
Fターム[4L056FB01]の内容
Fターム[4L056FB01]に分類される特許
1 - 17 / 17
繊維機械用のエンクロージャ
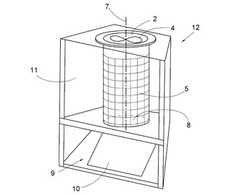
【課題】冷却のために必要となる供給空気が、フィルタの汚れによって減少しないようにする。
【解決手段】供給空気用の開口2と、排空気用の開口3と、供給空気用の開口2を通じてエンクロージャ1内に供給空気を強制圧送するための通風機4と、供給空気を清浄化するためのフィルタスクリーン5とを有し、フィルタスクリーン5は、1つの円筒状のアッセンブリ6の外周面として形成されており、供給空気用の開口2は、円筒状のアッセンブリ6の上面の範囲に配置されており、通風機4は、供給空気用の開口2の範囲に、通風機4がフィルタスクリーン5を通じてエンクロージャ1内へ空気を押し込むように配置されかつ構成されている。
(もっと読む)
紡績ユニット及び紡績機

【課題】整備等を行なう際には空気アクチュエータによって紡績部を移動可能としつつ、紡績糸を製造する際にはドラフトユニット部に対する紡績部の位置や該紡績部を構成するスピンドル等の位置がズレない紡績ユニットを提供する。
【解決手段】繊維束Fを牽伸するドラフトユニット部2と、前記ドラフトユニット部2によって牽伸された繊維束Fを撚る紡績部3と、前記ドラフトユニット部2から離間する方向に前記紡績部3を移動可動とする空気アクチュエータ38と、前記ドラフトユニット部2に近接する方向に前記紡績部3を移動可能とする弾性部材39と、を備える、とした。
(もっと読む)
紡績ユニット及び紡績機
【課題】吸込口部による紡績糸の糸端の予期せぬ吸い込みを防止する。
【解決手段】紡績ユニット2は、紡績糸10を供給する空気紡績装置9と、紡績糸10をパッケージ45に巻取る巻取装置28と、糸継ぎを行うスプライサ43と、パッケージ45から紡績糸10の糸端をサクションマウス104によって捕捉して、捕捉した紡績糸10の糸端をスプライサ43の糸継位置へ案内するサクションマウスモジュール46と、サクションマウス104を移動可能とするカム駆動機構53と、を備える。カム駆動機構53は、少なくとも、サクションマウス104の位置を、パッケージ45から紡績糸10の糸端を捕捉する捕捉位置、捕捉した糸端をスプライサ43の糸継位置へ案内する案内位置、及び、案内位置よりも捕捉位置から離れた位置であり、且つ、案内位置よりも、空気紡績装置9と巻取装置28との間の糸道から離れた退避位置、に移動させる。
(もっと読む)
紡績機
【課題】糸継台車3の走行時に配線保護案内装置15が第一案内板21、第二案内板22及び第三案内板23の各継ぎ目に引っかかることがない紡績機1を提供するものである。
【解決手段】複数の紡績ユニット2と、複数の紡績ユニット2に沿って走行可能に設けられ、前記複数の紡績ユニット2に対して作業を行う作業台車である糸継台車3と、糸継台車3に接続される配線47を保護し、糸継台車3に追従するように構成される配線保護案内装置15と、糸継台車3の走行方向に隣接するように配置され、配線保護案内装置15を案内する複数の第一案内板21等と、複数の第一案内板21等のうち隣接する案内板の一部、及び隣接する第一案内板21等の間に形成される継ぎ目の少なくとも一部を覆うカバー30と、を具備する。
(もっと読む)
糸巻取機及び糸巻取ユニット
【課題】巻き取り開始直後の糸速度を正確に取得可能な糸巻取機を提供する。
【解決手段】精紡機は、巻取装置13と、紡績装置9と、ロータリエンコーダ機構と、糸継装置43と、継目モニタ47と、台車制御部と、を備えている。巻取装置13は、パッケージ45に紡績糸10を巻き取る。紡績装置9は、巻取装置13に紡績糸10を供給する。ロータリエンコーダ機構は、パッケージ45の回転速度を検出するためのものである。糸継装置43は、紡績装置9とパッケージ45との間の紡績糸10を糸継ぎして継ぎ目99を形成する。継目モニタ47は、紡績糸10の走行方向で糸継装置43の下流側に配置され、継ぎ目をモニタする。台車制御部は、ロータリエンコーダ機構の検出結果に基づいて取得した紡績糸10の走行速度と、継目モニタ47によるモニタ結果と、に基づいて、糸継装置43が形成した継ぎ目が正常であるか否かを判断する。
(もっと読む)
中空ガイド軸体ユニット、空気紡績装置及び紡績機
【課題】中空ガイド軸体の位置決めをスムーズに行えるとともに、当該中空ガイド軸体の交換の作業性を向上できる空気紡績装置を提供する。
