
Fターム[5E044AC05]の内容
Fターム[5E044AC05]に分類される特許
1 - 20 / 45
面実装インダクタ
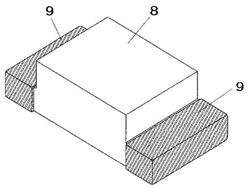
【課題】小型の底面電極構造の面実装インダクタを提供する。
【解決手段】面実装インダクタは、端部の両方が平坦な面を有するコイルと、2つ以上の切り欠き部と長さの異なる上面と底面を有し、コイルを内包する磁性体コア8と、磁性体コアの表面に導体ペーストにより形成される外部電極9とを有する。端部のそれぞれがその少なくとも一部が埋没し、且つ磁性体コアの表面に露出するように封止され、磁性体コアの少なくとも上面に外部電極が形成されていない。
(もっと読む)
高電流薄型インダクタの製造方法

【課題】高電流薄型インダクタ及びその製造方法を提供する。
【解決手段】複数の巻きを有し、内側コイル端26と外側コイル端28を有する導電性コイル24と、絶縁処理された粉末磁性鉄材と乾燥樹脂とから成る乾燥粉末混合物を圧縮することによって形成されたインダクタ本体14と、前記導電性コイルに接続され、前記インダクタ本体の外部に突出している第1導電性リード16及び第2導電性リード18とから成り、該インダクタ本体は、前記乾燥粉末混合物に2.54cm2(1in)当りほぼ15〜20tnの圧縮力を加えることによって形成され、該乾燥粉末混合物は、前記導電性コイル及び第1及び第2導電性リードに接触しており、もって、前記インダクタ本体の絶縁処理された粉末磁性鉄材には実質的に空隙がなく、該インダクタ本体が硬化されたとき該粉末磁性鉄材が前記導電性コイルを遮蔽する構成とする。
(もっと読む)
樹脂組成物およびコイル
【課題】保管時や使用時におけるフェライト粉の沈降が抑制され、貯蔵安定性が高く作業性に優れるとともに、コイルへの含浸性等が良好で、漏れ磁束が抑制されるとともに、信頼性に優れる電気・電子部品が得られる樹脂組成物を提供する。
【解決手段】(A)不飽和ポリエステル樹脂またはエポキシエステル樹脂と、(B)反応性単量体と、(C)硬化剤と、(D)ワックスと、(E)フェライト粉とを必須成分として含有する樹脂組成物。
(もっと読む)
インダクタコイル構造体
【課題】製造が簡単であり、効率的で、信頼でき、サイズを最小にできるようにしたインダクタンスコイル構造体を提供する。
【解決手段】複数のクロスセグメントと複数の接続セグメント32を交互に接続してアコーディオン状の折りたたみ部が複数形成し、前記各接続セグメントを実質的に180°の角度に曲げてらせん状のインダクタコイル20を形成し、該インダクタコイルの周囲及び内部に圧縮された絶縁導体粒子の圧縮材料を形成してインダクタ10とする。
(もっと読む)
コイル成形体及びリアクトル
【課題】放熱性及び強度に優れるコイル成形体、このコイル成形体を具えるリアクトルを提供する。
【解決手段】コイル成形体1Aは、巻線10wを螺旋状に巻回してなるコイル10Aと、コイル10Aの外周を覆う樹脂モールド部2Aを具える。樹脂モールド部2Aは、熱伝導率が異なる複数の樹脂で構成され、コイル10Aの設置面10dを覆う放熱部20と、コイル10Aの残部を覆う補強部21とを具える。放熱部20の構成樹脂は、補強部21の構成樹脂よりも熱伝導率が高い。補強部21は、放熱部20よりも高強度であり、コイル10Aの形状を保持する。コイル成形体1Aは、放熱部20により放熱性に優れ、補強部21により機械的特性に優れる。コイル成形体1Aを具えるリアクトルは、放熱性に優れる上に、組立作業性に優れる。
(もっと読む)
モールドコイルの製造方法
