
Fターム[5E063CC05]の内容
電気接続器の製造又は製造方法 (3,571) | 圧縮、圧着の対象物 (364) | 電線と端子 (311) | オープンバレル、U型圧着端子 (183)
Fターム[5E063CC05]に分類される特許
41 - 60 / 183
電線の端末処理方法
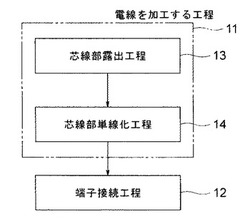
【課題】良好な接続をすることが可能な、また、接続に係るバラツキを吸収することが可能な電線の端末処理方法を提供する。
【解決手段】電線の端末処理方法は、接続対象部位を形成するため電線を加工する工程11と、電線の接続対象部位に端子を圧接又は圧入する端子接続工程12とを含んでおり、電線を加工する工程11としては、芯線部を露出する芯線部露出工程13と、芯線部を単線化する芯線部単線化工程14とを含んでいる。
(もっと読む)
端子圧着機の電線位置検知装置

【課題】電線を端子に圧着する際の電線の芯線部の先端と電線位置決め板との間の隙間やアンビル上での芯線部の上下左右の位置ずれを確実に検知して圧着品質を高める。
【解決手段】端子を配置するアンビル6と昇降可能なクリンパ11と、アンビル上にセットする電線20の芯線部21の先端を突き当てる電線位置決め板7とを備える端子圧着機1において、電線位置決め板に固定されたバックグラウンド基準設定用のリフレクタ8と、リフレクタ又は該リフレクタよりも手前の芯線部の先端部分にレーザビーム23を照射して各反射光24,25を受光するレーザ側長センサ5とを備える端子圧着機の電線位置検知装置を採用した。レーザ側長センサ5をレーザセンサアンプに接続し、レーザセンサアンプを制御リレーに接続し、制御リレーを圧着可能ランプと圧着機駆動スイッチとに接続した。
(もっと読む)
端子金具付きフラットケーブル及びフラットケーブル用端子圧着金型
【課題】本発明は上記のような事情に基づいて完成されたものであって、インシュレーションバレルによりフラットケーブルを圧着した際の、芯線の損傷や保持力の低下を防止することができる端子金具付きフラットケーブル及びフラットケーブル用端子圧着金型を提供する。
【解決手段】端子金具付きフラットケーブル10のインシュレーションバレル35は、フラットケーブル20の両側部に沿ってフラットケーブル20の他方の面側に折り返すように屈曲された折り返し部37,37と、各折り返し部37,37の先端側に位置してフラットケーブル20の他方の面に沿ってその面を押さえ付ける一対のバレル片38,38とを備え、各バレル片38,38はそれらの先端部間に空隙Gを形成するようにフラットケーブル20に圧着されている。
(もっと読む)
圧着端子および端子の圧着方法
【課題】電線と端子の接圧を高くして、電気的接続性能の向上を図る。
【解決手段】端子の導体圧着部11が、底板11Aと、該底板の左右両側縁から上方に延設された一対の導体加締片11B,11Bとで、上方に拡開した断面略U字状に形成されている。底板11Aから一対の導体加締片11B,11Bの根元にかけての範囲が略円弧状の湾曲壁11Hとして形成されており、その湾曲壁11Hの内面の曲率半径をR、前記電線の導体の半径をrとした場合、R<rに設定されている。この端子を電線に圧着する場合、一対の導体加締片11B,11Bの間に電線の導体Waを挿入し、その状態で圧着装置の下型101と上型102の圧着動作により、一対の導体加締片11B,11Bを内側に丸めて導体Waを底板11Aとの間に包み込むように加締める。
(もっと読む)
端子圧着装置
【課題】左右非対称な圧着不良モードを検出することができる端子圧着装置を提供する。
【解決手段】底板11Aと該底板の左右幅方向の両側縁から立ち上がる左右一対の圧着片11L、11Rとからなる断面U字状の導体圧着部11を有する端子の導体圧着部の底板を載せるアンビル102Aと、この上方にアンビルとの間に導体圧着部の圧着片を押圧できるように配置され、アンビルとの対向部に、圧着片を内側に曲げるための2つの円弧面からなるアーチ形状の加締め部111L、111Rが形成されたクリンパ101Aとを備えた端子圧着装置において、アンビルの左右幅方向に対称な側面1020の2箇所に、下型の上下方向(Y)の歪みを検出する歪みセンサ200L、200Rを貼り付け、両歪みゲージの検出データの違いにより、左右幅方向の圧着荷重のアンバランスを検出する。
