
Fターム[4L050CA01]の内容
Fターム[4L050CA01]の下位に属するFターム
Fターム[4L050CA01]に分類される特許
1 - 16 / 16
織機における経糸送り方法および装置
【課題】織機が停止した状態で行われる経糸を連続的に送る経糸送り操作時において、経糸の張力を所望の状態に維持する制御が安定して行われるようにする。
【解決手段】
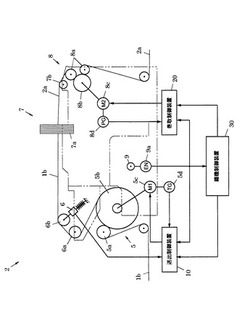
送出装置5及び巻取装置8が織機の主駆動モータとは独立した送出モータ5c及び巻取モータ8cを駆動源とする織機において、前記主駆動モータを停止した状態で前記送出モータ5c及び前記巻取モータ8cを駆動して経糸送り操作を行うと共に、前記経糸送り操作中に経糸の張力を検出し、その検出に基づく経糸張力値を予め設定された経糸張力の基準値と比較し、前記経糸張力値が前記基準値から外れた場合、前記送出モータ5c及び前記巻取モータ8cを制御対象として予め設定された制御態様に従い、経糸の張力を前記基準値へ戻すための張力制御を実行する。
(もっと読む)
四軸織機用移動駒の移動装置

【課題】斜糸をガイドする糸通し穴をイン側に有する移動駒を、前路又は後路の途中において移動力を補えるようにして広幅の四軸織物の作製を可能にした。
【解決手段】本発明は、移動駒2の環状走行路6を構成する前路6Fと後路6Bに直交する2つのターン路6T、6Tに、回転軸4、4′を平行にした鼓形回転体5、5′を対向設置し、各鼓形回転体の径大部間の周面に、カムピンの導出入点及び該導出入点から螺旋を描いて対面側の導出入点に至るカム溝を設け、該カム溝の導出入点から連繋する傾斜路5dを設け、かつ、前記前路と後路の途中に、前記カムピンを導入及び導出できる螺旋状のカム突起17を形成し、前路又は後路の移動駒2の移動力を補助し、その行程をいかなる長さにもできるように構成した。
(もっと読む)
パイル織物およびその製造方法、ならびにパイル織物製造装置
【課題】 被洗浄物上の異物の大きさおよび付着状態に応じて最適なブラシ毛を地組織に容易に形成することができるパイル織物およびその製造方法を提供する
【解決手段】 複数の上地経糸間および複数のパイル経糸間に上地緯糸を通入して上地を形成し、かつ複数の下地経糸間および前記複数のパイル経糸間に下地緯糸を通入して下地を形成するとともに、上地および下地間に前記複数のパイル経糸を張架させて二重パイル織物を製織し、この二重パイル織物の前記複数のパイル糸を前記上地と下地との間で切断することによって、上下2枚のパイル織物を形成するパイル織物の製造方法において、前記複数のパイル経糸の張力を、各パイル経糸の伸縮性に応じた予め定める変動範囲に個別に調整した状態で、前記二重パイル織物を製織する。
(もっと読む)
織機の緯糸密度むら防止方法
【課題】製織運転中に、緯糸拘束力に関連する要素を切換る織機において、上記切換りにともなって発生する緯糸密度むら(織段)をより目立たなくする。
【解決手段】速度指令信号により、経糸走行部材3、13を駆動して、経糸2を走行させる織機1において、緯糸拘束力に関連する要素としての織物組織、緯糸糸種、および緯糸打込密度のうち2以上を切り換えるに際し、上記切換りにともなって発生する緯糸密度むらを解消する方向に、経糸走行部材3、13に対する前記速度指令の信号を補正する。
(もっと読む)
織機の緯糸密度むら防止方法
【課題】製織運転中に、緯糸拘束力に関連する要素を切換る織機において、上記切換りにともなって発生する緯糸密度むら(織段)をより目立たなくする。
【解決手段】速度指令信号により、経糸走行部材(3、13)を駆動して、経糸3を走行させる織機1において、緯糸拘束力に関連する要素としての緯糸糸種を切り換えるに際し、上記切換りにともなって発生する緯糸密度むらを解消する方向に、経糸走行部材(3、13)に対する前記速度指令の信号を補正する。
(もっと読む)
織布の製造方法、織機及び織布
【課題】織布内で緯糸密度が織物の幅方向に徐々に変化した、立体形状、もしくは湾曲した経糸を持つ平面形状あるいはその両者の複合構造の織物を均整に製織する製造方法と織機と新規な織布の提供。
