
Fターム[5E063CC05]の内容
電気接続器の製造又は製造方法 (3,571) | 圧縮、圧着の対象物 (364) | 電線と端子 (311) | オープンバレル、U型圧着端子 (183)
Fターム[5E063CC05]に分類される特許
121 - 140 / 183
端子送り装置及びこの装置を取付けた手動圧着工具
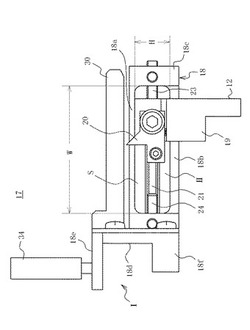
【課題】複数本の端子を順次手動で連続して給送できる手動圧着工具に装着して使用されるのに好適な端子送り装置を提供すること。
【解決手段】端子つなぎ桟に連結された複数本の端子を案内する端子ガイド部材30と、この端子ガイド部材に案内された端子を順次所定距離移送させる端子送り機構と、を有し、端子ガイド部材及び端子送り機構は、ハウジング18に装着して、このハウジング18は、対向する一対の長尺な第1、第2長尺フレーム18a、18b及びこれらの長尺フレームの両端を連結した短尺の第1、第2連結フレーム18c、18dで周囲を囲んで内部に空間Sを設けた枠体で形成し、この枠体の空間内に端子送り機構19、20、21を装着し、第1連結フレーム18cに固着手段18e、18f、34を設け、第1長尺フレーム18aに第2端子ガイド部材30を設けた。
(もっと読む)
端子圧着装置、端子圧着電線の製造方法及び端子圧着電線

【課題】電線端部に端子を圧着する際に、製造上の管理箇所を増やさないで、複数箇所で異なる圧縮率で圧着することができるようにすること。
【解決手段】電線端部の導体に、端子の圧着部を圧着する端子圧着装置であって、圧着部の底部を載置状に支持するアンビル40と、アンビル40に対して接近離隔移動可能に配設されたクリンパ50とを備え、アンビル40に、導体の長手方向に沿って複数のアンビル側圧着面42a,42bが形成され、各アンビル側圧着面42a,42bはその幅方向略中央部で導体の長手方向に沿って段差無しに連なりかつその両側部で相互に異なる曲面形状に形成されている。
(もっと読む)
端子圧着装置、端子圧着電線の製造方法及び端子圧着電線
【課題】電線端部に端子を圧着する際に、製造上の管理箇所を増やさないで、複数箇所で異なる圧縮率で圧着することができるようにすること。
【解決手段】電線の端部に露出する導体に、端子の圧着部を圧着する端子圧着装置であって、圧着部を載置状に支持するアンビル40と、アンビル40に対して接近離隔移動可能に配設されたクリンパとを備えている。アンビル40は、圧着対象となる導体の長手方向に沿って複数の圧着面42a,42bを有している。各圧着面42a,42bは段違い状に形成されており、圧着部の底部をそれぞれ異なる態様に変形させる。
(もっと読む)
電線処理システム
【課題】多品種少量生産に適したワイヤーハーネスの製造を可能にし、生産性を高めることが可能な電線処理システムを提供する。
【解決手段】電線を挟持可能な複数の挟持部及び識別情報記憶部を有し、複数本の電線を所定の配列に保持したまま持ち運ぶことを可能にする電線保持具2と、電線保持具2を所定の方向に搬送する保持具搬送ユニット50、及び電線保持具2に向って電線を供給する電線供給ユニット51を含む単体ユニット装置52を、複数組並設してなる配列装置33と、夫々の電線供給ユニット51に対応して配置され、互いに異なる種類の電線を繰り出す複数の電線ドラム34と、配列装置33に電線保持具2を搬入する保持具搬入装置35と、全ての単体ユニット装置52に対して識別情報及び配線パターンを送信するとともに、保持具搬入装置35に対して識別情報を送信する管理用コンピュータとを具備する。
(もっと読む)
端子圧着機
【課題】 圧着すべき部分の側方に端子の一部分が存在している端子であっても、自動的に端子を供給できる端子圧着機を提供する。
【解決手段】 端子の送り方向に延び、上面に沿って端子1bをアンビル30上に案内する端子送り台6を有している。端子送り台6は、端子1bをアンビル30上に供給する際に端子1bがアンビル30に衝突しないように端子1bを上昇させるように動作する。