【課題】 粉末圧縮成形プロセスを用いた一体型モールドコイルは圧縮成形圧が高く、線材へのダメージが大きいためショートや抵抗増加等の問題が大きい。一方プラスチック圧縮成形プロセスを用いた一体型モールドコイルは、線材へのダメージが少なく、融着線の融着が離れる等の問題がおきないが、中空に維持する金型機構や、材料供給工程にコストがかかり問題があった。本モールドプロセスは、空気の巻きこみや線材へのダメージの少ない低コストなモールドコイルの製造方法を提供することを目的とする。
【解決手段】
本発明のモールドコイルの製造方法は、磁性体モールド樹脂の軟化温度以下で空芯コイルを粉末圧縮成形することにより、成型体内の気泡を追い出し、容易に中空状態に空芯コイルを保持する成形をした後、軟化温度以上でプラスチック圧縮成形プロセスを用いてモールドすることによりコイル一体型モールドコイルを製することを特徴とする。
(もっと読む)
モールドコイルの製造方法
【課題】金型構造が複雑でなく、モールド工程が簡略化でき、巻き線のモールド位置や寸法ばらつきが少なく、低コストで特性や信頼性の高いモールドコイルの製造方法を提供することを目的とする。
【解決手段】
本発明のモールドコイルの製造方法は、プラスチック圧縮成形法を用いて樹脂と磁性体粉末等を混練させたモールド樹脂でコイルを封止したモールドコイルの製造方法において、巻き芯を貫通できる大きさのペレットを作成し、金型キャビティにセットする巻き線の巻き芯延長線上に、摺動可能なパンチ型を有し、パンチ型の雌型と巻き芯内の両方に該ペレットの少なくとも一部を入れ、モールド材料を溶融後圧縮成形することを特徴とする。
(もっと読む)
コイル部品
【課題】 振動や衝撃による成形体の割れや欠けと、基板実装後の成形体と端子部の接触による騒音を防止し、信頼性に優れたコイル部品を提供すること。
【解決手段】 磁性体からなる成形体10に導電材からなるコイル11が埋設され、成形体10より突出した端子部12は成形体10の側面から底面に沿って曲折加工を施しており、成形体10と端子部12が対向して生じる隙間の少なくとも一部が接着部材13によって固定されている。
(もっと読む)
磁性素子の製造方法及び磁性素子
【課題】好ましい直流電流重畳特性を有する磁性素子を得ることのできるように改善された注型法及びそれにより製造された磁性素子を提供すること。
【解決手段】ケース(容器:型)20a内にコイル30aを配置した状態で磁性体粉末と樹脂との混合物(40a)をケース20a内に流し込む。次いで、コイル30aの内側を通り且つコイル30aの軸に平行である区間(20a)を含む電気経路に対して少なくとも一時的に通電しながら又は通電した後に混合物を硬化させて磁気コア40aを形成することにより、磁性素子10aを得る。
(もっと読む)
コイル部品とその製造方法
【課題】
巻線の外周と一対の鍔部挟まれた空間が、磁性粉含有樹脂で被覆されたコイル部品は、温度変化により、熱硬化性樹脂が膨張・収縮し、鍔部が疲労して破損するという長期信頼性に問題があった。
本発明は、磁性粉含有樹脂が膨張・収縮しても、コア破損しにくいコイル部品及びその製造方法を提供することを目的とする。
【解決手段】
上記の課題を解決するために、本発明のコイル部品の製造方法は、
巻芯部と前記巻芯部の軸方向両端に一対の鍔部を有するドラム型コアと、
前記巻芯部に巻回した巻線からなるコイル部品において、
前記一対の鍔部の対向する面の少なくとも一方の面に空隙を設けるための離型剤を塗布する工程と、
前記巻芯部に巻線を巻回する工程と、
前記巻線の外周であって前記一対の鍔部に挟まれた空間に熱硬化性樹脂からなる磁性粉含有樹脂を塗布する工程と、
前記磁性粉含有樹脂を加熱硬化する工程を具えたことを特徴とする。
(もっと読む)
巻き線一体型モールドコイルの巻き線方法