【解決手段】少なくとも一部の経糸につき、1ピック当たりの経糸の送り出し長を各経糸ごとに変え、製織後の織布20の各該経糸が位置する部分の1ピック当たりの引き取り長を1ピック当たりの該各経糸の送り出し長と略等しくし、周径が回転軸方向に変化する経糸巻き芯14に巻き取られた互いに平行でシート状に配列する経糸の群からなる整経ビームを用い、前記経糸巻き芯を回転させて経糸を送り出すことを特徴とする製織方法である。織機には、周径が回転軸方向に変化する経糸巻き芯を備える。特に、織布内で緯糸密度が織物の幅方向に徐々に変化するため、布面に凹凸の立体形状、もしくはその立体形状が平面に展開可能な形状にすることができ、新規な織物となる。
(もっと読む)
カードを用いた織物の製造方法、及びこの製造方法で織った織物。
【課題】 カードを用いて織り巾を変更できる製造方法を提供する。
【解決手段】 多数枚の板状のカード(3)を平行に並べて立設し
このカード(3)の各角に穴(31)を設け、この穴(31)に1本〜複数本の経糸(2)を通し、この経糸(2)を、上方を粗く下方を細かく、又は上方を細かく下方を粗くした櫛目を有する筬(4)に通して引き揃え、上記、多数枚のカード(3)を、平行に並べたまま回転させて経糸(2)の位置を変更しつつ、この筬(4)を上下に移動させながら、筬(4)を通過した経糸(2)に横糸(5)を通して織物を形成させることを特徴とする、織巾を変更出来る織物の製造方法、及びこの製造方法で織った織物(1)。
(もっと読む)
変り織物の織成方法及びその織成機械
【課題】バックロールの外周面及びその外周面に形成された螺旋溝部並びにバックロールの回転により経糸に張力変化が付与され経糸の張力変化により緯糸よろけ模様が形成され、接離機構の切離部材により多数の経糸を持ち上げてバックロールの外周面より経糸を離反させ、経糸に一定張力を付与して緯糸の密度が均一な通常の組織模様の織物が織成され、通常の組織模様の織物に部分的に緯糸よろけ模様が存在する織物を織成することができる。
【解決手段】バックロール5の外周面5a及びその外周面に形成された螺旋溝部5b並びにバックロールの回転により経糸Tに張力変化を付与し、経糸の張力変化により緯糸Yの密度差を生じさせて緯糸よろけ模様Dを形成し、かつ、多数の経糸をバックロールの外周面に対して接触離反させる接離部材15をもつ接離機構14を設けてなる。
(もっと読む)
繊維束配列装置及び繊維束配列装置を用いた繊維束配列方法
【課題】繊維束をプレスするプレス装置を備えた繊維束配列装置の小型化を図る。
【解決手段】リニアスライダ14にはプレス装置39が装着されている。リニアスライダ14には基板40が止着されており、基板40にはモータ41が装着されている。モータ41のネジ軸411が回転されると、基枠43がZ軸方向に平行移動する。基枠43にはエアシリンダ46が装着されており、エアシリンダ46の駆動ロッド461には軸支持金具50が止着されており、軸支持金具50には平板形状のプレスローラ52が支軸521を介して回転可能に支持されている。平板形状のプレスローラ52は、X軸方向とZ軸方向とに平行である。プレスローラ52は、ピン38の列に沿ってピン38の内側を転動可能である。
(もっと読む)
織機、特に細幅織機
織機、特に細幅織機が、少なくとも2つの緯入れ間の長さに亘り、少なくとも1本の糸(10)または糸群を処理するための少なくとも1つの電気駆動式糸送り装置(22a、22b、22c、26a、26b)を有する。織機はさらに、織布用巻取り装置と、製造すべき織布用のパターンプログラムに基づいて織機を制御するための電子制御装置(36)とを含む。供給すべき糸(10)の送り長をパターンプログラムで設定されたデータと巻取り装置(16)のデータと製造すべき織布の幅データとに相応して糸送り装置(22a、22b、22c、26a、26b)で自動的に調整するために、制御装置(36)が制御手段を有する場合に、織機は、製造すべき織布に、すなわち製織パターンおよび使用される糸材料に、一層良好に最適化することができる。 (もっと読む)
織機糸送り装置
【課題】織機糸送り装置の提供。
【解決手段】本発明の主要目的は、編針の端に糸送り片を設置することを利用する方式であり、追加効果を持つ毛糸が反含み状態で地糸が織り成した底布に織り込まれる。主に、毛糸と地糸を掛け合わせる場合に利用され、この糸送り片は地糸を毛糸の下に押さえ込み、2糸線の反含み状態を形成し、この段の毛糸底部が底布にしっかり固定される効果を得る。
