
Fターム[4L056BE08]の内容
Fターム[4L056BE08]に分類される特許
1 - 11 / 11
空気紡績機

【課題】空気流量が増加しても紡績及び吸引を安定して行うことができる空気紡績機を提供する。
【解決手段】精紡機は、紡績室26と、中空ガイド軸体20と、第1空気室61と、第2空気室62と、複数の空気流通路64と、複数の旋回流発生ノズル27と、を備える。第1空気室61には、圧縮空気が供給される。空気流通路64は、第1空気室61と第2空気室62とを連通する。旋回流発生ノズル27は、第2空気室62と紡績室26とを連通する。紡績室26は断面形状が略円形に形成される。第2空気室62は、紡績室26の周囲にリング状に形成される。空気流通路64は、第2空気室62の周方向に等間隔で並べて形成される。また、複数の空気流通路64の合計断面積は、複数の旋回流発生ノズル27の合計断面積よりも大きくなるように構成されている。
(もっと読む)
張力付与装置

【課題】糸に対して一定の張力を付与できると共に、糸に対して張力を付与しない状態へと切替可能な張力付与装置を提供する。
【解決手段】固定ディスク24と、該固定ディスク24に対して近設される可動ディスク25と、を有し、走行する糸Y1を、固定ディスク24と可動ディスク25との間で摺動させることで該糸Y1に対して張力を付与する張力付与部15・16を複数備える。複数の張力付与部15・16のうち少なくとも何れか一の張力付与部16は、可動ディスク25側に圧縮コイルバネ34を備え、この圧縮コイルバネ34の自己弾性復元力により可動ディスク25が固定ディスク24に対して付勢されるように構成されると共に、この張力付与部16を、上記糸Y1に対して張力を付与する状態としての作動状態と、上記糸Y1に対して張力を付与しない状態としての非作動状態と、の間で切替するための切替機構60を備える。
(もっと読む)
糸を製造する装置および方法
回転軸に沿って回転する1つ以上の撚りローラであって、撚られたストランドを構成するように、1つ以上のスライバを撚るために回転軸に沿って往復運動するようになっている撚りローラを有する往復運動する撚りステージと、1つ以上の巻き取りホルダ用の駆動システムであって、糸を構成するように2つ以上のストランドが互いに撚られた後に糸を1つ以上の巻き取りホルダに巻き付けるようになっている駆動システムと、を有する、糸を製造する装置および方法。糸が1つ以上の巻き取りホルダに巻き付けられる直線速度が、ストランドが1つ以上の撚りローラから出る直線速度に対して相対的に制御できるように、駆動システムは1つ以上の巻き取りホルダを駆動するようになっている。 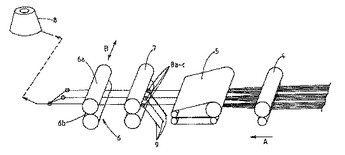 (もっと読む)
(もっと読む)
作業台車の位置決め機構
【課題】主としてインデックスプレートがレールに接触しないようにすることである。
【解決手段】作業台車1の走行を案内するレール2aと、レール2aに配設されたインデックスブロック4と、作業台車1に設けられ、インデックスブロック4に係合して作業台車1を位置決めするインデックスプレート3とを備え、インデックスプレート3は、作業台車1が走行する際には、インデックスブロック4に係合しないようにレール2aから退避し、作業台車1が停止する際には、レール2aから若干離れた位置まで近接して、インデックスブロック4に係合する。
(もっと読む)
繊維機械
【課題】従来の繊維機械は、ストッカーに貯留されている、糸を巻取るための巻取管の数量を検知してはいなかった。そこで、ストッカーに貯留されている巻取管の数量を検知することができ、玉揚作業の効率及び巻取パッケージの生産効率の高い繊維機械を提供すること。
【解決手段】並設された、糸を巻取るための巻取ユニットに設置された、ストッカーに貯留されている巻取管の数量を検知する検知手段を有する繊維機械を提供すること。
(もっと読む)
玉揚げ装置を有する繊維機械
【課題】玉揚げ作業の目標設定において、玉揚げ装置の走行制御機構の負担を軽減しようとすると、巻取りユニットの稼動効率を低下させてしまう。
