、複数種類の繊維を含む原シートを通すことにより、該原シートを前記歯によって、前記ギアロールの回転方向又は前記回転軸と平行な方向を延伸方向として延伸することと、を有する伸縮性シートの製造方法である。前記原シートは、押圧加工されてなる複数の凹部を、少なくとも前記延伸方向に沿った同一直線上に、前記延伸方向に所定の形成ピッチで有する。前記一対のギアロールの各ギアロールにつき、前記歯の前記延伸方向の配置ピッチは、前記形成ピッチの1倍よりも大きく、前記形成ピッチの2倍未満である。
(もっと読む)
不織布シートおよびその製造方法
【課題】液体透過速度が速い不織布シートおよびその製造方法を提供する。
【解決手段】本発明の不織布シートは、第1層と第2層の2層からなり、第1層に長さ方向へ平行して延びる複数条の隆起部と谷部とが形成されており、第1層は熱融着性繊維を含み、第2層は捲縮繊維を含み、長さ方向に平行な断面における平均繊維角度が70度以下であることを特徴とする。この不織布シートは、潜在捲縮性繊維を含むウェブと熱融着性繊維を含むウェブを重ね合わせ、搬送しながら幅方向に並ぶ複数のノズルから流体を噴射して隆起部と谷部を形成し、潜在捲縮性繊維が捲縮を発現する抵抗を低下させる手段を用いて熱処理して潜在捲縮性繊維を捲縮させ、次いで熱融着性繊維を融着させることにより製造することができる。
(もっと読む)
ポリ乳酸系長繊維不織布
【課題】高温時の成型性に優れた成型体を提供する。
【解決手段】本発明の成型体は、ポリ乳酸系重合体とポリプロピレン系重合体とを含む複合長繊維を構成繊維とするポリ乳酸系長繊維不織布からなる成型体であって、前記複合長繊維の複合形態はポリ乳酸系重合体が芯部を形成し、ポリプロピレン系重合体が鞘部を形成する芯鞘型複合長繊維であり、前記ポリ乳酸系長繊維不織布の130℃での破断時の伸度がタテ方向、ヨコ方向ともに150%以上であることを特徴とする。
(もっと読む)
成形材料の補強用繊維材
【課題】モルタルやコンクリート等の水硬性材料、樹脂、ゴム等の各種成形材料に配合したときの分散混合性の改善と、高い補強効果を提供する。
【解決手段】(A)有機繊維及び無機繊維から選ばれる繊維材料に(B)熱可塑性樹脂が含浸され一体化され、表面に凹凸が形成された樹脂含浸繊維束であり、成形材料の補強用繊維材として用いる樹脂含浸繊維束。成形材料は、水硬性材料、合成及び天然樹脂、合成及び天然ゴム、セラミックス材料から選ばれるものである。
(もっと読む)
立体賦形不織布
【課題】起伏の大きい凹凸を有し、圧接着部が見た目に美しく、浮きや切れ等が生じにくく、液の拡散性が低い立体賦形不織を提供すること。
【解決手段】熱伸長性繊維を用いて形成され、少なくとも一方の面に凹凸を有しており、製造時のMD方向に対応する方向であるMD方向及び製造時のCD方向に対応する方向であるCD方向を有する立体賦形不織布1であり、凹部の底部に、構成繊維が圧着又は接着されている線状の圧接着部13を有し、該凹部に囲まれた多数の凸部16を有しており、圧接着部以外の部分において構成繊維どうしの交点が圧接着以外の手段によって接合しており、前記圧接着部13によって周囲を囲まれた閉鎖領域18が多数形成されており、該閉鎖領域18それぞれのCD方向の両端に位置する2つの頂点18a,18aの、MD方向の位置が相互に異なる。
(もっと読む)
立体賦形不織布の製造方法。
【課題】毛羽立ちが抑えられた立体賦形不織布を得ることができる方法を提供すること。
