
Fターム[5B057AA04]の内容
Fターム[5B057AA04]の下位に属するFターム
Fターム[5B057AA04]に分類される特許
21 - 40 / 58
干渉確認装置
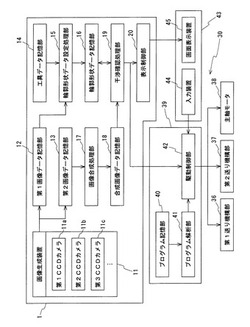
【課題】作業性を損なうことなく、精度良く移動体と構造体との間の干渉を防止することができ、しかも、制御装置から独立して構成することができる干渉確認装置を提供する。
【解決手段】干渉確認装置1は、移動体と構造体とを備える工作機械30に設けられており、複数の撮像部を備え、移動体及び構造体の画像を生成する第1画像生成処理と、移動体の移動領域内の画像を一定時間間隔で生成する第2画像生成処理とを行う画像生成装置11と、第1画像生成処理で得られる画像を基に移動体及び構造体の輪郭形状データを設定する輪郭形状データ設定処理部15と、第2画像生成処理で得られる画像を一定時間毎に合成して1つの画像にする画像合成処理部17と、最新の合成画像及びこの一定時間前の合成画像と、移動体及び構造体の輪郭形状データを基に、移動体停止時の到達位置を推定して移動体と構造体が干渉するか否かを確認する干渉確認処理部19とを備える。
(もっと読む)
非接触三次元計測方法及びその装置

【課題】本発明の目的は、ワークの三次元形状情報の広範囲測定を良好に行うことのできる非接触三次元計測装置を提供することにある。
【解決手段】非接触プローブ12の測定位置を二軸方向に平行移動することによりワーク20を異なる測定位置から分割測定し該分割測定された複数のデータを統合することにより該ワーク20の三次元形状情報を得る広範囲測定を行う非接触三次元計測装置10であって、測定位置に静止した状態で視野に入るワーク20上の各点の位置情報を検出し該測定位置でのデータを得る該プローブ12と、該プローブ12の測定位置を二軸方向に平行移動する位置変更手段16と、該プローブ12の測定位置情報を得る位置検出手段16と、該非接触プローブ12の平行移動量に基づき該隣り合う測定位置で得られた複数データの平行移動方向の位置合わせを行う統合手段18とを備えたことを特徴とする非接触三次元計測装置10。
(もっと読む)
データ出力制御装置
【課題】出力優先度の低い低優先出力データに対して出力優先度の高い高優先出力データを優先的に出力する。
【解決手段】演算装置23により、重要度に応じて定めた出力優先度の高い高優先出力データであるのか、高優先出力データよりも出力優先度の低い低優先出力データであるのかを判断し、高優先出力データを一括して出力するよう制御し、低優先出力データを分割して出力するよう制御し、低優先出力データが出力されている際に、高優先出力データの出力要求がなされた場合には、低優先出力データの出力を一時的に停止させ、高優先出力データを割り込み出力させるよう制御することで実現する。
(もっと読む)
画像処理装置、検査システム、画像処理方法、画像処理プログラム、及び該プログラムを記録したコンピュータ読み取り可能な記録媒体
【課題】超解像処理に要する演算量を削減する。
【解決手段】本発明の制御装置6は、n枚の撮像画像データから生成された第1高解像度画像データ(h1→n)と、処理対象画像データ(xn+1)との位置合わせ後の差分を示す比較画像データ(kn+1)を生成する比較画像生成部12bと、上記n枚の撮像画像データ及び処理対象画像データから生成される第2高解像度画像データ(h1→n+1)と上記第1高解像度画像データとの差分に相当する画像更新データ(gn+1)と予め定められた定数との積に上記比較画像データを加算してなる数式(8)の値が予め定められた値より小さくなるまで繰り返し演算を行うことによって上記画像更新データを生成し、該生成した画像更新データと上記第1高解像度画像データとを加算して第2高解像度画像データを生成する画像更新部12cと備えているので超解像処理に要する演算量を削減することができる。
(もっと読む)
画像処理システム用照明装置及び画像処理システム
【課題】高精度の画像処理を行うことが可能な画像処理システム用照明装置及び画像処理システムを提供する。
