
Fターム[4L055GA29]の内容
Fターム[4L055GA29]に分類される特許
61 - 80 / 465
ティシュペーパー製品
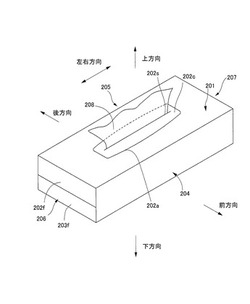
【課題】保湿ティシュペーパーと同等以上の滑らかさ及びしっとり感を有し、かつ、使用時のベタつき感と破れやすさとを軽減し、取り出し時に破れにくいティシュペーパー製品を提供する。
【解決手段】2プライの薬液塗布ティシュペーパーについて、前記薬液を、薬剤含有量が両面で1.5〜5.0g/m2となるように塗布して、2プライを構成するシートの1層あたりの坪量が10〜25g/m2、2プライの紙厚が100〜140μmとなるように構成する。また、収納箱201の取り出し窓202aを構成するフィルムの厚さを33〜38μm、縦方向の剛軟度を0.8〜1.4gf/10mmとする。
(もっと読む)
薬液塗布ティシュペーパーの製造方法及び製造装置

【課題】薬液塗布ティシュペーパーの製造において、薬液を循環使用する際に薬液に混入する紙粉を効率的に除去し、塗布液の粘度を安定化させ、塗布量のバラツキを抑制することができる装置および方法を提供する。
【解決手段】圧胴65Bと版胴64Aとの間を走行するティシュペーパーシートS2に、フレキソ印刷方式又はグラビア印刷方式で、薬液を前記版胴64Aに乗せながら塗布するように構成した設備であって、前記版胴64Aに対向し、かつ版胴64Aには接触しない清掃ヘッドを有する刷版清掃手段100を設け、高圧流体を噴射するとともに、刷面から離脱した紙粉を吸引することにより、刷版に付着した紙粉を除去する。
(もっと読む)
ティシュペーパー製品の製造方法
【課題】薬液塗布タイプのティシュペーパー製品を効率よく製造する方法を提供する。
【解決手段】ロータリー式インターフォルダに供給する二次連続シートS3がクレープ紙を積層した二次連続シートをロータリー式インターフォルダの折り畳み部分に供給する前にオンラインで水系薬液塗工することとし、その薬液塗工を予備薬液塗工工程81と主薬液塗工工程82の2段階からなる薬液塗工工程とするティシュペーパー製品の製造方法により解決される。
(もっと読む)
薬液塗工連続シート中の薬液塗工量を搬送過程で測定する方法、ティシュペーパー製品用二次原反ロールの製造設備及び薬液が塗工されたティシュペーパー製品の製造方法
【課題】ティシュペーパー製品用の薬液塗工原反ロールを製造する過程で、薬液塗工されたシートの薬液塗工量を迅速に測定する。
【解決手段】
複数の一次原反ロールから繰り出される一次連続シートをその連続方向に沿って積層して積層連続シートとする積層手段と、積層連続シートに対して薬液を塗工する薬液塗工手段と、前記薬液が塗工された連続シートを搬送する過程で、その薬液塗工紙面に近赤外線を照射して薬液中の所定成分の吸光度を測定し、その測定した所定成分の吸光度に基づいて薬液塗工量を算出する薬液塗工量測定手段と積層連続シートを巻取って二次原反ロールを形成する巻取り手段と、を有することを特徴とするティシュペーパー製品用二次原反ロールの製造設備。
(もっと読む)
ティシュペーパー及びティシュペーパーの製造方法
【課題】従来の保湿ティシュペーパーと同等以上の柔らかさ、滑らかさ、及びしっとり感を有し、かつ、使用時のベタつき感と破れやすさとを軽減したティシュペーパーを提供する。
【解決手段】2プライの薬液塗布ティシュペーパーについて、前記薬液を、薬剤含有量が両面で2.0〜5.5g/m2となるように塗布して、2プライを構成するシートの1層あたりの坪量が10〜25g/m2、2プライの紙厚が100〜140μm、表面の静摩擦係数が0.50〜0.65となるように構成する。
(もっと読む)
ティシュペーパー及びティシュペーパーの製造方法