(もっと読む)
カシメ治具及びケーブルと保持部材とのカシメ方法
【課題】 接触不良の原因となる半田を用いず、グランドバーを電線にカシメる工程で、左右同時にグランドプレートを内側に折り曲げることを可能としたカシメ治具とカシメ方法とを提供すること。
【解決手段】 カシメ治具は、ホルダー10と第1治具100と第2治具101とを有する。ケーブルと保持部材とを保持した前記ホルダー10を第1ベース部材21にセットして、第1カシメ部材31により仮カシメを行った後、前記ホルダー10を第2ベース部材21にセットして第2カシメ部材43により本カシメを行う。
(もっと読む)
電気部品のリード部寸法調整方法、圧着端子組付け方法および端子圧着方法、並びに電気部品のリード部寸法調整装置および端子圧着設備
【課題】自動化により、各リード部の突出長さを所定の寸法に精度よく調整でき、サイクルタイムの向上および品質の向上を図った端子圧着設備を提供する。
【解決手段】コンデンサを順次送り出し、各リード部を所定長さに切断するリード部寸法調整装置を備えた電気部品供給ステーション11と、コンデンサを吸着して保持する吸引パイプ28を備え、コンデンサを吸着状態で順次搬送する吸着搬送手段16と、吸引パイプ28により搬送されたコンデンサの一方のリード部に、内導体端子の圧着部を圧着する内導体圧着ステーション12と、吸引パイプ28により搬送されるコンデンサのリード部に圧着された内導体端子を、外導体端子の接続部内に装着された絶縁材からなるホルダ部材の装着孔に挿入して装着する内導体装着ステーション13とを備える。
(もっと読む)
電線位置決め治具、圧着機および電線位置決め方法
【課題】圧着端子に電気絶縁処理を施しても電線の芯線の先端部が電気絶縁処理部分を突き破ってしまうことのないように電線の芯線出代寸法を短く規制することができ、圧着端子において電気絶縁性を確保できる電線位置決め治具を提供する。
【解決手段】電線位置決め治具10は、第1電線としての枝線201,202,203の被覆230を皮剥ぎして露出させた第1芯線220と、第2電線である幹線300の被覆240を皮剥ぎして露出させた第2芯線250とを、圧着端子100に対して位置決めし、この電線位置決め治具10は、枝線201,202,203の第1芯線220の先端部225を突き当てて第1芯線220の先端部225の位置を揃える第1電線突き当て面51を有する。
(もっと読む)
ワイヤハーネスの改善
【解決手段】ワイヤハーネス(42)を製造する方法は、細長いターミナルキャビティ(114)を有するワイヤハーネスの電気コネクターのウェーハを設け、該ウェーハの前記ターミナルキャビティを輸送器(58)を介してターミナル挿入ステーション(64)へと整列させ、細長いターミナル(54)を前記ターミナル挿入ステーションを介して前記ターミナルキャビティへと長さ方向に挿入し、挿入された前記ターミナルを前記輸送器を介してワイヤローダーステーション(66)に整列させ、前記ワイヤ積載ステーションの積載サイクルを、電気絶縁ワイヤ(46)の端部を前記ターミナルに対して前記ターミナルキャビティへと横方向に積載するように開始する、各工程を備える。 (もっと読む)
端子圧着方法及びその装置
【課題】先送りタイプのアプリケータでも圧着後の端子を次の端子と干渉なく取り出し可能とする。
【解決手段】端子14aの圧着後、サーボモータの回転駆動によって上型3を上昇させる際、サーボモータの回転数の制御により、次の端子14bが下型4上の圧着位置Pに達する前の中間位置で、上型3の上昇速度を所定時間減速して、連動アーム11の動作速度を遅らせる。この減速時間で、電線17に圧着された端子14aを圧着位置Pから取り出す時間を確保する。
(もっと読む)
端子付き電線の製造方法及び端子圧着部材
【課題】キャリアと圧着端子の連結部を所望する長さに切除する作業と、圧着端子を電線の端部に圧着接続する作業が正確且つ安定して行える端子付き電線の製造方法及び端子圧着部材を提供する。