【解決手段】本発明は、部品Wに照明光を照射して取得した画像を処理して、部品Wの形状、向き、位置等を特定する画像処理システム1用の画像処理システム用照明装置5であって、部品Wの一方から部品Wに照明光を照射する照明部15と、部品Wを挟んで照明部15と対向する側に設けられ、照明光を反射する反射面を有する反射部材16とを備え、反射面は、照明部15から照射された照明光が部品Wに向かって集光される形状を有することを特徴とする。
(もっと読む)
現場作業支援システム
【課題】拡張現実感技術を利用する現場作業支援システムにおけるトラッキング誤差により作業者に誤った情報を提供するのを防止する。
【解決手段】作業現場に設置されたラインマーカ5を撮影した撮影画像から画像認識によって得たコードマーク画像位置と該ラインマーカ5の実際の寸法から計算で求められるコードマーク画像位置との誤差を参照してトラッキング誤差の大きさを推定し、トラッキング誤差の大きさによって作業者に提供する情報を制御する。
(もっと読む)
画像保存装置、異常検出装置、異常検出システムおよび異常検出方法
【課題】被写体が動作している場合においても、適切な異常検出を行うこと。
【解決手段】被写体40の正常動作時に撮像された画像のフレームごとに、被写体40の動作部分を含む領域がマスク領域として設定されている。マスク領域は、画像のフレームごとに設定されているため、被写体の動作に合わせて時間的に変化するものである。そして、異常検出装置30が、マスク領域以外の領域に対して、つまり被写体40の動作部分ではない部分に対して、フレーム同期がとれた計測画像と参照画像との間の差分を計算して異常検出を行う。このように、被写体40の動作部分に対しては差分計算を行わないため、被写体が動いたことによって差分計算の誤差が発生することを防止することができる。したがって、被写体が動作している場合でも、適切な異常検出を行うことが可能となる。
(もっと読む)
欠陥検出装置および欠陥検出方法
【課題】検査対象物上の線状欠陥を高精度に検出することができる欠陥検出装置および欠陥検出方法を提供する。
【解決手段】ステップS301では、検査対象物を撮像した画像の所定方向に並んだ各画素の画素値の加算値を算出する。ステップS304では、画像の所定方向に並んだ各画素の画素値の一様性を示す指標値である標準偏差値を算出する。ステップS308では、標準偏差値に基づいて加算値を補正する。ステップS309では、補正後の加算値と閾値を比較した結果に基づいて、検査対象物上の線状欠陥の有無を判定する。
(もっと読む)
画像処理装置、画像の登録方法、画像の登録方法をコンピュータに実行させるためのプログラムおよびそのプログラムを記録した記録媒体
【課題】マスターモデルとしての幾何学情報を簡易な操作で設定可能な画像処理装置を提供する。
【解決手段】画像処理装置は、表示部と操作者からの入力を与える入力部とを含むLCDタッチパネル11と、登録画像と処理対象画像との一致度の高い部分を探索する探索処理と、登録画像を作成して登録する登録処理とを実行する画像処理部である中央制御回路30とを備える。中央制御回路30は、探索処理を実行する場合には、入力画像を処理対象画像として扱い、登録処理を実行する場合には、入力画像を表示部に表示させ、かつ表示部に表示された入力画像に対して入力部の操作に基づき登録画像の作成に用いる画像を重ねて描画する。
(もっと読む)
画像処理機能付き撮像装置及び検査システム
【課題】カメラ側と電子部品実装機等の生産装置の制御コンピュータ側との間のデータの通信処理に要する時間を大幅に短縮して、高速処理化の要求を満たす。
【解決手段】撮像装置11のCPUは、電子部品実装機の稼働前に、基準治具を水平方向からカメラ15で撮像して、基準治具の計測基準位置(最下点の高さ位置)を検出してそのデータをRAM等に記憶し、電子部品実装機の稼働中に、被撮像物(吸着ノズル13や吸着部品20)を水平方向からカメラ15で撮像して当該被撮像物の計測対象位置(最下点の高さ位置)を検出して、この計測対象位置と計測基準位置との差分データを算出して電子部品実装機の制御コンピュータに送信する。そして、電子部品実装機の制御コンピュータは、受信した差分データに基づいて吸着部品20の吸着状態の良否や吸着部品20の有無を検査したり、吸着部品20の厚みを検出する。
(もっと読む)
画像合成方法および表面観察装置
