
Fターム[4L056EB29]の内容
Fターム[4L056EB29]の下位に属するFターム
コンピュータを用いるもの (24)
Fターム[4L056EB29]に分類される特許
1 - 20 / 23
中央装置、情報処理システム、情報処理方法及びプログラム
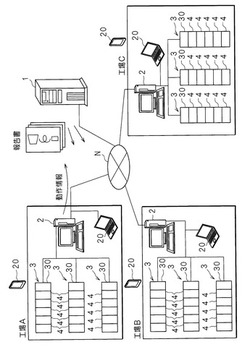
【課題】複数工場に配置された繊維機械の複数の動作情報を記憶でき、また工場別の繊維機械の複数の動作情報及び異常情報を含む報告情報を生成することが可能な中央装置等を提供する。
【解決手段】クライアントコンピュータ2は、工場識別情報、機械識別情報、及び、ユニット識別情報と、繊維機械3及びユニット4の動作状況に関する複数の動作情報をサーバコンピュータ1へ送信する。サーバコンピュータ1は受信した複数の動作情報を、工場識別情報、機械識別情報及びユニット識別情報に対応付けて記憶部に記憶する。サーバコンピュータ1は記憶部に記憶した動作情報が閾値を超える場合に異常と判断する。また、工場識別情報別に、各繊維機械3及び該繊維機械3のユニット4の動作情報と、異常と判断された動作情報を特定する異常情報とを含む報告書を生成する。
(もっと読む)
紡績機及び紡績機における糸の製造を中断する方法

【課題】糸の製造の中断が制御された後に、糸の終端を迅速かつ容易に配置できる方法及び紡績機を提案する。
【解決手段】紡績機は、繊維材3の入口2と繊維材3からつくられた糸5の出口とを有する少なくとも1つの紡績部1と、配送装置6と、引き出す引出装置7と、巻き取り装置8と、少なくとも1つの糸のパラメータを監視する糸監視部9と、を有し、糸の製造は、監視される糸のパラメータについて目標位置から所定の乖離が検出されることにより、及び/又は巻き取り装置8のボビンの交換のために、及び/又は紡績機のスイッチオフの前に、中断され、配送装置6、引出装置7及び巻き取り装置8の送り速度は、糸の製造を中断するために、停止するまで徐々に低下させられ、その低下は、低下が完了した後に、製造された糸5の終端10が、紡績部1の出口4と巻き取り装置8との間に位置するように、設計された制御及び/又は調整装置を有する紡績機。
(もっと読む)
紡績機及び紡績機における糸の製造を中断する方法
【課題】糸の製造の中断が制御された後に、継ぎ合わせ工程を迅速にできる方法を提供する。
【解決手段】紡績機は、繊維材3のための入口2と繊維材からつくられた糸5のための出口4とを有する少なくとも1つの紡績部1と、繊維材を紡績部に送る配送装置6と、紡績部の外へ糸を引き出す引出装置7と、製造された糸を巻き取る巻き取り装置8と、少なくとも1つの糸のパラメータを監視する糸監視部9とを有し、監視される糸のパラメータについて目標位置から所定の乖離が検出されることにより、及び/又は巻き取り装置のボビンの交換のために、及び/又は紡績機のスイッチオフの前に、中断される。配送装置、引出装置及び巻き取り装置の送り速度は、糸の製造を中断するために、停止するまで徐々に低下させられ、その低下は、低下が完了した後に、製造された糸の終端10が、紡績部の中に位置するように、実施される。
(もっと読む)
糸を製造する装置
【課題】糸の撚り形状を変更可能にする。
【解決手段】回転軸に沿って往復運動し、スライバを撚る加撚ローラ6を含む第1の往復加撚ステージと、コアフィラメントをスライバ内に押し込む非往復ローラ7と、コアフィラメントがリングを通過可能にされ、コアフィラメントおよびスライバを、第1の往復加撚ステージを通過する前に非往復ローラ7に向けて通過させるリングガイド8a〜8cであって、スライバが撚られた後にコアフィラメントがスライバの繊維に包囲された状態になるように、コアフィラメントがスライバの中央部内に押し込まれるように配置されたリングガイド8a〜8cと、特定の布に関して望ましい特性を考慮して決められる所望の撚り形状を糸に付与するように、加撚ローラ6の回転速度を変更するようプログラム可能な制御システムとを有する。
(もっと読む)
糸を製造する装置
【課題】糸の撚り形状を変更可能にする。