【課題】従来の保湿ティシュペーパーと同等以上の柔らかさ、滑らかさ、及びしっとり感を有し、かつ、使用時のベタつき感と破れやすさとを軽減したティシュペーパーを提供する。
【解決手段】2プライの薬液塗布ティシュペーパーについて、前記薬液を、薬剤含有量が両面で2.0〜5.5g/m2となるように塗布して、2プライを構成するシートの1層あたりの坪量が10〜25g/m2、2プライの紙厚が100〜140μmとなるように構成する。
(もっと読む)
ローションペーパーの製造方法
【課題】ローションペーパーを高速で送り出すことができ、原紙に対して薬液等を均一かつ十分に含浸させることが可能で、薬液等による「しっとり感」や「ぬめり感」を早期に発現させることができるローションペーパーの製造方法を提供する。
【解決手段】原紙を複数枚重ね合わせたプライ2を二系統の原紙8,10に一旦分離し、プライ2の内面側から、その分離された二系統の原紙8,10に第一の液体を付着させ、第一の液体が付着された原紙8,10を再度重ね合わせてプライ2とした後、プライ2の表裏両側からプライ2に第二の液体を付着させ、プライ2を折り疊み加工機(ロータリーシリンダー式加工機36)により折り畳み、ローションペーパーを得るローションペーパーの製造方法。
(もっと読む)
ローションペーパーの製造方法
【課題】ローションペーパーを高速で送り出すことができ、原紙に対して薬液等を均一かつ十分に含浸させることが可能で、薬液等による「しっとり感」や「ぬめり感」を早期に発現させることができるローションペーパーの製造方法を提供する。
【解決手段】液体を噴霧して原紙8,10に液体を付着させ、原紙8,10を複数枚重ね合わせたプライ2を送り出し、プライ2を折り畳み加工機(ロータリーシリンダー式加工機36)により折り畳み、ローションペーパーを得るローションペーパーの製造方法。
(もっと読む)
薬液含有ティシュペーパーの製造方法及び薬液中の紙粉除去装置
【課題】薬液を循環使用する際に薬液に混入する紙粉を効率的に除去し、塗布液の粘度を安定化させ、塗布量のバラツキを抑制することができる装置および方法を提供する。
【解決手段】
薬液含有ティシュペーパーの製造ラインにおいて、回収した薬液を遠心沈降装置において紙粉分と薬液分とに固液分離し、前記薬液分については薬液塗布装置に対して供給するようにしたことを特徴とする薬液中の紙粉除去装置及び前記装置を使用した紙粉除去方法。
(もっと読む)
トイレットペーパー
【課題】エンボスを鮮明に付けることができ、得られるエンボスシートが意匠性に優れたものとなるエンボスシートの製造方法にする。
【解決手段】幾何学的柄の凸部郡10と、これよりも少数の凸部21からなる装飾的柄の凸部郡20と、を有するエンボス部材によって、シートにエンボスを付与する。この際、装飾的柄の凸部郡20の高さを、幾何学的柄の凸部郡10の高さよりも、0.01〜1.0mm高くしておく。
(もっと読む)
衛生用紙
【課題】滑らかさ、柔らかさといった風合いに優れ、かつ低コストで製造することが可能な衛生用紙を提供する。
【解決手段】複数枚の原紙2,4の積層体6からなるマルチプライの衛生用紙1である。複数枚の原紙2,4には、その全面に亘ってエンボスが形成されており、積層体6を構成する1枚の原紙2における表面2a及び裏面2bのうち一方の面(表面2a)のみに全面に亘って保湿剤を塗工し、当該原紙2における他方の面(裏面2b)及び他の原紙4の表面4a及び裏面4bには保湿剤を塗工していない。
(もっと読む)
ティシュペーパー製品の製造方法
【課題】薬液が付与されたティシュペーパー製品をマルチスタンド式インターフォルダで効率よく生産する。
【解決手段】