(もっと読む)
圧着装置、およびその圧着装置によって圧着された圧着端子
【課題】バリの発生を最小限に抑えることができるとともに、クリンパに圧着端子が張付いたりアンビルからクリンパを引き剥がし難いといったトラブルの発生を回避可能であって、さらに、圧着端子の変形が回避可能な圧着装置を提供する。
【解決手段】拡開した形状の斜面状案内壁22A、22Bを有する一対の脚部と、2つの曲面状圧着壁25A、25Bが窪んだ断面略逆W形状の凹部24と、を設けたクリンパ20と、脚部の斜面状案内壁22A、22B間に嵌入可能に設けられるアンビル30と、を備え、アンビル30上にセットされた圧着端子40の一対の圧着片43A、43Bの間に芯線W1を収容し、クリンパ20とアンビル30とを互いに接近する方向にスライドさせて押圧し、圧着片43A、43Bを内側に押し曲げて電線Wに喰い込むように圧着して加締める圧着装置であって、アンビル30の、斜面状案内壁22A、22Bに臨む上面の左右両端側の縁部にR面33(α)を有する。
(もっと読む)
圧着装置
【課題】バリの発生を最小限に抑えることができるとともに、クリンパに圧着端子が張付いたりアンビルからクリンパを引き剥がし難いといったトラブルの発生を回避可能であって、さらに、圧着端子の変形が回避可能な圧着装置を提供する。
【解決手段】アンビル30の、クリンパ20の斜面状案内壁22A、22Bに対面する左右側面において、アンビル30の上面31に接する部分及びその上面31に近い部分には、アンビル30とクリンパ20とによる圧着片43A、43Bの加締めの際に、圧着片43A、43Bの肉の流動による進入を抑制可能とする粗面34として、微細な凹凸を設けた。
(もっと読む)
端子圧着装置
【課題】電線の中心導体と電気部品の端子との双方に正規の状態で圧着端子を確実に加締めることができる端子圧着装置を提供する。
【解決手段】端子圧着装置1はアンビル20とこのアンビル20と相対するクリンパ21と導体位置決め部26と端子位置決め部27とを備えている。導体位置決め部26はアンビル20とクリンパ21との双方に設けられかつ圧着端子6を加締める際に中心導体5を位置決めする。端子位置決め部27はアンビル20とクリンパ21との双方に設けられかつ圧着端子6を加締める際に端子3を位置決めする。
(もっと読む)
端子圧着装置
【課題】簡便な構成でありながら電線を端子の所望の位置に位置決めすることができる端子圧着装置を提供する。
【解決手段】端子圧着装置20Aは、電線3の端末に端子10を取り付ける装置である。端子10は、底板7と、底板7から立設し電線3の端末部分の絶縁被覆2が皮剥きされて露出された芯線1に圧着される芯線圧着片5と、底板7から立設し絶縁被覆2の端部に圧着される絶縁被覆圧着片6と、を有している。端子圧着装置20Aは、底板7との間に芯線1を挟むように芯線圧着片5を曲げて芯線圧着片5を芯線1に圧着する第1圧着部材13と、底板7との間に絶縁被覆2を挟むように絶縁被覆圧着片6を曲げて絶縁被覆圧着片6を絶縁被覆2に圧着する第2圧着部材14と、第1圧着部材13と第2圧着部材14との間に配置され、絶縁被覆2の端面2aに当接することで電線3を位置決めする電線位置決め部材15Aと、を備えている。
(もっと読む)
端子圧着方法及び端子圧着装置
【課題】加圧圧縮されて一体化された端子及び素線の形状を単純にすることができる端子圧着方法を提供する。
【解決手段】端子圧着装置で端子5の圧着を行う場合には、ワイヤバレル51の上面にクリンパ31を押し当て、ワイヤバレル51の前端部を加圧圧縮する。続いて、ワイヤバレル51の上面にクリンパ31を押し当てたまま、クリンパ32を押し当てて、ワイヤバレル51の前後方向の中央部を加圧圧縮する。続いて、ワイヤバレル51の上面にクリンパ31,32を押し当てたまま、ワイヤバレル51の上面にクリンパ33を押し当てて、ワイヤバレル51の後端部を加圧圧縮する。その後、ワイヤバレル51の上面にクリンパ31〜33を押し当てたまま、インシュレーションバレル52の上面にクリンパ34を押し当て、芯線と共にインシュレーションバレル52を加圧圧縮する。
(もっと読む)
