
Fターム[4L056EC02]の内容
紡績及び撚糸 (4,539) | 検出、制御の対象、内容、時期 (328) | 糸、巻体に関するもの (101) | 切断 (21)
Fターム[4L056EC02]に分類される特許
1 - 20 / 21
紡績機
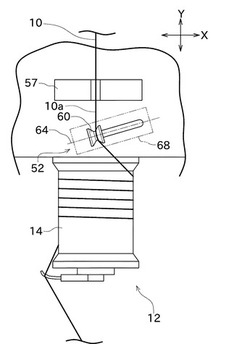
【課題】紡績機において、紡績糸のテンションを精度良く検出できる構成を提供する。
【解決手段】スピニングセンサ52は、紡績装置と巻取装置との間で、走行する紡績糸10のテンションを検出する。またスピニングセンサ52は、走行する紡績糸10を接触させる糸ガイド60と、糸ガイド60に加わった力に応じた信号を出力する歪みセンサと、を備える。糸ガイド60は、少なくとも紡績糸10に接触する部分において、軸線64に直交する断面における断面輪廓形状が略円弧状に形成されている。糸ガイド60の上流側の紡績糸10aの糸道に平行な方向をY軸方向、ドラフトローラの軸方向に平行な方向をX軸方向、Y軸方向及びX軸方向に直交する方向をZ軸方向とする。Z軸方向で見たときに、糸ガイド60の軸線64は、Y軸方向に対して斜めに配置されている。
(もっと読む)
紡績糸を製造する装置

【課題】繊維が常に同じ方法で入り口開口に入ること、及びローラコット、エプロンの寿命を延ばすこと。
【解決手段】紡績糸1を製造するための装置であって、コンデンサ19及びエアジェット集合体4を駆動機構を介してドラフト装置3のローラー対7,8;9,10;11,12の幅を横切って綾振りさせるための綾振り装置25を含むものにおいて、エアジェット集合体が繊維ストランド15に対して同期して綾振りすること、及びドラフト装置から外に出る繊維が同じ方式でエアジェット集合体の入口開口21に入ることを確実にするように配置されており、個々の紡績位置で糸切れが起こった場合に不完全ドラフトを避けるために個々の紡績位置のドラフト装置を停止させるための手段が与えられており、綾振り運動を中断するための手段が与えられており、この手段は、糸切れが起こった個々の単一の紡績位置で綾振り運動を個別に中断するように適合されている。
(もっと読む)
繊維製造過程を最適化する方法
方法は、繊維最終製品を製造する繊維製造過程(101)を最適化するために用いられる。製造過程(101)が、要素として少なくとも1つのパラメータ(x1,・・・,xn)を持つパラメータ集合({x1,・・・,xn})を含む数学モデル(102)において製造過程(101)が表現される。パラメータ集合({x1,・・・,xn})のうち、少なくとも1つの変化パラメータ(xi)が、モデル(102)においてそれぞれ1つの変化(Δxi)だけ変化される(106)。少なくとも1つの変化(Δxi)が最終製品の財政的価値(P)に及ぼす影響が評価される(108)。評価(108)の出力に関係して、少なくとも1つの変化(Δxi)が製造過程(101)へ受け継がれる(109)。 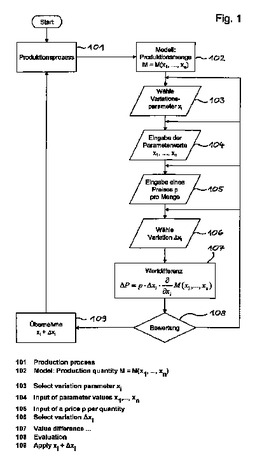 (もっと読む)
(もっと読む)
紡機の糸切れ検出装置
【課題】糸継ぎ作業の邪魔にならず、保全作業性の良い紡機の糸切れ検出装置を提供する。
【解決手段】リングプレート11の上面にはトラベラ13を検知する検知部14aを備えたセンサ14がリングプレート11の後側に設けられている。センサ14の検知信号を処理して糸切れの有無を判断するCPU15を備えた制御基板16がリングプレート11の前側に設けられている。センサ14とCPU15とはリングプレート11の下面側に配置されたフレキシブル配線22,27や制御基板16及び信号伝達用基板17上の信号配線を介して電気的に接続されている。制御基板16及び信号伝達用基板17は、リングプレート11の前壁11bに固定されるとともにリングプレート11に沿って延びる収容部24aを備えた支持部材24に支持されている。
(もっと読む)
繊維機械における製造過程を監視する方法