マルチスタンド式インターフォルダの折畳み機構部を5〜30機で一組とし、 各組あたりに対応する幅の予め薬液を担持させた二次原反ロールを取付け、その二次原反ロールから二次連続シートを繰り出し、その二次連続シートを連続方向にスリットしてティシュペーパー幅と同幅の連続シートを形成し、そのスリットされた連続シートを各折畳み機構部へ供給して連続ティシュペーパー束を製造し、この連続ティシュペーパー束を所定長さに裁断して収納箱に収納するティシュペーパー製品の製造方法により解決される。
(もっと読む)
キッチンペーパー
【課題】油こしに適するキッチンペーパーを提供する。
【解決手段】
油こしに用いられるキッチンペーパーであって、エアレイド不織布シートとクレープ紙とが重ねられて一体化された2プライであり、前記エアレイド不織布シートが、2層以上の層構造を有し、その最外面を構成する層以外の層に、親油性でありかつ250℃以上の融点を有する合成繊維が含有されているキッチンペーパーにより解決される。
(もっと読む)
ティシュペーパー製品の製造方法
【課題】薬液塗布タイプのティシュペーパー製品を効率よく製造する方法を提供する。
【解決手段】収納箱内にティシュペーパーの束が収容されているティシュペーパー製品の製造方法であって、マルチスタンド式インターフォルダの複数の折畳み機構部を5〜30機で一組とし、それら各々の一組あたりに対応する幅の二次原反ロールを各々一つセットし、セットされた各二次原反ロールから二次連続シートを繰り出し、その繰り出された二次連続シートに薬液を塗布し、その薬液が塗布された二次連続シートを連続方向にスリットして、各組の折畳み機構部数と同数のティシュペーパー幅と同幅の連続シートを形成し、 そのスリットされた連続シートを各折畳み機構部へ供給して、連続ティシュペーパーの束を製造し、この連続ティシュペーパー束を所定長さに裁断して収納箱に収納するティシュペーパー製品の製造方法により解決される。
(もっと読む)
ティシュペーパー製品用二次原反ロールの製造方法及びティシュペーパー製品の製造方法
【課題】マルチスタンド式インターフォルダで利用されるティシュペーパー製品用二次原反ロールを製造するにあたり、大幅な設備改造を要することなく、既設備のマイナーな改造で足りる生産性に優れた製造方法を提供する。
【解決手段】複数の一次原反ロールJRから繰り出される一次連続シートS11、S12をその連続方向に沿って積層して積層連続シートS2とする積層工程(51)と、積層連続シートS2に対して薬液を塗布する第一次薬液塗布工程(40A,40B)と、その後に塗布する第二次薬液塗布工程(53A、53B)と、積層連続シートS2をティシュペーパー製品の製品幅又はその複数倍幅となるようにスリットするスリット工程(55)と、スリットされた各積層連続シートS2を同軸で巻取ってティシュペーパー製品の製品幅又はその複数倍幅の複数の二次原反ロールRを形成する巻取り工程(56)とを有するティシュペーパー製品用二次原反ロールの製造方法である。
(もっと読む)
ティシュペーパー製品用二次原反ロールの製造方法及びティシュペーパー製品の製造方法
【課題】マルチスタンド式インターフォルダで利用されるティシュペーパー製品用二次原反ロールを製造するにあたり、大幅な設備改造を要することなく、既設備のマイナーな改造で足りる生産性に優れた製造方法を提供する。
【解決手段】紙料を抄造し脱水した湿紙を、ヤンキードライヤー331において乾燥して乾紙とし、これを巻取り装置341により巻き取り一次原反ロールJRを得、この一次原反ロールJR、JRから連続的にティシュペーパー製品用の複数の二次原反ロールRを製造するティシュペーパー製品用二次原反ロールの製造方法である。前記ヤンキードライヤー331と前記一次原反ロールの巻取り装置341との間において、前記乾紙S1に対して薬液を噴霧状態で付与する第一次薬液噴霧工程153と、前記一次原反ロールJRから繰り出される一次連続シートをその連続方向に沿って積層して積層連続シートに対して薬液をフレキソ印刷方式又はグラビア印刷方式によって塗布する第二次薬液塗布工程とを有する。
(もっと読む)
