
Fターム[4L047CA12]の内容
Fターム[4L047CA12]に分類される特許
101 - 120 / 289
断熱シートの製造装置、及び断熱シートの製造方法
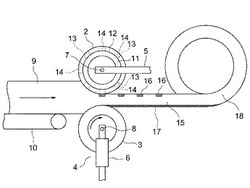
【課題】断熱シートの断熱性能の向上を図ることができるとともに、断熱シートを容易に製造することができ、またエネルギの消費量の低減を図ることができる断熱シートの製造装置、及び断熱シートの製造方法を得る。
【解決手段】断熱シートの製造装置1は、上下ローラ2,3を回転させながら上下ローラ2,3間に繊維ウェブ9を通すことにより繊維ウェブ9を断熱シート15とする。上ローラ2は、ローラ本体11と、ローラ本体11の外周部を囲む断熱被覆材12とを有している。断熱被覆材12には、ローラ本体11の外周部を露出させる露出用穴13が設けられている。また、断熱被覆材12は、ローラ本体11よりも熱伝導率の小さい材料で構成されている。繊維ウェブ9が上下ローラ2,3間に通されるときには、繊維ウェブ9の繊維同士が熱融着可能な温度にローラ本体11が加熱される。
(もっと読む)
高伸度不織布シートおよびその製造方法
【課題】本発明は、120%以上の高い伸長性をもち、機械的強度特性にすぐれた不織布シートを提供することを目的とするものである。
【解決手段】熱収縮性繊維を30〜100重量%含む第1不織布繊維シートと、第2不織布繊維シートを、ニードルパンチ法により積層した少なくとも2層からなる積層構造不織布であって、その不織布を熱処理で熱収縮させ、その熱収縮時の第1不織布繊維シートの収縮を第2不織布繊維シートの収縮より大きくすることにより得られる、縦横の伸び率がともに120%以上である高伸度不織布シート。
(もっと読む)
化粧用パフおよび凹部形成方法

【課題】化粧水含浸時における所望の離水性を確保しながら、一方の面に複数の凹部を有する化粧用パフを提供する。
【解決手段】平坦な外周面110Aを有するとともに、熱を発生する第1のロール110と、外周面120Aに複数の突部121が形成された第2のロール120を対向させて配置する。そして、化粧用パフ170を構成する、パルプを含むエアレイド不織布シート160の他方の面170Bを、第1のロール110の外周面110Aに半周以上接触させた状態で、第1のロール110と第2のロール120を回転させて、エアレイド不織布シート160の一方の面160Aに複数の凹部を形成する。
(もっと読む)
フィルター用支持体およびそれを用いたフィルター
【課題】アウトガスが少なく、襞折り加工品の形態保持性に優れた多孔膜を用いたフィルターの支持体及びそれを用いたフィルターを提供する。
【解決手段】ポリエステルからなる目付量が20〜100g/m2で、圧着面積率が8〜18%のエンボス加工が施された長繊維不織布と、前記長繊維不織布の少なくとも片側の表面に、エチレン酢酸ビニル共重合体を含有した融点が100℃〜140℃である熱可塑性樹脂を熱接着成分として0.7〜5.0g/m2付与したフィルター用支持体。
(もっと読む)
不織布の製造方法
【課題】嵩高で風合いの良好な不織布を製造し得る方法を提供すること。
【解決手段】熱融着性繊維を含むウエブ40を一対のエンボスロール21,22によって挟圧し、エンボス部41が形成されたエンボスシート42を形成し、次いでエンボスシート42を加熱する不織布43の製造方法である。エンボスロール21,22はその周面が凹凸形状となっており、一方のエンボスロール21の凸部に対応して他方のエンボスロール22の凸部が形成されている。ウエブ40の挟圧時に一方のエンボスロール21の凸部と他方のエンボスロール22の凸部とが常に対向するように両エンボスロール21,22の回転が制御されている。エンボスシート42の中央域を支持部材で支持することなく該エンボスシート42を加熱する。
(もっと読む)
立体賦形シート