【解決手段】回転軸に沿って往復運動し、スライバを撚る加撚ローラ6が、往復運動の範囲を変更可能に取り付けられた第1の往復加撚ステージと、コアフィラメントをスライバ内に押し込む非往復ローラ7と、コアフィラメントがリングを通過可能にされ、コアフィラメントおよびスライバを、第1の往復加撚ステージを通過する前に非往復ローラ7に向けて通過させるリングガイド8a〜8cであって、スライバが撚られた後にコアフィラメントがスライバに包囲された状態になるように、コアフィラメントがスライバの中央部内に押し込まれるように配置されたリングガイド8a〜8cと、特定の布に関して望ましい特性を考慮して決められる所望の撚り形状を糸に付与するように、加撚ローラ6の往復運動の範囲を変更するようプログラム可能な制御システムとを有する。
(もっと読む)
繊維機械システム及び繊維機械
【課題】ホストコンピュータを介して通信する必要が無く、しかも機台の配置換えが容易な繊維機械システムを提供する。
【解決手段】自動ワインダシステム70は、複数の自動ワインダ60を備える。自動ワインダ60のそれぞれは、複数の糸巻取ユニット16と、機台制御装置11と、ZigBee端末12と、を備える。機台制御装置11は、前記糸巻取ユニット16の巻取情報を管理し、当該糸巻取ユニット16を制御する。ZigBee端末12は、他の自動ワインダ60が備えるZigBee端末12と直接的に無線通信することが可能である。機台制御装置11は、他の自動ワインダ60が備えた機台制御装置11と、ZigBee端末12による無線通信によって巻取情報を送受信する。
(もっと読む)
精紡機を制御するための方法
【課題】紡出終了過程の間でも高い運転確実性および生産性によりすぐれているような、高い自動化度を有する方法を提供する。
【解決手段】機械制御部21またはオペレータによって入力ユニットを介して多数のコップ交換プロセスプログラムから、紡糸された原料および/または紡出された糸タイプもしくは糸種類および/または紡出された糸番手および/または糸撚りおよび/または機械構成に関連して、妥当なコップ交換プロセスプログラム26が選び出され、該コップ交換プロセスプログラムが、紡出プログラム23により形成された糸に比べてコップ交換プロセス時の糸特性の意図的な変化を実施し、これにより、紡出終了プロセス、ボビン交換過程および/または後続の紡出開始プロセスのために最適に適合された糸特性を達成する。
(もっと読む)
粗紡機における粗糸巻き取り方法
【課題】予定した肩形状の粗糸巻(粗糸パッケージ)を、肩崩れが生じることなく安定して形成することができる粗紡機における粗糸巻き取り方法を提供する。
【解決手段】予め設定された肩形状となるように粗糸を巻き取る際に必要な層チェンジ時の粗糸巻径増加量ΔΦを、粗糸張力検出器の情報から推定し、この推定した粗糸巻径増加量ΔΦを用いてボビンレールの反転位置を決定して粗糸巻を形成する。粗糸巻径増加量ΔΦが粗糸巻径の増加に伴って単調増加すると仮定したΔΦ推定モデルを作成する。そして、粗糸張力検出器から得られる粗糸張力信号に基づいて推定した粗糸巻径増加量ΔΦpと、更新前のモデルで算出した粗糸巻径増加量ΔΦqとの差が小さくなるようにΔΦ推定モデルを更新して、更新後のモデルから粗糸巻径増加量ΔΦを算出する。
(もっと読む)
ヤーンクリアラの検出ヘッドの汚れ検出方法及び検出システム
【課題】素早く正確に光電式ヤーンクリアラのヘッド汚れを検出可能な方法等を提供する。
【解決手段】複数錘からなる機台システムに装備され、各錘における糸品質その他を監視する複数のヤーンクリアラの検出ヘッドの汚れ検出方法であって、特定錘のヤーンクリアラから出力される糸むら信号に基づいて得られる糸太さデータ(φ)、及び/又は糸均斉度データ(CV%)の変化が、監視される糸自身の特性の変化に起因するのか、上記検出ヘッドの汚れに起因するのかを、他の錘のヤーンクリアラから出力される糸むら信号に基づいて得られる糸太さデータ(φ)、及び/又は糸均斉度データ(CV%)との関係から判断するようにした方法とする。
(もっと読む)
糸継ぎ装置および糸継ぎ方法
【課題】 巻取パッケージ側の糸端と給糸側の糸端とを糸継ぎする際に、巻取パッケージの表面を傷めずに巻取パッケージに巻かれた糸欠点部分を確実に捕捉し全て除去可能とする糸継ぎ装置および糸継ぎ方法を提供することである。
【解決手段】 糸継ぎ部材と、巻取パッケージの表面に接近して糸端を吸引して糸継ぎ部材まで案内する糸端捕捉手段1と、巻取パッケージを糸解舒方向に回転させる逆転手段2とを備えて、前記糸端捕捉手段1を、巻取パッケージの表面に接近して糸端を吸引する捕捉位置1Bと、糸の不良部分を連続吸引する吸引位置1Cと、吸引した糸端を糸継ぎ部材まで案内する待機位置1Aとに移動自在とする糸継ぎ装置Pとし、前記吸引位置1Cを巻取パッケージPW1から離れた位置とする糸継ぎ方法とした。