繊維シート及びこれを用いた吸収性物品
【課題】吸収性物品には液等の吸収速度及び保持量における一層の改良が求められており、できればそれをより小さく薄い吸収体で達成したい。それによりこの種の物品に求められる十分な吸収保持性を実現しつつ、携帯性を向上させ、また素材の量を減らして省資源にも資する。吸収性物品に配置される繊維シートが薄く、低坪量であっても、液等の拡散性及び液透過性に優れ、吸収性物品等に好適に適用できる十分な紙力強度を有する繊維シートを提供する。
【解決手段】繊維状物とエーテル化度0.2〜0.6のカルボキシメチルセルロースと湿潤紙力増強剤とを含有する繊維シート33。
(もっと読む)
ティシュペーパー製品用二次原反ロールの製造方法及びティシュペーパー製品の製造方法
【課題】マルチスタンド式インターフォルダで利用されるティシュペーパー製品用二次原反ロールを製造するにあたり、大幅な設備改造を要することなく、既設備のマイナーな改造で足りる生産性に優れた製造方法を提供する。
【解決手段】複数の一次原反ロールJRから繰り出される一次連続シートS11、S12をその連続方向に沿って積層して積層連続シートS2とする積層工程(51)と、積層連続シートS2に対して薬液を噴霧状態で付与する第一次薬液噴霧工程(40A,40B)と、その後に薬液を噴霧状態で付与する第二次薬液噴霧工程(53A、53B)と、積層連続シートS2をティシュペーパー製品の製品幅又はその複数倍幅となるようにスリットするスリット工程(55)と、スリットされた各積層連続シートS2を同軸で巻取ってティシュペーパー製品の製品幅又はその複数倍幅の複数の二次原反ロールRを形成する巻取り工程(56)とを有するティシュペーパー製品用二次原反ロールの製造方法である。
(もっと読む)
ティシュペーパー製品用二次原反ロールの製造方法及びティシュペーパー製品の製造方法
【課題】マルチスタンド式インターフォルダで利用されるティシュペーパー製品用二次原反ロールを製造するにあたり、大幅な設備改造を要することなく、既設備のマイナーな改造で足りる生産性に優れた製造方法を提供する。
【解決手段】複数の一次原反ロールJRから繰り出される一次連続シートS11、S12をその連続方向に沿って積層して積層連続シートS2とする積層工程51と、フレキソ印刷方式又はグラビア印刷方式によって塗布する薬液塗布工程53A、53Bと、積層連続シートS2をティシュペーパー製品の製品幅又はその複数倍幅となるようにスリットするスリット工程55と、スリットされた各積層連続シートS2を同軸で巻取ってティシュペーパー製品の製品幅又はその複数倍幅の複数の二次原反ロールRを形成する巻取り工程56とを有するティシュペーパー製品用二次原反ロールの製造方法である。
(もっと読む)
ティシュペーパー製品用二次原反ロールの製造方法及びティシュペーパー製品の製造方法
【課題】薬液噴霧の有無が容易に切り替えられ、かつ高速運転が可能なティシュペーパー製品用二次原反ロールの製造方法を提供する。
【解決手段】複数の一次原反ロールJRから繰り出される一次連続シートS11、S12をその連続方向に沿って積層して積層連続シートS2とする積層工程(51)と、第一噴霧器から吐出させた薬液の第1の流れと第2噴霧器から吐出させた薬液の第2の流れとを交差させ、より流速の速い前記第1の流れに乗せて、前記積層連続シートに噴霧することにより付与する薬液噴霧工程(53)と、積層連続シートS2をティシュペーパー製品の製品幅又はその複数倍幅となるようにスリットするスリット工程(55)と、スリットされた各積層連続シートS2を同軸で巻取ってティシュペーパー製品の製品幅又はその複数倍幅の複数の二次原反ロールRを形成する巻取り工程(56)と、を有するティシュペーパー製品用二次原反ロールの製造方法とする。
(もっと読む)
61 - 80 / 465
[ Back to top ]