【課題】特性やコストで有利な平角線を用い、磁性材料を分散した特に低背にモールドコイルにおいて、平角線の幅と厚みの制限による特性低下を解消し、より低背で低抵抗のモールドコイルを提供することを目的とする。
【解決手段】
本発明のモールドコイルは、平角線を1列に整列巻きすることにより、幅に対し約二分の一以下という平角線の製造限界による低背モールドコイルの特性制限を約2倍に拡大し低抵抗化が可能とするものである。また、本発明のモールドコイルは、平角線を複数本重ねて外外巻きすることにより、前記特性制限を拡大し、低抵抗化を可能にするものである。
(もっと読む)
リアクトルおよびその製造方法
【課題】 磁性体領域内の定まった位置にコイルが配置されるような構造を有し、簡単な作業での製造および機械による製造の自動化が可能であって、高耐圧の用途に対しても信頼性の確保が容易なリアクトルおよびその製造方法を提供すること。
【解決手段】 コイル2bを内包するコイルケース2a、2cと、磁性体粉末と樹脂とからなりコイルケースを内包する磁性体領域と、中心軸付近に配置された中芯2dとを有し、コイル2bとコイルケース2cの隙間には樹脂が充填され、コイルケース2aにはコイル2bの端子を引き出すための筒状の穴2nが開けられ、筒状の穴2nの上端部および中芯2dの上端部は磁性体領域より突出する。また、コイルケース2cと中芯2dとを接続する接続部2mを有し、それらは一体成形され、接続部2mの一部は磁性体領域より露出する。
(もっと読む)
高電流薄型インダクタの製造方法
【課題】 高電流薄型インダクタの製造方法を提供すること。
【解決手段】 高電流薄型インダクタ(10;88)を製造するための方法において、
コイル(24;90)から成るインダクタ素子を形成し、絶縁処理された粉末磁性鉄と乾燥樹脂とから成る乾燥粉末混合物を調製し、該乾燥粉末混合物を前記コイルの周りに乾燥状態のままで圧縮することによって、該絶縁処理された磁性鉄が該コイルを遮蔽して成るインダクタ本体(14)を形成し、該圧縮されたインダクタ本体(14)を硬化させることから成り、前記乾燥粉末混合物は、重量比でみて74gmの乾燥樹脂に対して2000gmの前記絶縁処理された粉末磁性鉄を有する。
(もっと読む)
リアクトル
【課題】磁気特性を維持しながら、絶縁皮膜及びコアにおけるクラックの発生、絶縁皮膜とコアとの剥離を抑制することができる、耐久性に優れたリアクトルを提供すること。
【解決手段】リアクトル1は、導体線111を巻回してなると共に通電により磁束を発生するコイル11と、コイル11の内側及び外側に配設され、電気絶縁性の樹脂中に磁性粉末を分散させた磁性粉末混合樹脂からなるコア13とを備えている。コイル11の表面110は、電気絶縁性の樹脂からなる絶縁皮膜12により覆われている。絶縁皮膜12の弾性率をA、コア13の弾性率をBとした場合、弾性率比A/Bは、0.000005〜0.1である。
(もっと読む)
モールドコイルの製造方法
【課題】小型且つ製造コストが低く、量産性に優れたモールドコイルの製造方法の提供を目的とする。
【解決手段】
プラスチック成形法を用いて、磁性体粉末を分散させた磁性体モールド樹脂5で空芯コイル1を封止してなるモールドコイルの製造方法において、複数の金型から形成されるキャビティ4と、位置出しピン2aを有する成形金型を用いる。位置出しピン2aは、キャビティ4内を水平方向に移動可能である。位置出しピン2aによってキャビティ4内の所定の位置へ空芯コイル1をキャビティ4内に配置する。磁性体モールド樹脂をキャビティ4の垂直方向からキャビティ4内に充填し、その充填中に位置出しピン2aを所定の位置まで移動させる。
(もっと読む)
モールドコイルの製造方法
【課題】小型且つ量産性に優れ、成形不良の少ないモールドコイルの製造方法の提供を目的とする。