【課題】液の透過性が良好であり、かつ強度の高い立体賦形シートを提供すること。
【解決手段】第1の繊維シート11と第2の繊維シート12を含み、両シート11,12が複数の接合部15において接合されてなる立体賦形シート10である。第2の繊維シート12は実質的に平坦である。第1の繊維シート11は接合部15を含む凹部14と中空の凸部13とを複数有する凹凸形状をなしている。接合部15は鋭角の角部15aを有する形状をしている。角部15aの近傍の位置において、凸部13はその側部13bに、繊維の寄り分けによって形成されかつ凸部13の内外を連通する孔部16を有している。
(もっと読む)
積層不織布
【課題】延伸時に剥離することがなく、追従性に優れ、高伸度を有し、熱成型性、フィルター性およびバリア性に優れた積層不織布を提供する。
【解決手段】複屈折率が0.040以下である熱可塑性長繊維層を上下層とし、平均繊維径が2μm以上の熱可塑性微細繊維層を中間層とし、各層が熱接着で一体化されていることを特徴とする積層不織布。
(もっと読む)
使い捨て吸収物品の構成部材として使用するための繊維質不織ウェブの改良方法
【課題】繊維質不織ウェブ(5)の物理的性質を改良するための経済的な方法を開示する。
【解決手段】本方法は、ウェブ(5)を少なくとも一対の相互係合したロール(8、9)間に通してウェブを増加延伸する工程、及び増加延伸したウェブをロール間から張力で引き出す工程を含む。開示の方法に従って改良されたウェブは、有利な伸長性、延長性、及び強度特性、並びに他の所望の特性を備えている。別の特徴では、改良不織ウェブ(9a)を液体不透過性であるが通気性のポリマーフィルム又は弾性部材(11)と組み合わせることによって複合材料(12)を形成するための方法を開示する。更に別の特徴では、改良ウェブを、本方法の実行時に液体不透過性であるが通気性であるようにされるポリマーフィルムと組み合わせることによって、複合材料を形成するための方法を開示する。開示の方法に従って製造された改良不織ウェブ及び複合材料は、有利には、使い捨ておむつ等の吸収物品で使用できる。
(もっと読む)
フィルター用不織布
【課題】粉塵の捕集性能や機械的特性に優れるフィルター不織布を提供する。
【解決手段】
熱可塑性樹脂繊維からなる長繊維不織布であって、複数箇所の熱圧着部を有し、
当該熱圧着部の1個あたりの面積が1.0〜5.0mm2、
少なくとも一部の熱圧着部のタテヨコの長さの比(タテ/ヨコ)が8.0以上、
当該熱圧着部の個数密度が4.0〜10.0個/cm2、
当該熱圧着部の不織布に対する面積比率が5〜15%
であることを特徴とするフィルター用不織布。
(もっと読む)
伸縮性複合シート
【課題】厚み方向及び/又は水平方向の通気性に優れ、表面の凹凸の外観が良好であり、製造も容易な伸縮性複合シートを提供すること。
【解決手段】本発明の伸縮性複合シートは、伸縮シート10と該伸縮シート10と積層された別のシート2とを有している。伸縮シート10は、弾性伸縮性を有する第1領域14及び該第1領域より伸長性に劣る第2領域15を有し、第1及び第2領域14,15は、それぞれ一方向に延びるように形成されており且つ交互に形成されている。伸縮シート10及び別のシート2の相対向面同士が、前記一方向と交差する交差方向に延びる間欠配置された多数本の帯状接合部4,4・・で接合されている。伸縮性複合シート1は、複合シート1全体として、少なくとも前記交差方向に伸縮性を有している。
(もっと読む)
複合スパンボンド不織布
【課題】比較的安価であり、肌衣や、防塵マスク、使い捨て紙おむつ等の衛生用品のような製品の材料に最適な、加工が容易で、伸張性、通気性、柔軟性に優れ、肌ざわりのよいシート材料である不織布を提供する。