端子付き圧着電線および端子付き圧着電線の製造方法
【課題】接触抵抗の増大を抑えつつ、端子金具の伸び率を抑える。
【解決手段】本発明の端子付き圧着電線は、アルミニウムまたはアルミニウム合金からなる芯線15を有する電線14と、電線14の一部に露出させた芯線15を圧着する電線圧着部12を有する端子金具10とを備え、電線圧着部12の圧着後における高さ寸法Hを幅寸法Wで除することにより算出された数値をハイトワイド比(H/W)とし、電線圧着部12の圧着後における芯線15の総断面積S1を電線圧着部12の圧着前における芯線15の総断面積S2で除することにより算出された数値を圧縮率(S1/S2)としたときに、ハイトワイド比は0.5以上0.6以下に設定され、かつ、圧縮率は55%以上65%以下に設定されていることを特徴とする。
(もっと読む)
連鎖端子
【課題】本発明は、金型によるプレス成形のみによって信号導体と接続可能な連鎖端子を提供する。
【解決手段】長手方向に延びる一端部に矩形状の矩形片12が連設されたキャリア11を、該矩形片12をプレス成形するための金型40、50に配置し、電線Wの一端において露出した信号導体W1を矩形片上12に配置し、信号導体W1を包むように矩形片12を金型40、50によってプレス成形することにより、信号導体W1に接続された端子20を形成し、キャリア11と端子20の接続箇所を切断する。
(もっと読む)
端子圧着装置
【課題】左右非対称な圧着不良モードを検出することのできる端子圧着装置を提供する。
【解決手段】底板11Aと該底板の左右幅方向の両側縁から立ち上がる左右一対の圧着片11L、11Rとからなる断面U字状の導体圧着部11を有する端子の導体圧着部の底板を載せるアンビル102Aと、その上方にアンビルとの間に導体圧着部の圧着片を押圧できるように配置され、アンビルとの対向部に、圧着片を内側に曲げるための2つの円弧面からなるアーチ形状の加締め部111L、111Rが形成されたクリンパ101Aとを備える端子圧着装置において、クリンパとそれを支持する支持部材105の左右幅方向Xに対称な2箇所に位置し且つ左右幅方向Xに互いに対向する対向密着面150間に面圧センサ200をそれぞれ配置し、両面圧センサの検出データの違いにより、左右幅方向の荷重のアンバランスを検出する。
(もっと読む)
端子金具、端子金具付き電線及び端子金具付き電線の製造方法
【課題】ワイヤバレル片に延びが生じたり、一対のワイヤバレル片の端部が偏って変形したりしても圧着状態が良好であるか否かを判定することができる端子金具、端子金具付き電線及び端子金具付き電線の製造方法を提供する。
【解決手段】基板部23の両側に電線の芯線12を圧着抱持する一対のワイヤバレル片26,26を有する端子金具20と、ワイヤバレル片26,26に圧着された電線とからなる端子金具付き電線10であって、端子金具20の基板部23のうち電線を抱持する面とは反対側の面には、電線の圧着前に形成された標識部24と、圧着金型に形成した刻印部31によって電線の圧着時に刻印された基準標識部25とを備え、標識部24と基準標識部25との位置を比較することにより、圧着状態が良好であるか否かを判定する。
(もっと読む)
圧着端子構造と端子圧着装置
【課題】圧着端子である電気接触端子の小型化が図れ、コネクタプラグの小型化が可能で、電気コネクタ全体の小型化に寄与できるようにする。
【解決手段】圧着端子であるプラグ側電気接触端子2は、誘電体12が、その両側面部に突設した二条の突起部21を、シールド外筒14の内面部に摺接させながら潰してシールド外筒14に圧入されて、プラグ側内部導体13の信号線圧着部24を圧着工具挿入口部15内に配置した構成であり、信号線用アンビル33の端子圧着アンビル部40と信号線用クリンパ36の一対の爪部43を圧着工具挿入口部15内に挿入し信号線圧着部24の圧着片25を加締めて信号線60を圧着する際に、端子圧着アンビル挿入部44に端子圧着アンビル部40を誘い込むと共に、一対の爪部43が爪クランプ部41の爪挿入溝部42に挿入されることで、一対の爪部43の拡開を阻止するようにした。
(もっと読む)
端子圧着装置及び端子圧着方法
【課題】線材等を問わず適切な出代を容易且つ確実に確保することができる端子圧着装置を提供する。