紡糸機のような繊維機械において、原材料が、製造過程において複数の処理段階において中間製品となるように処理され、最終製品が製造される時、製造過程を監視する方法が使用される。原材料、中間製品及び/又は最終製品のパラメータ(301,303,312,393)が少なくとも2つの異なる処理段階で測定され、データベース(300)に記憶されかつ索引ファイル(3002)においてリンクされる。こうして1つのロットの用いられる品質が、ロットの必要な品質としても表すことができるロットの品質にできるだけ近くなって、供給合意のために規定される糸品質を提供する。 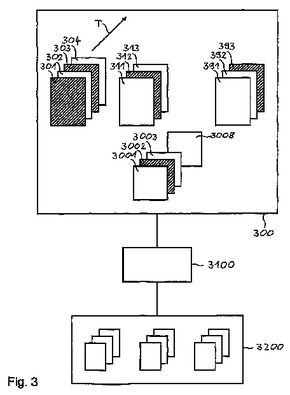 (もっと読む)
(もっと読む)
撚線形態の繊維材料を引き伸ばす練篠機構を有する紡績用前処理機のためのまたは該前処理機における装置
【課題】空間が限られる場合に簡素な手段により間隔センサの配置を可能とし、且つ、検知対象表面に対する間隔センサの優れた結合または協働を可能にする。
【解決手段】装置は、一方のローラは移動不能に配置され且つ他方のローラは該一方のローラから離間移動可能に配置されると共に相互に当接して押圧されるべく配置された一対の測定ローラと、各ローラの内の一方のローラのための保持要素に対して結合された対応表面(検知対象表面)からの間隔を測定する非接触式間隔センサとを有しており、間隔センサ(9、25;47;57、571、572;60)は、他方のローラ(7、8;15、16;42、43)のための保持要素(52、52b、53a、53b)に結合され、且つ、間隔センサ(9、25;47;57、571、572;60)および対応表面(53';59)は、各保持要素(52、52b、53a、53b)の側面であって相互に臨むという側面上に夫々配置される。
(もっと読む)
撚線形態の繊維材料を引き伸ばす練篠機構を有する紡績用前処理機のためのまたは該前処理機における装置
【課題】空間が限られる場合に簡素な手段により間隔センサの配置を可能とし、且つ、検知対象表面に対する間隔センサの優れた結合または協働を可能にする。
【解決手段】装置は、一方のローラは移動不能に配置され且つ他方のローラは該一方のローラから離間移動可能に配置されると共に相互に当接して押圧されるべく配置された一対の測定ローラと、各ローラの内の一方のローラのための保持要素に対して結合された対応表面(検知対象表面)からの間隔を測定する非接触式間隔センサとを有しており、間隔センサ(9、25;47;57、571、572;60)は、ローラ(7、8;15、16;42、43)のための保持要素(52、52b、53a、53b)に対して一体化される。
(もっと読む)
糸状態検知装置、及び、これを備えた繊維機械
【課題】走行する糸の状態が正常状態にあるか、糸切れ状態にあるか、過テンション状態にあるか、を安価かつ簡素な構成で検知する技術を提供する。
【解決手段】ヤーンフィーラ16は、走行する合糸Yの状態を検知する装置であって、回路遮断状態と回路短絡状態の二つの状態を有するセンサ本体32を備える。走行する合糸Yの状態が正常状態と、糸切れ状態又は過テンション状態と、の間で切り替わることにより、センサ本体32の状態が回路遮断状態と回路短絡状態の間で切り替わる。
(もっと読む)
繊維機械の延伸システム、例えば練篠機、カード機、コーマにおいて少なくとも一つの移動する繊維スライバを監視する監視装置
【課題】繊維スライバの破断または停止を短時間で確実に監視することのできる単純な監視装置を提供する。
【解決手段】繊維機械の延伸システム、例えば練篠機、カード機、コーマにおいて少なくとも一つの移動する繊維スライバを監視する監視装置であって、移動する繊維スライバに接触して位置決めされる監視要素を使用しており、少なくとも一つの繊維スライバを延伸システムまで供給する供給装置の近傍または供給装置内に配置されるという監視装置であって、前記繊維スライバ(7、7a〜7f)のための監視要素(12)は、テンションが掛けられた前記繊維スライバ(7、7a〜7f)により偏向されるよう配置された偏向要素(12b、12b1〜12b6)を含んでおり、前記繊維スライバ(7、7a〜7f)のテンションが喪失したときには、前記偏向要素はスイッチ動作を開始する、監視装置が提供される。
(もっと読む)
リング精紡機の複数の作業個所を監視する装置及び方法