【解決手段】低融点成分と高融点成分からなる複合繊維で構成され、複合繊維同士が部分的に熱圧着され、且つ熱圧着部がCD(不織布製造時の幅方向)に沿って山部と谷部が繰り返された微細な折り畳み構造を有し、前記折り畳み構造の隣り合う山部同士の距離の平均値が100〜400μmの範囲であって、その微細な折り畳み構造を伸展することによって伸張性を発現する、5%伸長時のCD強度が0.1N/5cm幅以下であり、5%伸長時のMD/CD強度比(「不織布製造時長手方向/同幅方向」の強度比)が200以上である、複合スパンボンド不織布、およびそれを用いた積層体。
(もっと読む)
凹凸シートの製造装置及び製造方法
【課題】効率的に凹凸シートを製造でき、製造時のエネルギー消費量の低減を図ることもできる凹凸シートの製造装置及び製造方法を提供すること。
【解決手段】本発明の凹凸シートの製造装置は、周面が凹凸形状となっている第1のロール11と、該ロール11の凹凸形状と噛み合い形状の凹凸形状を周面に有する第2のロール12とを備え、第1のロール11の凹部15内に係止材16が配設されている。本発明の凹凸シートの製造方法は、第1のロール11と第2のロール12との噛み合わせ部に第1のシート状物1を噛み込ませて第1のシート状物1を凹凸賦形し、噛み込み時に第1のロール11の凹部15内に押し込まれた第1のシート状物11の一部を該凹部15内の係止材16に係止させて、第1のロール11の周面に凹凸賦形された状態のまま保持しつつ、第2のシート状物2を、第1のロール11における凸部上に位置する第1のシート状物1と接合する。
(もっと読む)
吸収性物品の表面シート
【課題】剛性向上が抑えられ柔軟性に優れ、また畝部の潰れや倒れ及び開孔の閉塞がない不織布を提供すること。
【解決手段】不織布は、それぞれ一方向に延びる畝部20と溝部30を交互に有し、溝部30に開孔31を有する。溝部30に比べて畝部20の方が繊維量が実質的に多くなされている。畝部20の頂部21と開孔31の端部とで繊維密度が異なっている。不織布10は、自己融着性繊維を50重量%以上含み、且つ該繊維どうしが熱融着されている。繊維どうしの融着部分における繊維の中心間距離が、各々の繊維の中心から繊維の外面までの距離を加算した値よりも大きくなっている。
(もっと読む)
吸収性物品の表面シート
【課題】剛性向上が抑えられ柔軟性に優れ、また畝部の潰れや倒れ及び開孔の閉塞がない不織布を提供すること。
【解決手段】不織布は、それぞれ一方向に延びる畝部20と溝部30を交互に有し、溝部30に開孔31を有する。溝部30に比べて畝部20の方が繊維量が実質的に多くなされている。畝部20の頂部21と開孔31の端部とで繊維密度が異なっている。不織布10は、自己融着性繊維を50重量%以上含み、且つ該繊維どうしが熱融着されている。繊維どうしの融着部分における繊維の中心間距離が、各々の繊維の中心から繊維の外面までの距離を加算した値よりも大きくなっている。
(もっと読む)
嵩高繊維構造体及びクッション材
【課題】柔軟で嵩高い不織布の特性を損なうことなく、クッション性及び形態安定性に優れる不織繊維構造体を提供する。
【解決手段】熱接着性繊維を25質量%以上含有する不織繊維ウェブを高温水蒸気で処理することにより、熱接着性繊維及び平均曲率半径0.3〜2mmの捲縮繊維を含む繊維が交絡し、かつ内部において、前記熱接着性繊維により融着した繊維の接着点が略均一に分布した嵩高繊維構造体を製造する。前記捲縮繊維の平均曲率半径は0.5〜1mm程度であり、前記捲縮繊維がポリアルキレンアリレート系樹脂と変性ポリアルキレンアリレート系樹脂とで構成された並列型又は偏芯芯鞘型構造であってもよい。前記熱接着性繊維は、融点又は軟化点50〜150℃の湿熱接着性樹脂又は疎水性熱接着性樹脂で構成された鞘部と、前記熱接着性樹脂よりも高い融点又は軟化点を有する熱可塑性樹脂で構成された芯部とで形成された芯鞘型複合繊維であってもよい。
(もっと読む)
不織製品用の流体透過性ベルト
【課題】テクスチャー付けした不織製品を作るための布構造物の提供。