(もっと読む)
無段変速機
【課題】 無段変速機の出力軸と被駆動体の回転軸との接続を容易にでき、且つ、出力軸の回転速度を被駆動体の回転軸に精度良く伝達できる無段変速機を提供する。
【課題手段】 駆動力を受けて回動する入力軸4と、一端が変速機構を介して前記入力軸に接続されると共に、他端が前記ケーシングから突出するように構成された出力軸5と、ケーシング3の外方に配設されて出力軸5の突出部にスプライン結合し、出力軸5と一体に回動する第一歯車42と、支軸43を介してケーシング3に回動自在に支持されて、第一歯車42に噛合する第二歯車44とを備えている。
(もっと読む)
織機の緯糸密度むら防止方法
【課題】織機の製織運転中に、製織条件を切換える織機において、上記製織条件を切換えにともなって発生する緯糸密度むら(織段)をより目立たなくする。
【解決手段】製織運転中、発生する速度指令により経糸走行部材(服巻ロール13・経糸ビーム3)を駆動して経糸2の走行を制御する経糸制御装置22を備え、製織運転中に緯入れピック番号の更新にともなって製織条件を切換える織機1において、経糸制御装置22には、前記速度指令に対する補正量が前記製織条件の切換りに対応して予め設定されており、製織運転中における前記製織条件の切換りに際し、前記製織条件の切換り時点よりも前に定められる補正開始時期から前記補正量に従って前記速度指令を前記製織条件の切換りにともなう緯糸密度むらを解消する方向に一時的に補正する。
(もっと読む)
経糸張力監視方法
【課題】 織機の起動直後から所定の期間に生じる織段を抑制するための情報を作業者に提供することにある。
【解決手段】 経糸張力の監視方法は、経糸の張力を検出して、検出された前記経糸の張力を監視する。経糸張力監視方法は、前記経糸の張力を経糸張力値として検出する張力検出ステップと、主軸が1回転する期間であるサイクル期間を含む検出単位期間に検出された前記経糸張力値の代表値を演算する代表値演算ステップと、前記織機の起動直後から1以上の前記検出単位期間を含む期間の終了時点までの監視期間中における前記代表値を記憶する代表値記憶ステップと、前記代表値記憶ステップにおいて記憶された前記代表値を表示する代表値表示ステップとを含む。
(もっと読む)
織機の経糸張力制御方法及び装置
【課題】 織機の起動直後に発生する織段を防止することにある。
【解決手段】 織機の経糸張力制御方法は、織機の停止期間中に変化した経糸の張力値を、織機の運転期間における経糸の張力値に復帰させる。経糸張力制御方法は、織機の運転指令の発生から織機の起動開始までの起動準備期間中に、経糸の張力を検出し、検出した張力値を、予め設定された、前記起動開始までに復帰させるべき経糸の張力値である復帰目標経糸張力値に近づけるように、経糸送出および経糸巻取の少なくともいずれか一方の動作を制御すること、前記運転期間中に、経糸の張力値を検出し、検出した張力値を予め設定された定常運転目標経糸張力値に近づけるように、経糸の送出速度を制御すること、前記起動開始直後の所定期間における経糸の張力値に基づいて、前記復帰目標経糸張力値を修正することを含む。
(もっと読む)
シートベルト用ウェビング及びシートベルト用ウェビングの製造方法
【課題】細い単糸繊維から成る非常に強度の高いシートベルト用ポリエステルマルチフィラメント糸をウェビングの経糸に使用し、経糸単位本数当たりの強力が高く、薄くて軽く、且つ耐摩耗性を維持したウェビングを得る。
【解決手段】単糸繊度が7デニール以下で、且つ10g/デニール以上のポリエステルフィラメントが複数本集合されたマルチフィラメント糸に、非常に撚糸加工コストの安い従来にない撚糸加工方法により、従来シートベルトでは一般的でない高撚度の撚り加工を加えて、従来にない高い収束性を与えた糸を経糸とし、ポリエステルのマルチフィラメント糸又はモノフィラメント糸或いはその双方を緯糸として、経糸と交差させて帯状に織成したシートベルト用ウェビング。
【効果】経糸単位本数当たりの強力が非常に高く、原糸のコスト逓減が可能で、且つ耐摩耗性を維持したウェビングが得られる。
(もっと読む)
1 - 16 / 16
[ Back to top ]