【解決手段】加熱によってその長さが伸びる熱伸長繊維を含む繊維ウエブにエンボス加工を施して、該繊維ウエブに多数の接合部を形成し;熱風を吹き付け、該接合部間に位置する該熱伸長性繊維を伸長させて、該接合部間に多数の凸部を形成し;所定のクリアランスで配置された一対の平滑ロール間に通して、該凸部のスムーズ加工を行う立体賦形不織布の製造方法である。平滑ロール間のクリアランスをHとし、スムーズ加工に付される前の不織布の厚みをTとしたとき、H/Tを0.7〜1.0に設定する。かつ凸部が接触する方の平滑ロールの温度を、熱伸長繊維を構成する樹脂の融点に対して−10〜+50℃に設定する。
(もっと読む)
不織布の製造方法
【課題】熱伸長性繊維の特徴を生かした嵩高い、風合いの良好な不織布を得ることができる方法を提供すること。
【解決手段】加熱によってその長さが伸びる熱伸長性繊維を含む繊維ウエブに、熱風をエアスルー方式で吹き付けて該熱伸長性繊維を伸長させ、不織布の前駆体を得る第一段階と;該不織布の前駆体に熱風をエアスルー方式で吹き付けて該熱伸長性繊維を更に伸長させ、不織布を得る第二段階を含み;第2段階での熱風の吹き付け条件として、第1段階での吹き付け条件よりも低い温度及び高い風速を採用する。
(もっと読む)
不織布の製造方法
【課題】毛羽立ちが抑えられ、風合いが良好で肌に優しい不織布を製造し得る方法を提供すること。
【解決手段】 高融点成分及びこれより融点の低い低融点成分を含む複合繊維からなり、かつ加熱によってその長さが伸びる熱伸長性繊維を含むウエブ10aに、エアスルー方式で熱風を吹き付けて結合ウエブ10bを形成し;エンボスロール51とフラットロール52とを備えたエンボス加工部50によって結合ウエブ10bをエンボス加工して、表面に凹凸を有する不織布10を製造する方法である。ウエブに吹き付ける熱風の温度を、低融点成分の融点以上で、かつ高融点成分の融点未満に設定する。エンボス加工において、結合ウエブ10bにおける熱風の吹き付け面をエンボスロール51に当接させるとともに、熱風の吹き付け面と反対の面をフラットロール52に当接させる。
(もっと読む)
不織布
【課題】熱風の吹き付けなどの嵩回復のための後加工に付したときに、表面側が毛羽立ち難く、かつ嵩回復性が良好な不織布を提供すること。
【解決手段】不織布10は、加熱によって伸長する熱伸長性繊維を含み、一方の面側に多数の凸部19及び凹部18を有する。凸部19を構成する熱伸長性繊維は、その熱伸長率が、凸部19の上部19aよりも下部19bの方が高くなっている。熱伸長性繊維の原料繊維として、熱伸長を開始する温度が異なる2種以上の熱伸長性原料繊維を用い、凸部19の上部19aが、相対的に低温で熱伸長を開始する低温熱伸長性原料繊維を用いて形成され、凸部19の下部19bが、相対的に高温で熱伸長を開始する高温熱伸長性原料繊維を用いて形成されている。
(もっと読む)
凹凸不織布の製造方法
【課題】起伏が大きい凹凸形状を有し、溝部と畝部と間に大きな繊維密度勾配を有する凹凸不織布を効率的に製造することができる凹凸不織布の製造方法を提供する。
【解決手段】本発明の凹凸不織布の製造方法は、片面に畝部2及び溝部3を有し、該溝部3の底部に開孔31を有する凹凸不織布1を製造する方法であり、熱伸長繊維を含む繊維ウエブからなるか又は該繊維ウエブを含む積層体からなる原反10に、該原反10の前記繊維ウエブからなる一面10a側から他面10b側に向かって突起42を押し込み該原反10に開孔31を形成することにより、該原反10の前記一面10a側に、該開孔31が連なる複数の溝部3を形成し、これと同時もしくはこの後に、該溝部3を有する中間体1Aを熱処理することで、該中間体1Aにおける前記繊維ウエブ中の熱伸長繊維を伸長させ、隣り合う前記溝部間を隆起させて畝部を形成する。