【解決手段】紡績装置9が備えるスピンドルユニット35は、スピンドル24と、ホルダ本体152と、ロック部材153と、バネ部183と、を備える。スピンドル24は、撚られた繊維束が挿入される先端部30と、前記先端部30から挿入された繊維束が通過する繊維通路85と、を有する。ホルダ本体152は、スピンドル24を支持する。ロック部材153は、スピンドル24をホルダ本体152に対して機械的に連結する。バネ部183は、スピンドル24がロック部材153によりホルダ本体152に対して機械的に連結された状態で、当該スピンドル24の先端部30が移動できる範囲である可動範囲において当該先端部30を一側に変位させるように、スピンドル24に作用させる力を発生させる。
(もっと読む)
綾巻きパッケージ交換装置を運転する方法ならびに綾巻きパッケージ交換装置
【課題】綾巻きパッケージ交換装置を運転する方法であって、綾巻きパッケージ交換装置は、自動で、綾巻きパッケージを製造する繊維機械の作業部に対して機能し、作業部に対して機能するために様々な操作装置、特に旋回可能で移動可能に支承された、ヤーンリザーブを形成するためのヤーン処理エレメントを備えているものを改良して、綾巻きパッケージを製造する繊維機械の作業部の設置位置のずれを問題なく迅速かつ精確に求めるものを提供する。
【解決手段】綾巻きパッケージ交換装置23を、少なくとも綾巻きパッケージを製造する繊維機械1の最初の運転前に、繊維機械1の作業部2に順次位置決めし、測定装置によって、作業部2の設置位置を測定し、求めた値を、作業部2においてヤーン処理エレメント20をあとで精確に位置決めするために準備する。
(もっと読む)
精紡スピンドルまたは撚糸スピンドルのためのロック装置
【課題】極めて安定的でかつ信頼性が良いだけでなく、その製造も廉価になるような、精紡スピンドルまたは撚糸スピンドルのためのロック装置を提供する。
【解決手段】精紡スピンドル1のスピンドル上側部分2が、回転可能にスピンドル下側部分3内に支承されており、該スピンドル下側部分が、スピンドルレールに固定可能なフランジを備えており、該フランジに当該ロック装置12が取り付けられており、該ロック装置が、ホルダ14と、旋回可能に支承されたロックフラップ15とから成っており、ホルダの後壁の範囲が、ロックフラップ15を収容するための第1の上側の切欠き17と、固定手段を収容するための第2の下側の切欠き18とを有しており、ロックフラップが、組付けエレメント24を備えており、該組付けエレメントによってロックフラップが、ホルダの第1の上側の切欠き17内に旋回運動可能に取付け可能である。
(もっと読む)
繊維製造過程を最適化する方法
方法は、繊維最終製品を製造する繊維製造過程(101)を最適化するために用いられる。製造過程(101)が、要素として少なくとも1つのパラメータ(x1,・・・,xn)を持つパラメータ集合({x1,・・・,xn})を含む数学モデル(102)において製造過程(101)が表現される。パラメータ集合({x1,・・・,xn})のうち、少なくとも1つの変化パラメータ(xi)が、モデル(102)においてそれぞれ1つの変化(Δxi)だけ変化される(106)。少なくとも1つの変化(Δxi)が最終製品の財政的価値(P)に及ぼす影響が評価される(108)。評価(108)の出力に関係して、少なくとも1つの変化(Δxi)が製造過程(101)へ受け継がれる(109)。 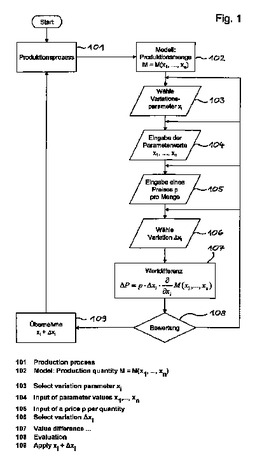 (もっと読む)
(もっと読む)
糸状態検知装置、及び、これを備えた繊維機械
【課題】走行する糸の状態が正常状態にあるか、糸切れ状態にあるか、過テンション状態にあるか、を安価かつ簡素な構成で検知する技術を提供する。
【解決手段】ヤーンフィーラ16は、走行する合糸Yの状態を検知する装置であって、回路遮断状態と回路短絡状態の二つの状態を有するセンサ本体32を備える。走行する合糸Yの状態が正常状態と、糸切れ状態又は過テンション状態と、の間で切り替わることにより、センサ本体32の状態が回路遮断状態と回路短絡状態の間で切り替わる。
(もっと読む)
粗紡機における異常検出装置
【課題】紡出中の粗糸の張力状態が適正張力からずれている場合に、適正張力に調整して紡出を継続する粗紡機において、本来紡出すべき粗糸重量とは違う品質不良の粗糸巻が後工程に供給されるのを抑制する。
【解決手段】異常検出装置は、フロントローラの回転速度を検出可能なフロントローラ回転速度検出手段と、巻き取り回転速度を検出する巻き取り回転速度検出手段とを備えている。また、フロントローラ回転速度検出手段及び巻き取り回転速度検出手段の検出信号に基づいて各層の巻き取り時における実粗糸巻径を算出可能な実粗糸巻径算出手段と、実粗糸巻径算出手段により算出された実粗糸巻径に基づいて粗糸重量異常を検知する粗糸重量異常検知手段とを備えている。
