
Fターム[4L056EA28]の内容
Fターム[4L056EA28]の下位に属するFターム
Fターム[4L056EA28]に分類される特許
1 - 8 / 8
作業台車の位置決め機構
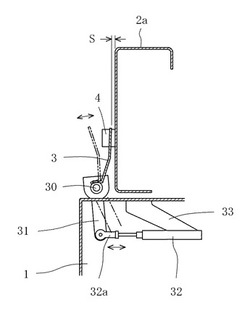
【課題】主としてインデックスプレートがレールに接触しないようにすることである。
【解決手段】作業台車1の走行を案内するレール2aと、レール2aに配設されたインデックスブロック4と、作業台車1に設けられ、インデックスブロック4に係合して作業台車1を位置決めするインデックスプレート3とを備え、インデックスプレート3は、作業台車1が走行する際には、インデックスブロック4に係合しないようにレール2aから退避し、作業台車1が停止する際には、レール2aから若干離れた位置まで近接して、インデックスブロック4に係合する。
(もっと読む)
ヤーンクリアラの検出ヘッドの汚れ検出方法及び検出システム

【課題】素早く正確に光電式ヤーンクリアラのヘッド汚れを検出可能な方法等を提供する。
【解決手段】複数錘からなる機台システムに装備され、各錘における糸品質その他を監視する複数のヤーンクリアラの検出ヘッドの汚れ検出方法であって、特定錘のヤーンクリアラから出力される糸むら信号に基づいて得られる糸太さデータ(φ)、及び/又は糸均斉度データ(CV%)の変化が、監視される糸自身の特性の変化に起因するのか、上記検出ヘッドの汚れに起因するのかを、他の錘のヤーンクリアラから出力される糸むら信号に基づいて得られる糸太さデータ(φ)、及び/又は糸均斉度データ(CV%)との関係から判断するようにした方法とする。
(もっと読む)
糸処理装置の作業台車の制御方法、および糸処理装置
【課題】糸処理装置における作業台車の制御方法であって、相互干渉位置に存する二台のユニットからサービス処理が出された場合でも、作業台車を無駄なく走行移動させて、作業効率良くユニットに対するサービス処理を実行できるようにする。
【解決手段】ユニット2および作業台車4a・4bの幅寸法に基づいて、両作業台車4a・4bが近付いたときに相互に干渉し合い、同時的な作業処理が不可能となる領域を、「干渉エリア」として規定する。そして、二台のユニット2からサービス処理要求が出されると、作業台車4a・4bの走行移動に先立って、かかる干渉エリアを基準として、相互干渉状態に至っているか否かを判定し、相互干渉状態に至っていると判定した場合には、各作業台車4a・4bの現在位置から、処理要求ユニット2・2までの距離を測定し、処理要求ユニット2までの距離が短い一方の作業台車4a・4bによるサービス処理を優先的に実行させる
(もっと読む)
異常錘特定装置および紡績機
【課題】毛羽変動異常の監視において、毛羽変動異常の判定精度を高めようと判定条件を厳しくすれば、糸品質上差し支えのない変動部位まで、切除すべき異常部位として扱うことになってしまう。
【解決手段】異常錘特定装置10に、各錘のHD値(糸太さの分散)を算出する単錘偏差算出手段11と、AHD値(全錘平均のHD値)を算出する全錘偏差算出手段12と、各錘のHD値が、AHD値を基準とする許容範囲を超えたか否かを判断する逸脱有無判断手段13と、同一の錘のHD値が2回連続して、許容範囲を越える場合に、その錘に糸物性異常が発生したと判定する錘間糸物性異常判定手段14と、各錘でHD値の移動平均したHDA値を算出する平均単錘偏差算出手段15と、HDA値が、HDA値の基準値であるHDAS値を基準とした許容範囲を超えたか否かを判断する錘内糸物性異常判定手段16と、を備える。
(もっと読む)
繊維機械
【課題】走行する糸の糸欠点を除去する繊維機械において、ドラムの回転速度のように真の糸速とは比例関係にない速度を利用して、糸速を求める構成とすると、実際の糸速とは乖離した値を糸速として扱うことがあり、この糸速情報を前提として糸欠点検出装置に糸の長さを判断させると、糸欠点の判断を誤らせることになる。
【解決手段】走行する糸3の糸速を直接に検出する糸速センサー7と、走行する糸3の糸欠点を検出する糸欠点検出装置8と、糸速センサー7および糸欠点検出装置8を通過した後の糸3を巻き取る綾振りドラム10と、を備えるワインディングユニット1であって、糸欠点検出装置8は、時系列に得られた糸太さの時間変化データDTを、前記糸速の検出値に基づいて、糸太さの長さ変化データDLに変換するデータ変換部82bと、この糸太さの長さ変化データDLに基づいて、糸欠点の有無を判定する糸欠点判定部82dと、を備える。
(もっと読む)
自動ワインダ
【課題】簡単な構成で迅速かつ的確に、満管パッケージとそれに関係した巻取ユニットとの対応関係を判別すると共に、その満管パッケージの重量を測定し、満管回転数を補正し得る自動ワインダを提供する。
【解決手段】パッケージPを回転させて糸Yを巻き取る複数の巻取ユニット2と、巻取ユニット2を制御し、予め設定された基準重量値に対応する回転総数までそのパッケージPを回転させて満管パッケージPを形成させる制御装置8と、巻取ユニット2において満管パッケージPが形成される毎に、その巻取ユニット2の位置まで移動して玉揚動作を行う玉揚装置6と、玉揚装置6に備えられ、玉揚動作の際に満管パッケージPの重量を測定する重量測定装置69と、を備え、制御装置8は、重量測定装置69による測定重量値と基準重量値とを比較し、それらに差があれば、その差に基づいて回転総数を補正し得るように構成した。
(もっと読む)
紡機における機台管理方法
【課題】紡機の必要箇所を繰り返し撮影し、その撮影データを蓄積し、表示機に表示させることによって管理を行うようにした紡機の機台管理方法を提供する。
【解決手段】リング精紡機1の長手方向に移動可能な移動清掃装置2にリング精紡機1に向けた撮影器26、27、28を設置し、リング精紡機1の長手方向に並列して設けられた多数の紡出部に沿って移動清掃装置2を所定の時間を空けて巡回させ、移動清掃装置2の巡回中に撮影器26、27、28でリング精紡機1を撮影し、巡回において撮影した撮影データを複数のリング精紡機1に接続した主制御装置36又はリング精紡機1に備えた機台制御装置29、30、31の記憶装置37に蓄積し、撮影データを画像データとして又は撮影データから得られた分析データとして表示機40に表示する。
(もっと読む)
紡績機の生産能率を最適化する方法
紡績機の出力を、糸切れの数に関して各個々の紡績点で別個に監視すること及び最適化された生産速度に各個々の紡績点を調整することにより、最適化するための方法が開示される。エアジェット紡績機においては、送出された圧縮空気もまた、それぞれの生産速度に関して調整される。 (もっと読む)
1 - 8 / 8
[ Back to top ]