
Fターム[4L055BE15]の内容
Fターム[4L055BE15]に分類される特許
1 - 20 / 142
衛生薄葉紙及び衛生薄葉紙の製造方法
【課題】高吸水性樹脂が離脱することなく固定され、高い吸水性を備えた衛生薄葉紙を提供する。
【解決手段】2枚のシート材11,12が、水分を含有する水系接着剤に高吸水性樹脂を分散させて成る樹脂分散液13により貼り合わされて形成された積層体10を備え、樹脂分散液13には、高吸水性樹脂の水分の吸収を妨げる吸水阻止剤が含有されている。
(もっと読む)
ティシュペーパー、ティシュペーパー製品及び保湿ティシュペーパーの製造方法

【課題】吸液を伴う用途にも適し汎用性に優れる保湿ティシュペーパーを提供する。
【解決手段】
保湿ティシュペーパーに用いるティシュー原紙を、抄紙原料中に湿潤紙力剤を7.0〜22.0kg/t、サイズ剤を1.0〜8.0kg/t添加して抄造したものとし、これに保湿剤を含む薬液を薬液含有量2.0〜6.0g/m2となるように塗布することにより解決される。
(もっと読む)
トイレットロール製品の製造方法及びトイレットロール製品
【課題】薬液が付与されたトイレットロール製品を効率良く生産する。
【解決手段】
抄紙設備で製造した複数の一次原反ロールを、ワインダーにて、積層した後、薬液付与、エンボス付与、製品径への巻き取りを行ないログを製造することとし、その際に、薬液付与をロール転写にて行なうとともに、薬液付与に起因する汚物を除去しつつエンボス付与を行なう。
(もっと読む)
多孔質電極基材とその製造方法
【課題】炭素短繊維の破断が少なく、導電性に優れた多孔質電極基材およびその製造方法を提供すること。
【解決手段】炭素短繊維(A)と、炭素繊維前駆体短繊維(b1)およびフィブリル状炭素前駆体繊維(b2)の少なくとも一方とを2次元平面内において分散させた前駆体シートを製造する工程(1)と、表面算術平均粗さが2.0μm以下のフラットロールと、表面算術平均粗さが5.0μm以上20μm以下のエンボスロールとからなるロール対を一対以上有する連続式加熱ロールプレス装置を用いて、前記前駆体シートを加熱加圧処理する工程(2)と、加熱加圧した前駆体シートを1000℃以上の温度で炭素化処理する工程(3)と、を有する多孔質電極基材の製造方法。および該製造方法で得られる多孔質電極基材。
(もっと読む)
ロール状積層連続シート
【課題】帯状をなす上層シートおよび下層シートを積層した積層連続シートにおいて、接合用エンボス加工による外観の見栄えの低下を大幅に改善し得るロール状積層連続シートを提供する。
【解決手段】ロール状積層連続シートは、上層シート11の幅方向と長手方向とに沿って連続的に反復するエンボスパターンPを画成するように上層シート11に形成された多数の第1エンボス部11aと、上層シート11と下層シート12とが密着するような接合領域をそれぞれ画成し、上層シート11および下層シート12を一体的に接合するための上部接合用エンボス部11bおよび下部接合用エンボス部12bとを具え、上部および下部接合用エンボス部11b,12bの少なくとも一方が積層連続シートの幅方向および長手方向に対してそれぞれ傾斜した方向に沿ってそれぞれ一定間隔で配列する。
(もっと読む)
トイレットペーパーの製造方法及びトイレットペーパー
【課題】エンボス加工及び水系薬液塗布がされた家庭用衛生薄葉紙における、使用時、製造時に破れ等の問題を解決する。
【解決手段】
帯状の連続クレープ紙に対して印刷機によって水系のローション薬液を非薬液塗布部分と薬液塗布部分とが形成されるパターンで印刷塗布する薬液塗布工程と、