【解決手段】電線81を端子金具71から所定の高さだけ上方で支持するガイド部材7と、ガイド部材7に支持された電線の先端を当接させるストッパ8とを設け、電線81の導電部83をストッパ8に当接させた状態で、電線81をガイド部材7により端子金具71の上方で支持させた後、クリンパ2、3を下降させ、電線81の先端を端子金具71に押し付けて圧着するようにした。したがって、クリンパ2、3で端子金具81へ押し付けた際に、電線81が支持位置を固定点として曲がり、電線81の先端が若干後退することを利用し、出代を1mm以内で容易且つ確実に確保することができる。
(もっと読む)
端子圧着電線製造装置及び端子圧着電線製造方法
【課題】 マシンタクトタイムを下げることなく、すなわち、製造能力を確保しつつ、より高品質の製品を製造できる端子圧着電線製造機を提供する。
【解決手段】 端子圧着電線製造機の操作パネル100には、端子圧着電線の先端処理サイクルタイム、後端処理サイクルタイム、排出処理サイクルタイムが表示されるウィンドウ110、120、130が設けられている。さらに、これら各サイクルタイムの最も長いサイクルタイムから各サイクルタイムを引いた各工程の調整余力時間が、ウィンドウ111、121、131に表示される。そして、各加工作業の側方に、各々の加工作業に対応する細目動作が表示されており、各細目動作の両側には、オペレータにより決定される選択ボタン112、122、132と、余力時間(付加時間)を表示するウィンドウ113、123、133が設けられている。
(もっと読む)
端子金具付き電線の製造方法
【課題】本発明は、電線の破断を防止できる適度な圧縮により、電線と端子金具との接続部分の接触抵抗を低く抑えることが可能な端子付き絶縁被覆電線の製造方法を提供することを目的とする。
【解決手段】電線の芯線に端子金具のバレル部を圧着してなる端子金具付き電線の製造方法であって、前記端子金具のバレル部を前記芯線に圧着する直前に、前記芯線の金属表面に生成している金属酸化物層に機械的衝撃を与えて前記金属酸化物層に少なくとも亀裂を生じさせる予備加工を行うことを特徴とする。この予備加工によって、金属酸化物層の亀裂の隙間から金属酸化物層の下にある金属新生面を表面に露出させることができる。これにより、端子金具の圧着加工時の圧縮率を低くしても、芯線内部の金属新生面と端子金具とが十分に接触するようになり、芯線とバレル部との接触抵抗を従来の圧着工程のみを行う方法に比べて低減させることができる。
(もっと読む)
圧着端子および圧着構造
【課題】導体加締片の根元部分の剛性アップを図ることにより、サーマルショック試験後の圧着部形状の戻りの悪さを低減し、導体圧着部の両サイドの接圧を効果的に高める。
【解決手段】電気接続部11の後部に第1の繋ぎ部14を介して導体圧着部12が設けられ、その後部に第2の繋ぎ部15を介して被覆加締部13が設けられ、導体圧着部が、底板31とその左右両側縁から上方に延設された一対の導体加締片32,32とで断面略U字状に形成され、第1の繋ぎ部と第2の繋ぎ部が共に、底板21、51と低背の側板22、52とで断面U字状に形成された圧着端子10において、左右の導体加締片の上半部の前端縁と第1の繋ぎ部の左右の低背の側板の上端縁との間に前側補強壁41L、41Rをそれぞれ設けると共に、左右の導体加締片の上半部の後端縁と第2の繋ぎ部の左右の低背の側板の上端縁との間に後側補強壁42L、42Rをそれぞれ設けた。
(もっと読む)
圧着端子、圧着端子の圧着構造、および圧着端子の圧着方法
【課題】導体加締片の根元部分の剛性アップを図ることにより、サーマルショック試験後の圧着部形状の戻りの悪さを低減し、導体圧着部の両サイドの接圧を効果的に高めることができる圧着端子を提供する。
【解決手段】電気接続部11の後部に導体圧着部12が設けられ、その後部に被覆加締部13,32が設けられ、導体圧着部が、底板31とその左右両側縁から上方に延設された一対の導体加締片32とで断面略U字状に形成された圧着端子10において、一対の各導体加締片32,32の根元部分にそれぞれ、導体加締片32の内面側および外面側の一方が凹部41となり他方が凸部42となった局部的な大きさの補強用凹凸部40が形成されている。
(もっと読む)
41 - 60 / 183
[ Back to top ]