
Fターム[4L056DB14]の内容
Fターム[4L056DB14]の下位に属するFターム
切換機構を有するもの
Fターム[4L056DB14]に分類される特許
1 - 4 / 4
繊維機械
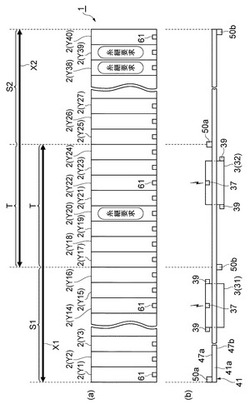
【課題】複数の作業台車からの作業を受けることが可能な処理ユニットが存在する場合において、作業を行う作業台車を効率よく制御可能な繊維機械を提供することを目的とする。
【解決手段】重複領域Tに対向する紡績ユニット2、即ち、第1糸継台車31及び第2糸継台車32からの糸継作業を受けることが可能な紡績ユニット2に対して糸継作業を行う必要がある場合、各糸継台車3の専属領域S1及びS2に対向する紡績ユニット2からの糸継要求の発生状況に応じて、糸継作業を行う糸継台車3を選択する。これにより、糸継要求に対する処理能力に応じた糸継台車3が選択され、処理能力に応じて選択された糸継台車3によって重複領域Tに対向する紡績ユニット2に対して糸継作業を行うことができる。
(もっと読む)
紡績機

【課題】作業通路から紡績ユニットまでの距離を可及的に短くする。
【解決手段】紡績機としての精紡機1は、複数の紡績ユニット2と、棒状部材16と、を備える。複数の紡績ユニット2は、繊維束から紡績糸を生成する紡績部と、紡績部で生成された紡績糸を巻き取ってパッケージ45を形成する巻取部13と、を有し、第1方向に配列されている。棒状部材16は、複数の紡績ユニット2の正面側に複数の紡績ユニット2から間隔を隔てて第1方向に沿って配置されている。
(もっと読む)
糸処理装置の作業台車の制御方法、および糸処理装置
【課題】糸処理装置における作業台車の制御方法であって、相互干渉位置に存する二台のユニットからサービス処理が出された場合でも、作業台車を無駄なく走行移動させて、作業効率良くユニットに対するサービス処理を実行できるようにする。
【解決手段】ユニット2および作業台車4a・4bの幅寸法に基づいて、両作業台車4a・4bが近付いたときに相互に干渉し合い、同時的な作業処理が不可能となる領域を、「干渉エリア」として規定する。そして、二台のユニット2からサービス処理要求が出されると、作業台車4a・4bの走行移動に先立って、かかる干渉エリアを基準として、相互干渉状態に至っているか否かを判定し、相互干渉状態に至っていると判定した場合には、各作業台車4a・4bの現在位置から、処理要求ユニット2・2までの距離を測定し、処理要求ユニット2までの距離が短い一方の作業台車4a・4bによるサービス処理を優先的に実行させる
(もっと読む)
紡績工場においてスライバの供給を受けるたとえば練篠フレームなどの紡機にケンス無し繊維スライバ・パッケージ(供給材料)を利用可能とする装置
【課題】繊維スライバ(供給材料)を簡素な様式で利用可能にする。
【解決手段】紡績工場においてスライバの供給を受けるたとえば練篠フレーム、フライヤ、コーミング前処理機、コーミング機、紡機などの紡機に対してケンス無し繊維スライバ・パッケージ(供給材料)を利用可能とする装置であって、上記ケンス無し繊維スライバ・パッケージは、スライバを吐出するたとえば練篠フレームなどの上流の紡機から、または、上流の格納手段から、上記スライバの供給を受ける紡機に対して搬送デバイスにより供給され得るという装置が提供される。繊維スライバ(供給材料)が簡素な様式で利用可能とすべく、上記スライバの供給を受ける紡機の供給位置に対しては少なくとも一個のケンス無し繊維スライバ・パッケージが供給され且つ該供給位置において安定的に位置決めされる。
(もっと読む)
1 - 4 / 4
[ Back to top ]