リング精紡機(1)の複数の作業個所(3〜5)を監視する装置は、糸(22)の継続処理機(2)に設けられている少なくとも1つの糸検査器(25)と、糸検査器(25)に接続される監視装置(17)とを持っている。リング精紡機(1)の作業個所(3〜5)の確実で欠陥のない安価な確認を保証するため、作業個所(3〜5)のそばを通過可能で信号を無接触で受ける検知ヘッド(8)が設けられて、監視装置(17)に接続され、かつ作業個所を監視する第1のセンサ(30)と、作業個所にある糸巻き管(28)のデータを検出する第2のセンサ(31)とを持っている。 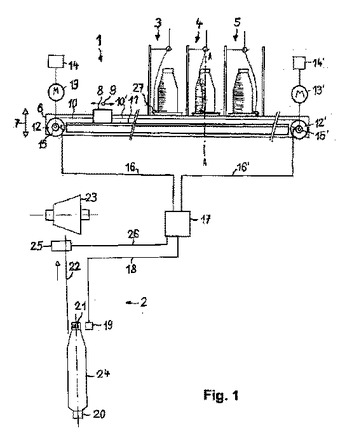 (もっと読む)
(もっと読む)
ワイヤレス接続されたセンサおよびアクチュエータを備える紡績機
本発明は、少なくとも1つのセンサと、少なくとも1つのアクチュエータを備える紡績機であって、前記センサは前記紡績機の動作状態を感知し、該動作状態を特徴づける信号を送出し、該信号は前記アクチュエータに供給され、該アクチュエータは前記信号に応じて措置を開始する、紡績機に関し、このとき少なくとも前記センサ(1)は、前記アクチュエータ(3)と無線接続(2)を介して接続されている。したがって、前記センサと前記アクチュエータの間の導電接続は必要ない。  (もっと読む)
(もっと読む)
繊維機械
【課題】繋ぎ目の状態などを簡単にチェックできるように糸継ぎ動作を制御するチェックモードを有する。
【解決手段】給糸側からの糸Yを巻き取る巻取り手段5と、糸欠点を検出する手段32と、この糸欠点検出手段32で糸欠点を検出したときに、糸欠点を切断、除去して給糸側及び巻取側の各糸端Y1,Y2を繋ぐ糸継ぎ手段7とを備え、巻取り手段5及び糸継ぎ手段7の動作を司る制御手段15を備え、この制御手段15は、糸継ぎ手段7による各糸端Y1,Y2の糸継ぎ動作の途中又は終了後に、糸継ぎ手段7及び巻取り手段5の動作を中止するよう制御するチェックモードを有している。
(もっと読む)
異常錘特定装置および紡績機
【課題】毛羽変動異常の監視において、毛羽変動異常の判定精度を高めようと判定条件を厳しくすれば、糸品質上差し支えのない変動部位まで、切除すべき異常部位として扱うことになってしまう。
【解決手段】異常錘特定装置10に、各錘のHD値(糸太さの分散)を算出する単錘偏差算出手段11と、AHD値(全錘平均のHD値)を算出する全錘偏差算出手段12と、各錘のHD値が、AHD値を基準とする許容範囲を超えたか否かを判断する逸脱有無判断手段13と、同一の錘のHD値が2回連続して、許容範囲を越える場合に、その錘に糸物性異常が発生したと判定する錘間糸物性異常判定手段14と、各錘でHD値の移動平均したHDA値を算出する平均単錘偏差算出手段15と、HDA値が、HDA値の基準値であるHDAS値を基準とした許容範囲を超えたか否かを判断する錘内糸物性異常判定手段16と、を備える。
(もっと読む)
撚糸合糸機
【課題】
撚りが付与された糸を合糸して巻き取る撚糸合糸機において、合糸本数を変更可能にする。
【解決手段】
それぞれがスピンドルと該スピンドルを駆動するスピンドル駆動装置とを備えるとともに、当該スピンドルが個別に駆動制御可能に構成された複数の撚糸ユニットと、複数の撚糸ユニットのうち選択された2以上の撚糸ユニットである撚糸ユニット組で加撚された糸を合糸する合糸装置と、を備え、合糸された糸を巻き取るスピンドル単錘駆動形式の撚糸合糸機において、前記複数の撚糸ユニットを制御する制御装置と、合糸される糸の本数を前記制御装置に入力するための合糸本数入力手段と、を備え、前記制御装置は、前記合糸本数入力手段を介して入力された合糸本数に基づいて、前記撚糸ユニット組に属する撚糸ユニットの組み合わせを選択し、前記撚糸ユニットのスピンドルを当該組み合わせ毎にまとめて駆動制御する。
(もっと読む)
紡機における機台管理方法
【課題】紡機の必要箇所を繰り返し撮影し、その撮影データを蓄積し、表示機に表示させることによって管理を行うようにした紡機の機台管理方法を提供する。
【解決手段】リング精紡機1の長手方向に移動可能な移動清掃装置2にリング精紡機1に向けた撮影器26、27、28を設置し、リング精紡機1の長手方向に並列して設けられた多数の紡出部に沿って移動清掃装置2を所定の時間を空けて巡回させ、移動清掃装置2の巡回中に撮影器26、27、28でリング精紡機1を撮影し、巡回において撮影した撮影データを複数のリング精紡機1に接続した主制御装置36又はリング精紡機1に備えた機台制御装置29、30、31の記憶装置37に蓄積し、撮影データを画像データとして又は撮影データから得られた分析データとして表示機40に表示する。