【課題】迅速に合成画像を作成可能な画像合成方法および表面観察装置を提供する。
【解決手段】画像合成方法は、撮影部2の焦点をパンチ3の基準位置P01、P02に合わせる合焦ステップ(ステップS4)と、パンチ3の三次元形状を表す座標データ22に基づいて、撮影部2の焦点を撮影部2の焦点深度以下の距離だけ移動させた移動位置P11、P12に移す移動ステップ(ステップS7)と、基準位置P01、P02および移動位置P11、P12におけるパンチ3の表面を撮影部2によってそれぞれ撮影する撮影ステップ(ステップS5)と、撮影ステップで撮影した画像21の焦点の合っている画像領域G01〜G12を表す領域データ23に基づいて、画像領域G01〜G12を選択して切り取る切取ステップ(ステップS8)と、画像領域G01〜G12を繋ぎ合わせて合成画像50を作成する合成ステップ(ステップS9)と、を有することを特徴とする。
(もっと読む)
電子機器組立て機のための組込み検査画像アーカイブ
ピックアンドプレース機102は、ピックアンドプレース機102内の少なくとも1つの部品に関連する動作に関する、少なくとも1つの画像を取得するための映像系106を含む。少なくとも1つの画像は、部品に関連する動作に対応付けられた1つ又は複数の追跡キーとともに蓄積される。そして、画像148及び対応付けられた追跡キー142のデータベース144は、制御不能であるか又は制御不能である恐れがある態様を識別するために、ピックアンドプレース機102の動作を分析するために使用できる。  (もっと読む)
(もっと読む)
帯状体の表面欠陥検査装置
【課題】帯状体表面の欠陥を、蛇行しているときにも検出できること、及び欠陥の大きさ、種類、形状も認識できること。
【解決手段】ガイドロール(4)(5)に巻装されて走行する磁気テープ(3)に対向して配設されるラインCCDカメラ(6a、6b、6c、6d、6e)と、磁気テープ(3)を照射する光照射手段(9)と、磁気テープ(3)の走行速度を検出するパルス発生器(11)と、ラインCCDカメラの撮像した画像を処理する画像処理手段(7a、7b、7c)とを具備し、画像処理手段(7a、7b、7c)は少なくとも磁気テープ(3)の一方の縁部と表面上の欠陥を認識させ、パルス発生器(11)の出力に基づく磁気テープ(3)の走行方向における欠陥の位置と、縁部から欠陥までの距離とを演算するようにした。
(もっと読む)
画像処理システム
【課題】ホストコンピュータヘのデータの通信負荷及びホストコンピュータの処理負荷を低減する画像処理システムを提供する。
【解決手段】画像処理システム1は、一台のセンターサーバ10を備え、各ラインに属するローカルサ−バ8と接続され信号の授受が行われる。ローカルサ−バ8は、データ管理部11、個体認識部12、及び二組の画像処理部13を有する。画像処理システム1では、ローカルサ−バ8からセンターサーバ10に対して物品特定情報と画像情報とを関連付けて同時発信する。そのためローカルサーバ8とセンターサーバ10間の通信負荷が小さい。またセンターサーバ10において物品特定情報と画像情報とを関連付ける必要はなく、センターサーバ10の処理負荷が軽い。
(もっと読む)
画像処理方法
【課題】対象画像を教示画像と照合するに際して、位置・回転角度の検出の精度を高めた画像処理方法を提供する。
【解決手段】1個の対象画像の輪郭線と教示画像の輪郭線とについて変曲点ごとに分断した輪郭部品を生成する。対象画像と教示画像との輪郭部品ごとに曲率の差の二乗の和を求めて第1の評価値とする。対象画像と教示画像との各2個の輪郭部品の距離の差を第2の評価値とする。対象画像と教示画像とにおける各3個の輪郭部品を結ぶ直線のなす角度の差を第3の評価値とする。第1の評価値と第2の評価値と第3の評価値との合計を不一致度とし、教示画像と対象画像との輪郭部品の組合せで求めた不一致度が最小になる組合せを、教示画像に対応した対象画像と判定する。教示画像と対象画像とにおいて対応付けた輪郭部品間の位置関係により、対象画像の位置・回転角度を求める。
(もっと読む)
モデリング装置およびカメラパラメータの計算方法
【課題】 本発明の課題は、デジタルカメラで手軽にデータどりができ、撮影時に対象物のデータ欠如があってもモデリングが可能な3次元モデリング装置を提供することにある。