【解決手段】アンビル部3上に供給された圧着端子AのインシュレーションバレルAbに、クリンパー部4のインシュレーションクリンパー12に形成したガイド面12c,12cを押し当てて、圧着端子A全体を水平分力により水平方向へ移動する。圧着端子AのインシュレーションバレルAbをスライドカッタ6の端子案内部6bに押し当てて位置決めした後、キャリアBと圧着端子Aの連結部Aaをスライドカッタ6で剪断して、キャリアBから圧着端子Aを分離する。且つ、圧着端子Aの各バレルAb,Acを、アンビル部3の各アンビル7,8と協働して、クリンパー部4の各クリンパー12,13により加締めて、圧着端子Aを電線の端部に圧着接続する。
(もっと読む)
電線の端子接続構造体及びその端子接続方法
【課題】電線端部の被覆材より突出する複数本の各芯線を一つに束ねたまま端子に接続することができる電線の端子接続構造体及びその端子接続方法を提供する。
【解決手段】電線B端部の被覆材Bbより突出する芯線Baに少なくとも一部の被覆材Bcをセミストリップ状態に残したまま、電線B端部に圧着端子Aを取り付けた端子接続構造体である。前記端子接続構造体である電線B端部に圧着端子Aを接続する端子接続方法は、芯線Ba全長側に外囲された残りの被覆材Bbから切り離された被覆材Bcを、芯線Ba端部が外囲されるセミストリップ位置に残して、複数本の各芯線Ba…を一つに束ねられた状態に拘束する。被覆材Bcを芯線Ba端部に残したセミストリップ状態にて、電線B端部に圧着端子Aを取り付ける。
(もっと読む)
端子付き電線の製造方法及び端子付き電線並びに端子圧着装置
【課題】端子を電線に圧着接続するに際し、安定した電気的接触と、固着力を得ることができる端子付き電線の製造方法を提供する。
【解決方法】
電線10の軸方向に複数に分割された分割クリンパ30が、端子20の芯線圧着部26を押圧する端子押圧面32に前記軸方向に段差がないよう一体的に重なり合った状態で所定の高さまで押し下げられて、電線10と前記芯線接続部26とが全体的に均等に圧着接続され、続いて、前記分割クリンパ30は部分的に前記所定の高さに留まり、前記芯線圧着部26を押圧固定しつつ、前記分割クリンパ30の他の部分は更に押し下げられ、前記芯線圧着部を局所的に更に強く押圧して、端子20を電線10に圧着接続する。
(もっと読む)
端子圧着方法、端子圧着装置、端子圧着構造及び電気コネクタ
【課題】アンビル及びクリンパに磨耗が生じることを抑制するとともに、電線の芯線が圧着されたワイヤバレルの上方に突上げ部が形成されることを防止することが可能となる端子圧着方法及び端子圧着装置を提供する。
【解決手段】端子圧着装置40は、端子10を載置する載置溝43を有するアンビル41と、アンビル41に載置された端子10のワイヤバレル31を押圧するクリンパ42とを備え、載置溝43は、有効圧着部31aを押圧する第一押圧部43aと、延長部31bを押圧する第二押圧部43bとを有し、第二押圧部43bの底面が、リセプタクル部20側に向かって拡開する傾斜面として形成されている。
(もっと読む)
端子圧着装置
【課題】極細電線に端子を圧着した際に、電線圧着部の形状が安定化し、機械的性能及び電気的性能に優れた電線圧着部が得られる端子圧着装置を提供する。
【解決手段】電線の芯線が載置される湾曲した基板部及び当該基板部の両側縁にそれぞれ立ち上げられた一対の圧着片を有する端子金具を支持するアンビルと、前記アンビルとの間で前記端子金具の圧着片を押圧可能に配置され前記アンビルとの対向部に2つの円弧面からなるアーチ形状の加締め部32が形成されたクリンパ19とを備え、前記アンビルと前記クリンパ19とにより前記圧着片を押圧し、前記端子金具に載置された前記芯線に前記圧着片を圧着する端子圧着装置において、前記クリンパ19の前記加締め部32の曲率半径Rが、成形される圧着部の設定幅Wに対して0.25W≦R≦0.27Wである。