(もっと読む)
たとえばフラット・カード、ローラ・カード、練篠フレームなどの紡績用前処理機において少なくとも一本のスライバを監視する装置
【課題】スライバの破断を確実に監視する。
【解決手段】たとえばフラット・カード、練篠フレームなどの、少なくとも一本のスライバが通過するローラ・ニップを形成する2個の回転ローラを有する紡績用前処理機にて少なくとも一本のスライバを監視する装置において、上記スライバの存在を監視する光学的監視機構(センサ)が上記各ローラの近傍に配備される。構造的に簡素な様式で信頼性高く且つ故障無しでスライバ破断を監視できるようにするために、上記センサ機構は、各ローラの周面に対する夫々の共有接線であって上記スライバの進行方向に対して概ね直交して配置された夫々の共有接線の間の領域内に配置され、且つ、上記センサの光路は上記各ローラの夫々の回転軸に対して平行に延在する。
(もっと読む)
クリール装置における糸切れ検出装置のアドレス設定方法およびクリール装置における糸切れ検出装置
【課題】クリール装置1において、ディップスイッチ等のハード的なアドレス設定器を設けずに、各制御器11によるアドレス設定動作を順次自動的に行われるようにする。
【解決手段】給糸体2の支持部材3a毎の複数の糸切れセンサ9に対応して設けられ直列接続された複数の制御器11とク−ル装置1全体の糸切れを監視するための中央処理装置12とを接続してなる糸切れ検出装置10において、中央処理装置12は、最上流側の制御器11に、アドレス情報を含む信号を出力する。最上流側の制御器11は、入力信号に基づいて自らのアドレスを認識・記憶すると共に、入力した信号の情報を基に所定の演算規則に従って下流側の後続の制御器のアドレス情報を求め、このアドレス情報を含む信号を下流側の後続の制御器11に出力する。これにより、各制御器11は、下流側の後続のすべての制御器に対し順次アドレスを設定する。
(もっと読む)
繊維機械
【課題】 糸欠点の発生した状況に応じて、糸継台車による糸欠点の除去及び糸継作業が糸の無駄なく効率よく行えるようにする。
【解決手段】 複数の糸処理ユニット2と、その並べられる方向に走行可能な糸継台車3を備える。糸処理ユニット2は、糸欠点を検出し且つその種類を判別可能なヤーンクリアラ52を備える。糸継台車3は、各糸処理ユニット2についての糸欠点の有無及び糸欠点の種類、巻取パッケージ45の径の情報を取得可能に構成している。糸継台車3は糸欠点の発生した糸処理ユニット2に対し口出しを行うが、この際、サクションマウス46が巻取パッケージ45に接近して吸引を開始してから糸継装置43に糸を案内するまでの時間や、巻取パッケージ45を糸解舒方向に回転させる逆転ローラ55の速度を、検出された糸欠点の種類や糸欠点発生時の巻取パッケージ45の径に応じて異ならせる。その後、糸継装置43で糸欠点の除去及び糸継ぎを行う。
(もっと読む)
紡績機の生産能率を最適化する方法
紡績機の出力を、糸切れの数に関して各個々の紡績点で別個に監視すること及び最適化された生産速度に各個々の紡績点を調整することにより、最適化するための方法が開示される。エアジェット紡績機においては、送出された圧縮空気もまた、それぞれの生産速度に関して調整される。 (もっと読む)
エアジェットスピニング法における一定の接合材料
本発明は、繊維束(2)を延伸するためのドラフト機構(1)を始動する方法に関する。このためにドラフト機構(1)は、少なくとも1つの前方のローラ対(3)と、ニップライン(5)を有する後方のローラ対(4)とを備えており、この場合ドラフト機構(1)を始動するために繊維束端部(6)が提供されるようになっている。本発明によれば、ドラフト機構(1)の始動時に、前方のローラ対(3)の回転数経過および後方のローラ対(4)の回転数経過において加速からの進入過程が終了していて、はじめて繊維束端部(6)が後方のローラ対(4)のニップライン(5)に進入する。 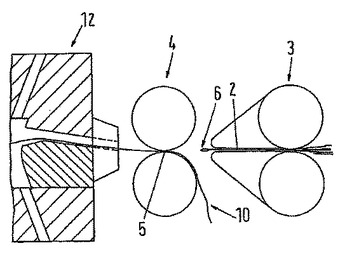 (もっと読む)
(もっと読む)
1 - 20 / 21
[ Back to top ]