【解決手段】各巻取りユニット2におけるパッケージ7の巻取り長さの大小を認識する巻取り状態認識手段30bと、巻取り長さが満管にある巻取りユニット7を最優先に、次いで満管に近い巻取りユニット7を優先する順序で、玉揚げ作業の実行目標とする巻取りユニット2を設定する目標設定手段30cと、玉揚げ作業の実行目標とする巻取りユニット2に玉揚げ装置3が到達してから、その巻取りユニット2で形成されているパッケージ7が満管となるまで、玉揚げ装置3に玉揚げ作業の実行を待機させる作業待機手段30dと、を備える。
(もっと読む)
自動ワインダーにおける巻取パッケージの口出し方法及び自動ワインダー
【課題】巻取パッケージの多重口出しを確実に防止して、不良糸を巻取パッケージに巻き取らないようにする。
【解決手段】給糸ボビンから巻取パッケージ2に糸を巻き返す際、切断した糸を吸引捕捉して糸継ぎ手段に案内して糸継ぎする自動ワインダーにおいて、巻取パッケージ2側の糸Y’を吸引捕捉するための吸引口4aを巻取パッケージ2に近接した状態で、巻取パッケージ2を巻取方向2aに回転し、その後、巻取パッケージ2を巻取方向と逆方向2bに回転すると共に、吸引口4aを巻取パッケージ2から離反して、巻取パッケージ2側の糸Y’を糸継ぎ手段に案内する。
(もっと読む)
繊維機械
【課題】走行する糸の糸欠点を除去する繊維機械において、ドラムの回転速度のように真の糸速とは比例関係にない速度を利用して、糸速を求める構成とすると、実際の糸速とは乖離した値を糸速として扱うことがあり、この糸速情報を前提として糸欠点検出装置に糸の長さを判断させると、糸欠点の判断を誤らせることになる。
【解決手段】走行する糸3の糸速を直接に検出する糸速センサー7と、走行する糸3の糸欠点を検出する糸欠点検出装置8と、糸速センサー7および糸欠点検出装置8を通過した後の糸3を巻き取る綾振りドラム10と、を備えるワインディングユニット1であって、糸欠点検出装置8は、時系列に得られた糸太さの時間変化データDTを、前記糸速の検出値に基づいて、糸太さの長さ変化データDLに変換するデータ変換部82bと、この糸太さの長さ変化データDLに基づいて、糸欠点の有無を判定する糸欠点判定部82dと、を備える。
(もっと読む)
繊維機械
【課題】パッケージを生産する繊維加工ユニットを多数備える繊維機械において、糸速センサーに固有の誤差のため、各錘で糸速センサーの検出する糸速に基づいてパッケージの糸長さを均一にしようとしても、実際に生産されたパッケージの糸長さは全錘で不均一となってしまう。
【解決手段】糸速を検出する糸速センサー7と、この糸速センサー7の検出値に基づいて、巻取りパッケージ4の糸長さを算出するシーケンサー12と、巻取りパッケージ4を形成する巻取り装置20と、を備えるワインディングユニット1を、多数備えるワインダー100であって、各糸速センサー7に対応する補正情報を、各シシーケンサー12に送信する設定器41を備え、各シーケンサー12は、各糸速センサー7の検出値を前記補正情報に基づいて各糸速の補正値を算出し、これらの各糸速の補正値に基づいて、各巻取りパッケージ4の糸長さを算出する。
(もっと読む)
撚糸パッケージを製造するための繊維機械
【課題】人間工学的に形成され、かつ単純化されたコスト節約型の構造によりすぐれている繊維機械を提供する。
【解決手段】繊維機械1が、当該繊維機械の両側で機械長手方向に配置された多数の作業部2を装備しており、該作業部2が、それぞれ1つのスピンドル3と、各スピンドル3の上方で当該繊維機械に配置された巻取りユニット6と、パッケージクリール4とを有しており、各作業部2のスピンドル3とパッケージクリール4とが相並んで配置されている。
(もっと読む)
紡績機の糸弛み取り装置
【課題】糸掛作業及び糸の巻取作業が確実な糸弛み取り装置を提供する。
【解決手段】弛み取りローラ21の先端側中央部に同心回転可能に取り付けたフライヤー22aの軸部22a−1と傾斜部22a−2との境界の屈曲箇所mを、弛み取りローラ21の軸方向投影面における内側領域に位置させ、傾斜部22a−2の傾斜を、弛み取りローラ21の回転と反対の半径方向外方に伸びるように設定する。また先端部22a−3の糸係合部Rを、弛み取りローラ外周面21aに対し所定距離を有すると共に、外周面に対向する位置に在るよう設定する。糸掛けの際には、傾斜部22a−2が糸Yを容易に捕らえて先端部22a−3へ導き、糸係合部Rに確実に係合させることができる。糸係合部Rに糸Yを係合させた状態でフライヤー22aが回転することにより、糸Yが弛み取りローラ外周面21aに確実に巻き付く。
(もっと読む)
1 - 11 / 11
[ Back to top ]