(もっと読む)
端子圧着装置
【課題】アンビル上における端子金具の位置ずれに起因する圧着不良を未然に防止し、正確な圧着を行える端子圧着装置を提供する。
【解決手段】電線の芯線が載置される湾曲した基板部及び当該基板部の両側縁にそれぞれ立ち上げられた一対の圧着片16a,16aを有する端子金具16を支持するアンビル12と、前記アンビル12との間で前記端子金具16の圧着片16a,16aを押圧可能に配置され前記アンビル12との対向部に2つの円弧面からなるアーチ形状の加締め部が形成されたクリンパ14とを備え、前記アンビル12と前記クリンパ14とにより前記圧着片16a,16aを押圧し、前記端子金具16に載置された前記芯線に前記圧着片16a,16aを圧着する端子圧着装置において、前記アンビル12上の前記端子金具16が適正位置に位置するか否かを確認する端子金具確認手段20を備えている。
(もっと読む)
端子金具の寸法測定方法及び寸法測定装置
【課題】被覆圧着部の高さ寸法の測定を安定して行い、それにより、圧着の品質をより正確に管理することができる端子金具の寸法測定方法及び寸法測定装置を提供する。
【解決手段】一対の芯線圧着片42が芯線52に加締められると共に一対の被覆圧着片44が一方の被覆圧着片44の上に他方の被覆圧着片44がオーバーラップするように被覆51に加締められて被覆電線50に圧着された端子金具40において、一対の芯線圧着片42が芯線52に加締められてなる芯線圧着部43を基板部41に対して垂直に挟持して、芯線圧着部43の挟持方向と所定角度で交差する方向に若しくは平行に、一対の被覆圧着片44が被覆51に加締められてなる被覆圧着部45を挟み被覆圧着部45の高さ寸法H2を測定する。
(もっと読む)
圧着機
【課題】安定的な圧着を長期的に保障し機械的性能及び電気的性能の向上を図ることができる圧着機を提供する。
【解決手段】圧着機10は、電線60が載置される基板部53及び基板部53の両側縁にそれぞれ立ち上げられた一対の圧着片51を有する端子金具50を電線60に圧着するものであって、端子金具50の基板部53が載置されるアンビル20と、アンビル20との間で端子金具50を加圧して端子金具50の一対の圧着片51を電線60に加締めるクリンパ19と、を備え、クリンパ19における端子金具50の圧着片51を加締める加締部32が、鏡面仕上げ39を施されている。
(もっと読む)
端子圧着装置
【課題】極細電線に端子を圧着した際に、電線圧着部の形状が安定化し、機械的性能及び電気的性能に優れた電線圧着部が得られる端子圧着装置を提供する。
【解決手段】電線が載置される湾曲した基板部及び当該基板部の両側縁にそれぞれ立ち上げられた一対の圧着片を有する端子金具を支持するアンビルと、前記アンビルとの間で前記端子金具の圧着片を押圧可能に配置され前記アンビルとの対向部に2つの円弧面からなるアーチ形状の加締め部32が形成されたクリンパ19とを備え、前記アンビルと前記クリンパ19とにより前記圧着片を押圧し、前記端子金具に載置された電線に前記圧着片を圧着する端子圧着装置において、前記クリンパ19の円弧の長さcと、前記クリンパの中央部における円弧の接線に対する鉛直線とのなす角度θとで定義した指数a=c・cosθを用いて前記クリンパの形状を設計された。
(もっと読む)
圧着機及び端子金具
【課題】圧着時の端子金具の挙動を安定させて品質の向上を図ることができる圧着機及び端子金具を提供する。
【解決手段】電線50が載置される湾曲した基板部43及び基板部43の両側縁にそれぞれ立ち上げられた一対の圧着片41を有する端子金具40を電線50に圧着する圧着機10であって、端子金具40の基板部43が載置されるアンビル20と、アンビル20との間で端子金具40を加圧して端子金具40の一対の圧着片41を電線50に加締めるクリンパ19と、を備え、アンビル20の載置面31に粗面加工が施されている。
(もっと読む)
121 - 140 / 183
[ Back to top ]