連続クレープ紙の前記非薬液塗布部分のみに、エンボス凸部を押し当てて、エンボス付与を行なうエンボス加工工程と、を有するトイレットペーパーの製造方法により解決される。
(もっと読む)
ティシュペーパー製品の製造方法、ティシュペーパー製品及びティシュペーパー製品用の二次原反ロールの製造方法
【課題】薬液が付与されたトイレットロール製品を効率良く生産する。
【解決手段】
抄紙設備で製造した一次原反ロールを、プライマシンにて薬液が付与された二次原反ロールとし、その際に二次原反ロールの巻き取り外周部分を一部薬液非付与の連続シートで構成し、その二次原反ロールを用いてマルチスタンド式インターフォルダで折り畳みティシュペーパー束を得て、そのティシュペーパー束を収納箱に収納してティシュペーパー製品とする。
(もっと読む)
ティシュペーパー製品の製造方法及びティシュペーパー製品
【課題】ローション薬液及びサイズ剤が付与されたティシュペーパー製品を提供する。
【解決手段】
抄紙設備で製造した一次原反ロールを、プライマシンにてローション薬液及びサイズ剤が付与された二次原反ロールとし、その二次原反ロールを用いてマルチスタンド式インターフォルダで折り畳みティシュペーパー束を得て、そのティシュペーパー束を収納箱に収納してティシュペーパー製品とする。
(もっと読む)
ティシュペーパー製品の製造方法及びティシュペーパー製品
【課題】サイズ剤が付与されたティシュペーパー製品を効率良く生産する。
【解決手段】
抄紙設備で製造した一次原反ロールを、プライマシンにてサイズ剤が付与された二次原反ロールとし、その二次原反ロールを用いてマルチスタンド式インターフォルダで折り畳みティシュペーパー束を得て、そのティシュペーパー束を収納箱に収納してティシュペーパー製品とする。
(もっと読む)
産業用ワイプ
【課題】粉塵、粘度の高いグリス、粘度の低い水等の拭き取り性、吸収性に優れる産業用ワイプを提供する。
【解決手段】基材紙10に直線形エンボス6,7が、格子パターン状に形成された産業用ワイプ1であって、
格子パターンによって囲まれるそれぞれの格子部に、六角形エンボスが、亀甲パターン状に形成され、
産業用ワイプの厚さが、1000〜1700μmであり、
六角形エンボス2の長手方向長さが、幅方向長さに対し125〜200%と長く、六角形エンボス2の凹部の深さが、0.8〜1.7mmであり、
六角形エンボス2の長辺が、隣接する六角形エンボス2の長辺に対向せず、六角形エンボスの長辺の角部が、隣接する六角形エンボスの長辺の角部にそれぞれ対向し、
格子パターンの延在方向と基材紙の横方向との交差角度が、0〜80度である
ことを特徴とする産業用ワイプ。
(もっと読む)
クレープ紙の加工方法及び加工装置
【課題】表面が平滑でふんわり感に富み、低密度で柔軟なクレープ紙を得る。
【解決手段】坪量が6〜60〔g/m2〕のクレープ紙に、クレープ紙の坪量当たり0.1〜50〔重量%〕の水を含浸してクレープ紙を湿潤状態にする第1工程と、第1工程により湿潤状態にあるクレープ紙にエンボス加工を施す第2工程と、第2工程によりエンボス加工された湿潤状態のクレープ紙を乾燥させる第3工程と、第3工程により乾燥させたクレープ紙をプレス加工によって圧縮する第4工程と、からなるクレープ紙の加工方法及び加工装置を提供する。
(もっと読む)
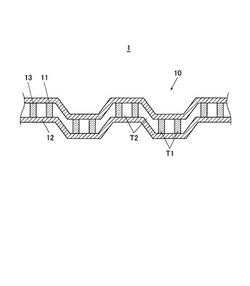
ロール状積層連続シート
【課題】ロール状積層連続シートの外観の見栄えを良好にすることと、エンボス加工ロールの交換寿命の低下および騒音の発生を抑制することとを両立させることができない。
