
Fターム[4L056EA46]の内容
Fターム[4L056EA46]に分類される特許
1 - 6 / 6
繊維機械及び繊維機械の情報伝達システム

【課題】回路基板に異常が発生した場合にも、異常発生原因の究明を容易にする繊維機械及び繊維機械の情報伝達システムを提供する。
【解決手段】自動ワインダ1は、電子部品が搭載され電気回路が形成されたAC−DCコンバータ基板62と、AC−DCコンバータ基板62の負荷となる温度値、電圧値及び電流値をそれぞれ検出するセンサ類62a,62b,62cと、検出された各時点の温度値、電圧値及び電流値を蓄積し負荷値履歴情報として保存する情報保存部61aと、を備えている。
(もっと読む)
調節開始点に対する調整値を直接求めるための装置

【課題】ドラフト装置の調節機構における最適な調節開始点の算出及び調整を改善することを目的とする。
【解決手段】練条機の制御装置が、スライバのドラフトを変化させるために予備制御装置を有しており、ドラフトされたスライバに基づいて、CV値などの品質をあらわす値の複数の測定値を記録でき、しかもこれらの測定値を、練条機を制御するための最適な調節開始点を形成するような最小値を有する関数を求めるために利用できる。最適な調節開始点の算出および調整を改善するために、ドラフトされたスライバに基づきCV値などの品質をあらわす複数の測定値を記録でき、スライバにおける品質をあらわす値の調節開始点を基準にして互いに対応する測定値を1つの品質特性係数にまとめることができ、さらに複数の品質特性係数に基づいて最小値が最適な調節開始点を形成するような関数を求める。
(もっと読む)
繊維製造過程を最適化する方法
方法は、繊維最終製品を製造する繊維製造過程(101)を最適化するために用いられる。製造過程(101)が、要素として少なくとも1つのパラメータ(x1,・・・,xn)を持つパラメータ集合({x1,・・・,xn})を含む数学モデル(102)において製造過程(101)が表現される。パラメータ集合({x1,・・・,xn})のうち、少なくとも1つの変化パラメータ(xi)が、モデル(102)においてそれぞれ1つの変化(Δxi)だけ変化される(106)。少なくとも1つの変化(Δxi)が最終製品の財政的価値(P)に及ぼす影響が評価される(108)。評価(108)の出力に関係して、少なくとも1つの変化(Δxi)が製造過程(101)へ受け継がれる(109)。 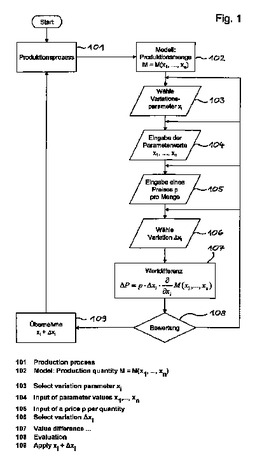 (もっと読む)
(もっと読む)
紡績機
【課題】装置の据付以降でも圧力検出手段のキャリブレーションが可能であり、圧力異常の正確な検出が可能な紡績機を提供する。
【解決手段】紡績機としての精紡機は、第1ブロック91と、第2ブロック92と、空気圧シリンダ80と、旋回流発生室25と、圧力センサ63と、ユニットコントローラ32と、を備える。第1ブロック91は、繊維束に旋回空気流を作用させる空気紡績ノズル19を有する。第1ブロック91の下流側に設けられる第2ブロック92は、繊維束が走行する中空ガイド軸体20を有する。空気圧シリンダ80は、2つのブロック91,92を離間及び接触させる。圧力センサ63は、繊維束に撚りを与えるために2つのブロック91,92の間に形成される旋回流発生室25の圧力を検出する。ユニットコントローラ32は、空気圧シリンダ80により旋回流発生室25が開放された時に、圧力センサ63のキャリブレーションを行う。
(もっと読む)
繊維機械
【課題】パッケージ径の検査精度に限界があるだけでなく、パッケージ径の不良な満巻パッケージを生産するユニットを特定しようとしても、どのような大きさのパッケージ径の満巻パッケージが、どの巻取りユニットで形成されたか不明で、追跡調査ができなかった。
【解決手段】紡績機1に、満巻パッケージ45のパッケージ径情報を検出する回転角度検出センサ99と、そのパッケージ径情報が検出された満巻パッケージ45を特定する対応ユニット特定手段(信号発信部41a、信号受信部41b、玉揚台車コントローラ40、信号受信部21a、信号発信部21b、ユニットコントローラ20)と、紡績ユニット2で形成された満巻パッケージ45の径情報を検出する回転角度検出センサ99と、満巻パッケージ45のパッケージ径情報と、その満巻パッケージ45を形成した紡績ユニット2のユニット番号とを、関連付けて記憶するコントロールマスタ50と、を備える。
(もっと読む)
異常錘特定装置および紡績機
【課題】毛羽変動異常の監視において、毛羽変動異常の判定精度を高めようと判定条件を厳しくすれば、糸品質上差し支えのない変動部位まで、切除すべき異常部位として扱うことになってしまう。
【解決手段】異常錘特定装置10に、各錘のHD値(糸太さの分散)を算出する単錘偏差算出手段11と、AHD値(全錘平均のHD値)を算出する全錘偏差算出手段12と、各錘のHD値が、AHD値を基準とする許容範囲を超えたか否かを判断する逸脱有無判断手段13と、同一の錘のHD値が2回連続して、許容範囲を越える場合に、その錘に糸物性異常が発生したと判定する錘間糸物性異常判定手段14と、各錘でHD値の移動平均したHDA値を算出する平均単錘偏差算出手段15と、HDA値が、HDA値の基準値であるHDAS値を基準とした許容範囲を超えたか否かを判断する錘内糸物性異常判定手段16と、を備える。
(もっと読む)
1 - 6 / 6
[ Back to top ]