【解決手段】 本発明のモデリング装置は、カメラ1のカメラパラメータを取得する第1の手段2eと、複数の写真画像に撮影された円柱の稜線を指定するための稜線指定手段2dと、複数の写真画像に撮影された1つの円柱に対して稜線指定手段2dによって指定された3本以上の稜線上の点から、該円柱に対応した既算出のパラメータから作成した仮想上の円柱を前記複数の写真画像に射影した稜線上の対応点までの距離の積算値が最小になる条件より、前記複数の写真画像を撮影したカメラ1のカメラパラメータおよび前記撮影された円柱をモデリングするための円柱パラメータを算出し、該カメラパラメータおよび円柱パラメータを用いて3次元の円柱モデルを生成するモデル生成手段2e、2fとを備える。
(もっと読む)
缶の巻締め不良検査方法
【課題】巻締め上端のリング像を用いる缶の巻締め不良検査について、巻締め部の付着水滴などがもたらすノイズを画像処理的に除去して,不良の見逃しを防止する。
【解決手段】撮像手段にて缶の端面を撮像してリング幅を適宜な間隔で計測し、リング幅データ及び幅差データに所定のリング幅閾値及びリング幅差閾値よりも大きいものがあった場合に当該缶を巻締め不良と判定するようになっている巻締め不良検査方法について、巻締め部に付着した水滴などによるリング幅に関するノイズを除去するノイズ除去処理を含ませるようにし、そのノイズ除去処理では、一定以上に広いリング幅を有する部分について幅の変化状態を判定し、所定以上に急峻に幅が変化している部分をノイズとして除去するようにしている。また、ノイズ除去状態を検証することにより、不良見逃しを防止できるようにしている。
(もっと読む)
高炉出銑口径の測定方法及び測定装置
【課題】 高炉出銑口から流出する溶銑・溶融スラグ噴流の熱画像を撮像し、撮像した画像から樋滞留部を分離し、正確に噴流の直径を測定することのできる高炉出銑口径の測定方法及び測定装置を提供する。
【解決手段】 高炉出銑口4から流出する溶銑・溶融スラグ噴流8の熱放射輝度2次元分布を、露光時間が短い高速シャッターで複数枚撮像し、複数の画像間で輝度の差分を計算して差分絶対値画像を生成する。高速シャッター撮像により、噴流8は溶銑と溶融スラグとが分離したまだら模様として撮像される。まだら模様は噴流の流れに伴って移動するので、噴流部は差分絶対値画像もまだら模様となる。滞留部8は差分絶対値が小さいので噴流部と区別できる。従って、差分絶対値画像に基づいて、溶銑・溶融スラグ噴流8の直径を測定することができる。
(もっと読む)
表面欠陥検査装置
【課題】被検査面に存在する欠陥に対して照射光の回り込みを四方八方から生じさせるような照明を用いながらも欠陥の誤検出が抑制された表面検査技術を提供する。
【解決手段】複数の発光素子から構成された照明部による照射光によって照明された被検査面に対する撮像カメラ4の出力信号を評価して被検査面における欠陥を検知する欠陥評価手段6とからなる表面欠陥検査装置。欠陥評価手段が、出力信号から生成された画像データに対して輪郭強調処理を施した後平滑化処理を施す欠陥強調処理を少なくとも1回行う前処理部60Aと、この前処理部から出力された画像データから被検査面の明暗画像を生成する明暗画像生成部60Bと、この明暗画像生成部から出力された明暗画像から欠陥を検出する欠陥決定部60Cを備えている。
(もっと読む)
周期性欠陥検査方法及び装置
【課題】 被検査体が進行方向と垂直な幅方向に変位してしまう場合に周期性欠陥を低負荷の計算で検出でき,また,周期性欠陥及びその周期性をより正確に検出することが可能な周期性欠陥検査方法及び装置を提供する。
【解決手段】 被検査体を撮像して得た画像データにおいて検出された欠陥を,欠陥の特性で分類し,前記画像データ全体に分割配置された各周期性判定領域に含まれる周期性欠陥の候補をそれぞれ計数し,前記周期性欠陥の候補の個数が第1の閾値を上回る場合に,当該周期性判定領域について,隣接する前記周期性欠陥の候補同士のヒストグラムを作成し,前記ヒストグラムの前記横軸の所定範囲内にある各値に,対応する前記横軸の値を重みを付けて加算し,得た加工ヒストグラムにおいて,第2の閾値を上回る頻度が存在する場合に,周期性欠陥を含むと判定する。
(もっと読む)
21 - 40 / 58
[ Back to top ]