【解決手段】帯状をなす上層シート11および下層シート12を積層してなる積層連続シート13がロール状に巻回された本発明によるロール状積層連続シート10は、上層シート11の幅方向と長手方向とに沿って連続的に反復するエンボスパターンCを画成するように上層シート11に形成される多数の第1エンボス部11aと、上層シート11と下層シート12とを一体的に接合する多数の接合用エンボス部13aとを具え、接合用エンボス部13aは積層連続シート13の長手方向に沿った所定周期の第1の蛇行パターンS1およびこの第1の蛇行パターンS1と逆位相の第2の蛇行パターンS2にてそれぞれ一定間隔毎に形成されている。
(もっと読む)
潜像模様形成体
【課題】
基材に対して斜めから観察したとき、従来の潜像印刷物で観察される潜像に加え、新たな真偽判別を行うことができる要素を設けることによって、より偽造防止効果に優れる潜像模様形成体を提供することを目的とする。
【解決手段】
基材に、凹形状及び/又は凸形状の第1の要素を万線状に複数配置して第1の模様を形成し、第1の要素と異なる色の第2の要素を万線状に複数配置して第2の模様を形成する。第1の要素は部分的に位相が異なることによって第1の潜像要素、第2の潜像要素及び背景要素とし、第1の潜像要素、第2の潜像要素及び背景要素のうち、少なくとも二つの要素に第2の要素が異なる面積率で重なる配置とする。
(もっと読む)
ロール状衛生用紙の製造方法
【課題】デザインエンボスを形成しても巻き形状がいびつになり難く、美観に優れ、形状の整ったロール状衛生用紙を得られるとともに、簡素かつコンパクトな設備で実施することが可能なロール状衛生用紙の製造方法を提供する。
【解決手段】同一形状の凸模様52が繰り返し配置されてなる凸模様列54が形成され、凸模様列54がロールの軸線Aを中心軸線とする螺旋曲線Cを描くようにロールの外周面56に配置されたエンボスロール50を用い、エンボスロール50を、その軸線Aが長尺原紙の送り出し方向と直交するように配置した状態で、長尺原紙に対して押圧することにより、長尺原紙に、凸模様52に対応する複数のデザインエンボスが形成された長尺衛生用紙を得、長尺衛生用紙をロール状に巻き取るロール状衛生用紙の製造方法。
(もっと読む)
ティシュペーパー及びティシュペーパーの製造方法
【課題】従来の保湿ティシュペーパーと同等以上の柔らかさ、滑らかさ、及びしっとり感を有し、かつ、使用時のベタつき感と破れやすさとを軽減したティシュペーパーを提供する。
【解決手段】2プライの薬液塗布ティシュペーパーについて、前記薬液を、薬剤含有量が両面で2.0〜5.5g/m2となるように塗布して、2プライを構成するシートの1層あたりの坪量が10〜25g/m2、2プライの紙厚が100〜140μmとなるように構成する。
(もっと読む)
壁紙
【課題】柔軟性が高く、施工時にカールすることのない施工性に優れた壁紙及びその製造方法を提供すること。
【解決手段】裏打ち材上に発泡剤及び無機充填剤を含む熱可塑性樹脂からなる発泡樹脂層と、絵柄層とを順に積層した基材シートを有し、該基材シート上に表面保護シートが積層される壁紙であって、発泡樹脂層の表面側から凹凸模様が施され、裏打ち材の湿潤強度が0.20〜0.70kN/mであり、水中伸度が1.6%以下であり、該表面保護シートが表面保護層を有し、かつ該表面保護層が電離放射線硬化性樹脂を架橋硬化したものであることを特徴とする壁紙である。
(もっと読む)
衛生用紙
【課題】滑らかさ、柔らかさといった風合いに優れ、かつ低コストで製造することが可能な衛生用紙を提供する。