(もっと読む)
不織布
【課題】表面のざらつき感が低く、毛羽立ちが抑えられ、また熱風の吹き付けによる嵩の回復性が高い不織布を提供すること。
【解決手段】不織布10は、加熱によってその長さが伸びる熱伸長性繊維と、融点の異なる2成分を含み、かつ延伸処理されてなる非熱伸長性の熱融着性複合繊維とを含む。該熱伸長性繊維と該熱融着性複合繊維との混合比率(前者/後者)が重量比で20/80〜80/20である。該熱伸長性繊維はその繊維径が、該熱融着性複合繊維の繊維径よりも大きいものである。該熱伸長性繊維どうしの交点、該熱融着性複合繊維どうしの交点、及び該熱伸長性繊維と該熱融着性複合繊維との交点がそれぞれエアスルー方式で熱融着している。
(もっと読む)
不織布
【課題】液の透過性が高く、かつ液の逆戻りが起こりにくい不織布を提供すること。
【解決手段】不織布10は、加熱によってその長さが伸びる熱伸長性繊維を含み、一方の面側に多数の凸部19及び凹部18を有する。凸部19を構成する熱伸長性繊維は、それらの交点において融着しており、融着の強度が、凸部19の下部よりも上部の方が高くなっている。凸部19を構成する熱伸長性繊維は、親水性の程度が、凸部19の下部よりも上部の方が低くなっていることが好適である。凸部19においては、凸部19の下部よりも上部の方が、繊維密度が低くなっていることも好適である。
(もっと読む)
不織布の製造方法及び製造装置
【課題】繊維ウエブに対する凹凸及び/又は開孔形状の賦形と不織布化とを同時に行うことができると共に、取り扱いの楽な空気を用いることや繊維の飛び散りを効果的に抑制することから、製造装置等の簡易化等を図ることもできる不織布の製造装置及び製造装置を提供すること。
【解決手段】凹凸形状と通気構造を有する支持体41に繊維ウエブを乗せて搬送しながら、支持体41上の繊維ウエブに、スリット状のノズル47から吐出させた高速の熱風をあてて、繊維ウエブを支持体41に沿わせ、繊維ウエブに凹凸及び/又は開孔形状を賦形する不織布の製造方法であり、ノズル47から吐出させる熱風を、繊維ウエブを構成する熱可塑性繊維の融点以上の温度にして賦形と同時に繊維同士を融着させると共に、該繊維ウエブ及び支持体41を通過した熱風を、ノズル47とは反対側に配したスリット状の吸い込み口48から吸引する。
(もっと読む)
不織布
【課題】液を保持しづらいとともに液流れが起こりづらく、かつ熱風の吹き付けによる嵩の回復性が高い不織布を提供すること。
【解決手段】不織布10は、加熱によってその長さが伸びる熱伸長性繊維と、融点の異なる2成分を含みかつ延伸処理されてなり加熱によってその長さが実質的に伸びない非熱伸長性の熱融着性複合繊維とを含む。該熱融着性複合繊維は親水化剤が付着したものであり、水との接触角が50〜75°である。熱伸長性繊維と熱融着性複合繊維との混合比率(前者/後者)は、重量比で20/80〜80/20であることが好ましい。熱伸長性繊維どうしの交点、熱融着性複合繊維どうしの交点、及び熱伸長性繊維と熱融着性複合繊維との交点がそれぞれエアスルー方式で熱融着していることも好ましい。
(もっと読む)
61 - 80 / 289
[ Back to top ]