(もっと読む)
自動ワインダー装置、および自動ワインダー装置における玉揚機の制御方法
【課題】自動ワインダー装置において、相互干渉位置に存する二台のユニットから玉揚げ処理の要求が出された場合でも、玉揚機を無駄なく走行移動させて、作業効率良く玉揚げ処理を実行できるようにすることにある。
【解決手段】ユニット2・2の満管パッケージ作成の進捗状況と、各玉揚機4a・4bの現在位置からユニット2・2までの距離との二つの要素を判断基準として、両玉揚機4a・4bの走行を制御する。これにて、相互干渉位置に存する二台のユニット2・2から玉揚げの処理要求が出された場合においても、ユニット2・2に対する玉揚機4a・4bの玉揚げ処理の優先順位を予め決定したうえで、両玉揚機4a・4bを一定の距離を置いて走行移動させることができるので、玉揚機4a・4bが他の玉揚機4a・4bに近付いてから停止・反転走行するように、玉揚機4a・4bが無駄に走行する不具合を確実に排除することができる。
(もっと読む)
糸巻取装置及び糸巻取方法
【課題】トラバース装置によって糸を綾振りしながらボビンに巻き取る糸巻取装置において、リボンを有効に防止できるとともに、糸解舒時の糸切れ(ラッチング)の生じにくいパッケージを形成できる構成を提供する。
【解決手段】重なりの強いリボンが発生する危険ワインド数に接近するまでは、通常の巻取綾角WA1を含む所定範囲内に綾角を維持しつつ巻き取る(ステッププレシジョン巻)。そして、パッケージ径の増大に伴ってワインド数が前記危険ワインド数に接近すると、綾角が上記範囲から減少側に外れて小さい綾角WA2となるように、トラバース速度を急減少させる。そして、当該小さくなった一定の綾角WA2を含む所定範囲内に綾角を維持しつつ巻き取り、その後、トラバース速度を急増大させて、前記危険ワインド数を飛び越えて元の綾角WA1側に戻すように制御する。
(もっと読む)
糸処理装置の作業台車の制御方法、および糸処理装置
【課題】糸処理装置における作業台車の制御方法であって、相互干渉位置に存する二台のユニットからサービス処理が出された場合でも、作業台車を無駄なく走行移動させて、作業効率良くユニットに対するサービス処理を実行できるようにする。
【解決手段】ユニット2および作業台車4a・4bの幅寸法に基づいて、両作業台車4a・4bが近付いたときに相互に干渉し合い、同時的な作業処理が不可能となる領域を、「干渉エリア」として規定する。そして、二台のユニット2からサービス処理要求が出されると、作業台車4a・4bの走行移動に先立って、かかる干渉エリアを基準として、相互干渉状態に至っているか否かを判定し、相互干渉状態に至っていると判定した場合には、各作業台車4a・4bの現在位置から、処理要求ユニット2・2までの距離を測定し、処理要求ユニット2までの距離が短い一方の作業台車4a・4bによるサービス処理を優先的に実行させる
(もっと読む)
繊維機械
【課題】繋ぎ目の状態などを簡単にチェックできるように糸継ぎ動作を制御するチェックモードを有する。
【解決手段】給糸側からの糸Yを巻き取る巻取り手段5と、糸欠点を検出する手段32と、この糸欠点検出手段32で糸欠点を検出したときに、糸欠点を切断、除去して給糸側及び巻取側の各糸端Y1,Y2を繋ぐ糸継ぎ手段7とを備え、巻取り手段5及び糸継ぎ手段7の動作を司る制御手段15を備え、この制御手段15は、糸継ぎ手段7による各糸端Y1,Y2の糸継ぎ動作の途中又は終了後に、糸継ぎ手段7及び巻取り手段5の動作を中止するよう制御するチェックモードを有している。
(もっと読む)
繊維機械
【課題】走行する糸の糸欠点を除去する繊維機械において、ドラムの回転速度のように真の糸速とは比例関係にない速度を利用して、糸速を求める構成とすると、実際の糸速とは乖離した値を糸速として扱うことがあり、この糸速情報を前提として糸欠点検出装置に糸の長さを判断させると、糸欠点の判断を誤らせることになる。