【解決手段】複数枚の原紙2,4の積層体6からなるマルチプライの衛生用紙1である。複数枚の原紙2,4には、その全面に亘ってエンボスが形成されており、積層体6を構成する1枚の原紙2における表面2a及び裏面2bのうち一方の面(表面2a)のみに全面に亘って保湿剤を塗工し、当該原紙2における他方の面(裏面2b)及び他の原紙4の表面4a及び裏面4bには保湿剤を塗工していない。
(もっと読む)
ティシュペーパー製品用二次原反ロールの製造方法及びティシュペーパー製品の製造方法
【課題】マルチスタンド式インターフォルダで利用されるティシュペーパー製品用二次原反ロールを製造するにあたり、大幅な設備改造を要することなく、既設備のマイナーな改造で足りる生産性に優れた製造方法を提供する。
【解決手段】複数の一次原反ロールJRから繰り出される一次連続シートS11、S12をその連続方向に沿って積層して積層連続シートS2とする積層工程51と、フレキソ印刷方式又はグラビア印刷方式によって塗布する薬液塗布工程53A、53Bと、積層連続シートS2をティシュペーパー製品の製品幅又はその複数倍幅となるようにスリットするスリット工程55と、スリットされた各積層連続シートS2を同軸で巻取ってティシュペーパー製品の製品幅又はその複数倍幅の複数の二次原反ロールRを形成する巻取り工程56とを有するティシュペーパー製品用二次原反ロールの製造方法である。
(もっと読む)
ティシュペーパー製品用二次原反ロールの製造方法及びティシュペーパー製品の製造方法
【課題】マルチスタンド式インターフォルダで利用されるティシュペーパー製品用二次原反ロールを製造するにあたり、大幅な設備改造を要することなく、既設備のマイナーな改造で足りる生産性に優れた製造方法を提供する。
【解決手段】複数の一次原反ロールJRから繰り出される一次連続シートS11、S12をその連続方向に沿って積層して積層連続シートS2とする積層工程(51)と、積層連続シートS2に対して薬液を塗布する第一次薬液塗布工程(40A,40B)と、その後に塗布する第二次薬液塗布工程(53A、53B)と、積層連続シートS2をティシュペーパー製品の製品幅又はその複数倍幅となるようにスリットするスリット工程(55)と、スリットされた各積層連続シートS2を同軸で巻取ってティシュペーパー製品の製品幅又はその複数倍幅の複数の二次原反ロールRを形成する巻取り工程(56)とを有するティシュペーパー製品用二次原反ロールの製造方法である。
(もっと読む)
ティシュペーパー製品用二次原反ロールの製造方法及びティシュペーパー製品の製造方法
【課題】マルチスタンド式インターフォルダで利用されるティシュペーパー製品用二次原反ロールを製造するにあたり、大幅な設備改造を要することなく、既設備のマイナーな改造で足りる生産性に優れた製造方法を提供する。
【解決手段】紙料を抄造し脱水した湿紙を、ヤンキードライヤー331において乾燥して乾紙とし、これを巻取り装置341により巻き取り一次原反ロールJRを得、この一次原反ロールJR、JRから連続的にティシュペーパー製品用の複数の二次原反ロールRを製造するティシュペーパー製品用二次原反ロールの製造方法である。前記ヤンキードライヤー331と前記一次原反ロールの巻取り装置341との間において、前記乾紙S1に対して薬液を噴霧状態で付与する第一次薬液噴霧工程153と、前記一次原反ロールJRから繰り出される一次連続シートをその連続方向に沿って積層して積層連続シートに対して薬液をフレキソ印刷方式又はグラビア印刷方式によって塗布する第二次薬液塗布工程とを有する。
(もっと読む)
1 - 20 / 142
[ Back to top ]