【解決手段】
プラスチック成形法を用いて、磁性体粉末と樹脂とを混練させた磁性体モールド樹脂で空芯コイルを封止する。形状が略真円状ではない空芯コイルを用いる。複数の金型から形成されるキャビティと、キャビティ内を垂直方向に移動可能な位置出しピンとを有する成形金型を用い、以下の動作を含むことを特徴とする。
(a)位置出しピンによってキャビティ内の所定の位置へ空芯コイルを配置する。
(b)キャビティ内に磁性体モールド樹脂をキャビティ内に充填する。
(c)その充填中に位置出しピンを所定の位置まで移動させる。
(もっと読む)
面実装コイル部品
【課題】製品強度及び使用温度環境変化に対する信頼性が高く、低背化が可能な面実装コイル部品を提供する。
【解決手段】ドラム型フェライトコア14と、ドラム型フェライトコア14の下鍔13の下面に形成された少なくとも一対のコア直付けの外部電極15a,15bと、ドラム型フェライトコア14の巻芯11に巻回されるとともに両端部が外部電極15a,15bに導電接続された巻線17と、ドラム型フェライトコア14の上鍔12と下鍔13との間の巻線17を覆いつつ上鍔12と下鍔13との間の空間に充填された、熱硬化性樹脂及び無機フィラーを含有する無機フィラー含有外装樹脂18と、を有する面実装コイル部品。
(もっと読む)
モールドコイルの製造方法
【課題】高性能なモールドコイルの製造方法を提供することを目的とする。
【解決手段】
本発明のモールドコイルの製造方法は、プラスチック成形法を用いて、樹脂と磁性体粉末を混練させた磁性体モールド樹脂でコイルを封止したモールドコイルの製造方法において、磁性体粉末を容積比で65Vol%以上含む該磁性体モールド樹脂を用いる。そして、その一部に磁性体モールド樹脂の一部をキャビティから排出する隙間を有する成形金型を用いる。磁性体モールド樹脂をキャビティ内に充填し、キャビティ内に充填された溶融状態の磁性体モールド樹脂の一部がキャビティから隙間を通じてキャビティの外へと排出する。排出した磁性体モールド樹脂がキャビティ内に充填した磁性体モールド樹脂よりも相対的に磁性体粉末の容積比が低いことを特徴とする。
(もっと読む)
モールドコイルおよびモールドコイルの製造方法
【課題】本発明は、高周波特性、直流重畳特性、温度上昇許容電流に優れた小型のモールドインダクタを提供することを目的とする。
【解決手段】
樹脂に磁性体粉末を分散させた磁性体モールド樹脂でコイルを封止したモールドコイルにおいて、磁性体モールド樹脂が主に金属系磁性体粉末からなる磁性体粉末を体積比で65〜80Vol%含有したものを用いる。さらに、コイルに自己融着性絶縁層を有する線材を外外巻きに加工させた空芯コイルを用い、プラスチック成形法を用いて成形される。
(もっと読む)
モールドコイルの製造方法
【課題】低コスト且つ小型や低背なモールドコイルの製造方法の提供を目的とする。
【解決手段】
モールドコイルの製造方法において、上型と下型の少なくとも一方がダイスとパンチを備える上下一対の金型を用いると共に、以下の工程を有する。
(1)上型と下型を磁性体モールド成形材料が軟化する温度に予熱する工程。
(2)上型に設けられた上部キャビティと下型に設けられた下部キャビティのそれぞれに所定量の磁性体モールド成形材料を充填する工程。
(3)上部キャビティと下部キャビティに充填された磁性体モールド成形材料の何れか一方の露出する面上の所定の位置にコイル部材を載置する工程。
(4)上部キャビティと下部キャビティがコイル部材を挟むように上型と下型を重ね合わせて固定し、パンチを用いて磁性体モールド成形材料を加圧して成形する工程。
(もっと読む)
1 - 20 / 45
[ Back to top ]