【解決手段】走行する糸3の糸速を直接に検出する糸速センサー7と、走行する糸3の糸欠点を検出する糸欠点検出装置8と、糸速センサー7および糸欠点検出装置8を通過した後の糸3を巻き取る綾振りドラム10と、を備えるワインディングユニット1であって、糸欠点検出装置8は、時系列に得られた糸太さの時間変化データDTを、前記糸速の検出値に基づいて、糸太さの長さ変化データDLに変換するデータ変換部82bと、この糸太さの長さ変化データDLに基づいて、糸欠点の有無を判定する糸欠点判定部82dと、を備える。
(もっと読む)
精紡機及び、精紡機でのヤーン若しくは飾撚り糸を製造する際に糸特性を調整するための方法
【課題】精紡機でのヤーン若しくは飾撚り糸を製造する際に糸特性を調整するための方法であって、ヤーン若しくは飾撚り糸の製造時に通常は一定の撚り及び一定の延伸を与え、この場合にスピンドル128及び延伸シリンダー140,160,180を一定の回転数比で駆動する形式のものにおいて、公知技術の欠点を避ける。
【解決手段】スピンドル始動の後の周期区分(A)で所定の応用目的に適合させて精紡プログラムを調整し、このために、スライバー内の一定の延伸、及び形成されたヤーン若しくは飾撚り糸内の一定の撚りを生ぜしめる標準の精紡プログラムを変化させ、これによって高い運転確実性の達成のために、殊に連続した製造の達成するために、目下の製造条件に依存して一時的にスライバー若しくは糸の撚り及び/又は延伸を異ならせて調整してある。
(もっと読む)
紡機におけるドラフト装置の制御方法及び制御装置
【課題】起動時における糸むらの発生を抑制することができる紡機におけるドラフト装置の制御方法を提供する。
【解決手段】ドラフト装置11は、フロントボトムローラ12、ミドルボトムローラ13及びバックボトムローラ14がそれぞれ独立して駆動モータ15,16a,16b,17a,17bにより駆動される。そして、少なくとも機台停止過程において、ドラフト装置11のブレーキドラフト比が定常運転時の所定の値より負荷トルクを低減するように変更される。機台の再起動過程において機台停止過程に変更されたブレーキドラフト比が元の値に復帰するように制御される。ブレーキドラフト比の変更は、ミドルボトムローラ13の速度を変更することにより行われる。
(もっと読む)
コアヤーン紡績における芯糸検出方法及び装置
【課題】コアヤーン内の芯糸の有無を確実に検知して、芯糸のないコアヤーンの製造を防止する。
【解決手段】
芯糸Fの周囲に繊維束Sを巻き付けてコアヤーンCを製造する方法において、紡績開始後の所定時間、芯糸Fの含有率を通常紡績時より変化させたコアヤーンCを紡出して、芯糸Fの有無を検出するようにした。延伸した弾性糸の芯糸からなるコアヤーンCを紡出して、このコアヤーンCを弛ませることによるコアヤーンの太さの変化に基づいて芯糸の有無を検出しても良い。
(もっと読む)
紡機における機台管理方法
【課題】紡機の必要箇所を繰り返し撮影し、その撮影データを蓄積し、表示機に表示させることによって管理を行うようにした紡機の機台管理方法を提供する。
【解決手段】リング精紡機1の長手方向に移動可能な移動清掃装置2にリング精紡機1に向けた撮影器26、27、28を設置し、リング精紡機1の長手方向に並列して設けられた多数の紡出部に沿って移動清掃装置2を所定の時間を空けて巡回させ、移動清掃装置2の巡回中に撮影器26、27、28でリング精紡機1を撮影し、巡回において撮影した撮影データを複数のリング精紡機1に接続した主制御装置36又はリング精紡機1に備えた機台制御装置29、30、31の記憶装置37に蓄積し、撮影データを画像データとして又は撮影データから得られた分析データとして表示機40に表示する。
(もっと読む)
巻取り装置の速度制御方法及び速度制御装置
【課題】線速度一定制御を行う巻取り装置において、安定した線速度一定制御を実現し、制御精度の要求を満足させる。
【解決手段】巻取り装置の速度制御装置は、速度センサ10の線速度検出値に対応する周波数検出値Fbと与えられた線速度指令値に対応する周波数指令値Finとが実質的に同一となるようにPID演算を行うPID演算部52と、電動機11の回転速度が低速になる程、PID演算結果が小さくなるように出力周波数Foutの大きさに依存してPID演算結果を補正するPID演算結果補正部54(前回周波数入力部60、減算部61、周波数依存演算部62、リミッタ部63、及び加算部64)とを有する。補正後のPID演算結果は、出力周波数Foutとして電動機11に出力される。
(もっと読む)
1 - 20 / 23
[ Back to top ]