(もっと読む)
たとえば練篠フレーム、フラット・カード、コーミング機械、特に少なくとも2つの被動牽伸システムを有するダブルヘッド練篠フレームなどの紡績用前処理機における装置
【課題】構造が簡素で安価であり、且つ、実効性および効率を相当に高める。
【解決手段】たとえば練篠フレーム、フラット・カード、コーミング機械、特に、牽伸ローラ対を形成する牽伸ローラにより少なくとも一本の繊維スライバを夫々が牽伸する少なくとも2つの被動牽伸システムを有するダブルヘッド練篠フレームであって、上記牽伸ローラを駆動する力伝達手段と、少なくとも一個の駆動モータとを有し、駆動モータと駆動シャフトとの間には電気的に作用可能な継手が存在するというダブルヘッド練篠フレームなどの紡績用前処理機における装置が提供される。構造的に簡素でコスト効率的な様式で実効性および効率を相当に高め得るために、上記モータに対しては夫々の制御可能継手を介して夫々の駆動連鎖が接続され、且つ、上記モータの回転速度は係合および係合解除プロセスに対して減速され得る。
(もっと読む)
繊維機械
【課題】各作業ユニットの状態を高精度に把握することが可能な繊維機械を提供すること。
【解決手段】自動ワインダの巻取ユニット2は、給糸ボビン4、巻取管7、糸継装置14、及び、毛羽伏せ装置13にそれぞれ設けられたICタグ40〜43から照合情報を取得し、その照合情報をユニットコントローラ32に送信するアンテナ35を備えている。そして、複数の巻取ユニット2を監視及び制御するホストコントローラ31は、アンテナ35で取得された情報に基づいて、各巻取ユニット2のICタグ40〜43が正規なものか否かを判断して、正規でない場合には、その巻取ユニット2に対して糸巻取処理を禁止する信号を出力する。
(もっと読む)
作業台車の位置決め機構
【課題】主としてインデックスプレートがレールに接触しないようにすることである。
【解決手段】作業台車1の走行を案内するレール2aと、レール2aに配設されたインデックスブロック4と、作業台車1に設けられ、インデックスブロック4に係合して作業台車1を位置決めするインデックスプレート3とを備え、インデックスプレート3は、作業台車1が走行する際には、インデックスブロック4に係合しないようにレール2aから退避し、作業台車1が停止する際には、レール2aから若干離れた位置まで近接して、インデックスブロック4に係合する。
(もっと読む)
糸処理装置の作業台車の制御方法、および糸処理装置
【課題】糸処理装置における作業台車の制御方法であって、相互干渉位置に存する二台のユニットからサービス処理が出された場合でも、作業台車を無駄なく走行移動させて、作業効率良くユニットに対するサービス処理を実行できるようにする。
【解決手段】ユニット2および作業台車4a・4bの幅寸法に基づいて、両作業台車4a・4bが近付いたときに相互に干渉し合い、同時的な作業処理が不可能となる領域を、「干渉エリア」として規定する。そして、二台のユニット2からサービス処理要求が出されると、作業台車4a・4bの走行移動に先立って、かかる干渉エリアを基準として、相互干渉状態に至っているか否かを判定し、相互干渉状態に至っていると判定した場合には、各作業台車4a・4bの現在位置から、処理要求ユニット2・2までの距離を測定し、処理要求ユニット2までの距離が短い一方の作業台車4a・4bによるサービス処理を優先的に実行させる
(もっと読む)
繊維機械用駆動装置のパワーエレクトロニクス回路の冷却装置及びその冷却方法
【課題】頻度の高いメンテナンスが不要な、可能な限り信頼性が高い繊維機械の作動を可能にする装置及び方法を提供すること。
【解決手段】交流から直流へ変換する少なくとも1つの整流器3と、脈動する直流を抑制する少なくとも1つの中間回路4と、異なる周波数の交流を発生する少なくとも1つのインバータ5と、駆動装置を制御する少なくとも1つの制御回路2とを備えて成る繊維機械の駆動方法において、周波数変換器1を、可能な限り低温に保持し、及び/又は少なくとも部分的に前記繊維機械の高温部から分離配置した。 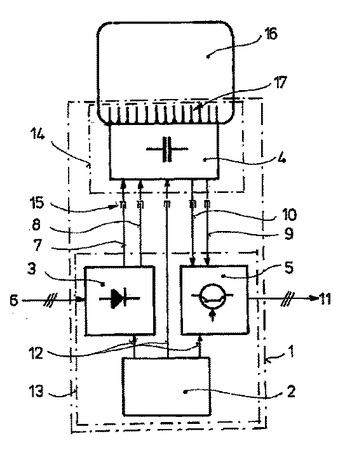 (もっと読む)
(もっと読む)
紡績機の生産能率を最適化する方法
紡績機の出力を、糸切れの数に関して各個々の紡績点で別個に監視すること及び最適化された生産速度に各個々の紡績点を調整することにより、最適化するための方法が開示される。エアジェット紡績機においては、送出された圧縮空気もまた、それぞれの生産速度に関して調整される。 (もっと読む)
1 - 17 / 17
[ Back to top ]