【解決手段】その布構造物は、空気および水に対して透過性がある。そのウェブ接触面には、一連の盛り上がったランド領域と、関連するくぼみとを含むパターンがある。それらのパターンは、その上に製造する不織製品に対しテクスチャーを付与する。そしたまた、布構造物は、布表面から構造物の内部へおよび/または通して、水および/または空気の両方を通すようになった一連の貫通空所を備える。
(もっと読む)
ふっくらした粘着性不織シート及びその作製方法
粘着性不織シートの作製方法は、かさ高回復性不織繊維ウェブを提供すること及びその不織ウェブに接着剤を適用することによって、稠密化された粘着性ウェブを形成する工程を含む。稠密化された粘着性ウェブは、稠密化された粘着性ウェブを少なくとも107℃(225°F)の温度に曝露することによって、かさ高回復されて、開いた、ふっくらした形態になる。最後に、かさ高回復された粘着性ウェブからシートを形成する。いくつかの実施形態では、このようにして形成されたシートは、砂、埃、毛髪、及び/又は食品粒子のような多様なくずを拾い上げるために構成された掃除用ワイプである。他の実施形態では、この方法は、かさ高回復される前の稠密化された粘着性ウェブのふっくら度と比較してふっくら度が増加されているかさ高回復された粘着性ウェブを更に含む。 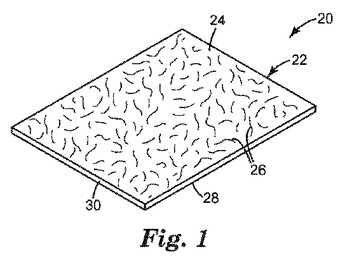 (もっと読む)
(もっと読む)
複合ろ材の製造方法
複合ろ材の製造方法は、例示的実施態様において、複数の合成繊維を含む不織布マットをスパンボンド法によって形成すること、およびエンボスカレンダーロールによって不織布マットをカレンダー加工して、複数の実質的に平行な不連続線の結合域を含む結合域パターンを形成し、合成繊維を結合して不織布を形成することを含み、不織布の濾過効率が、EN 1822(1998)試験手順に従って測定した場合に約35%〜50%未満である。この方法はまた、ポリマー溶液をエレクトロブローン紡糸して、不織布マットの少なくとも1つの面の上に複数のナノ繊維を形成することによりナノ繊維層を施して、複合ろ材を形成することも含み、複合ろ材の最小濾過効率は、EN 1822(1998)試験手順に従って測定した場合に約70%である。 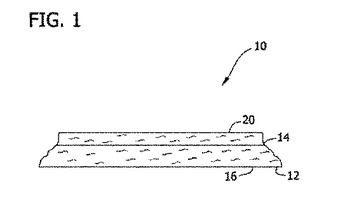 (もっと読む)
(もっと読む)
不織布
【課題】容易に折れ曲がりやすく、折れ曲がり部分に皺等の発生が起こりにくい不織布を提供すること。
【解決手段】不織布10は、多数の凸部23が列状に間欠的に配されて形成された、一方向に畝状に延びる多数の畝部20と、隣り合う畝部20間に位置し、かつ畝部20と同方向に延びる多数の溝部30と有する。溝部30には開孔が形成されている。畝部20は、その延びる方向において隣り合う凸部23間に、該凸部23よりも高さの低い凹部22を有する。畝部20においては、凹部22における繊維密度と、凸部23の底部24における繊維密度とが実質的に等しくなっている。
(もっと読む)
熱成型用不織布及びこれを用いた熱成型方法
【課題】 熱成型時に収縮しにくい長繊維よりなる、熱成型用不織布を提供する
【解決手段】 この熱成型用不織布は、芯鞘型熱可塑性長繊維が集積されると共に、この長繊維相互間が自己融着している多数の融着区域を持つ。この芯鞘型熱可塑性長繊維は、鞘成分がポリエステルで形成され、芯成分がポリエステルの融点よりも低い融点を持つポリオレフィンで形成されている。熱成型する際、熱成型用不織布をポリオレフィンの融点以上でポリエステルの融点以下の温度に加熱する。そうすると、長繊維の芯成分は溶融し鞘成分は溶融しない状態となる。この状態で、成型用型を用いて加圧すると、長繊維が伸長し成型用型に沿って成型される。また、長繊維が伸長した後であっても、芯成分が溶融状態なので長繊維が収縮しにくい。その後、冷却して芯成分を固化させれば、確実に所定の形状を維持しうる成型物品が得られる。
(もっと読む)
101 - 120 / 289
[ Back to top ]