
Fターム[5E313AA23]の内容
電気部品の供給、取付け (45,778) | 取扱物品の種類 (9,133) | 容器類 (656) | トレー、パレット、整列板 (481)
Fターム[5E313AA23]に分類される特許
61 - 80 / 481
部品エラー表示装置
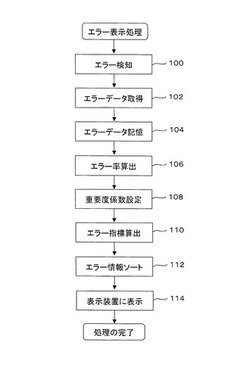
【課題】重要度およびエラー量に応じたエラー指標を算出して、エラー指標の高いものから順にソートしてエラー情報を表示できるようにした部品エラー表示装置を提供する。
【解決手段】エラーデータを取得するエラーデータ取得手段102と、取得されたエラーデータを記憶するエラーデータ記憶手段104と、エラーデータを所定の分類毎に集計したエラー量を算出するエラー量算出手段106と、分類毎に重要度係数を設定する重要度係数設定手段108と、重要度係数とエラー量を演算して分類毎のエラー指標を算出するエラー指標算出手段110と、分類毎に集計されたエラーの情報である集計エラー情報をエラー指標の高いものから順にソートして一覧表示する集計エラー情報表示手段114とを備えた。
(もっと読む)
部品実装装置

【課題】基板生産運転の開始前に、部品の種類違いを判別するようにし、生産効率の向上を図ると共に前記部品のロスの減少を図ること。
【解決手段】電源が投入された状態下にあって、この選択された基板P毎に、どの種類のチップ部品を使用するかの機種データが記憶装置26に格納されているので、この記憶装置26に格納された機種データと載置板14上にセットされたマガジン13に付された反射シール20に光を照射して光電センサ21が検出した機種データとが一致しているか否を制御装置25が絶えず判定している。そして、前記制御装置25が一致していないと判定すると、「準備未完了表示」画面をモニタ28に表示させるように制御すると共に運転開始スイッチ22がONされても運転を開始しないように制御する。
(もっと読む)
部品供給装置およびスプライシング作業確認方法
【課題】スプライシング作業の際に繋ぎ間違いが発生しにくい部品供給装置およびスプライシング作業確認方法を提供することを課題とする。
【解決手段】部品供給装置4は、複数の電子部品Pが配置されるテープ400を有するテープフィーダ40と、テープ400の電子部品Pの残量に関連する数量を直接または間接的に検出する数量検出手段41と、数量検出手段41から検出される数量を基に、テープ400に新しいテープ406を繋ぎ合わせるスプライシング作業における繋ぎ間違いを判別する制御装置42と、を備える。
(もっと読む)
ダイ供給装置
【課題】複数のポット保持部の中から使用する突き上げポットを選択する機能を持たせながら、突き上げ動作速度の高速化や省スペース化に対応できるようにする。
【解決手段】取替用の突き上げポット27を保管する突き上げポット保管ステーション41を設け、突き上げ機構18のポット保持部42を、突き上げポット27を自動取替可能に保持するように構成している。突き上げ機構18の動作を制御する制御装置は、突き上げポット27の自動取替時に突き上げ機構18のポット保持部42から突き上げポット27を取り外して突き上げポット保管ステーション41に載せ替え、該突き上げポット保管ステーション41に保管された複数の突き上げポット27の中から次に使用する突き上げポット27を選択して該ポット保持部42に保持させる。
(もっと読む)
部品実装装置
【課題】実装タクトの向上と装置全体のコンパクト化を図ることが可能な部品実装装置を提供することを目的とする。
【解決手段】部品供給部15より供給される部品4を吸着して表裏を反転させる反転ヘッド16が、ひとつのモータ35によって水平面内で回転駆動されるインナーシャフト34と、インナーシャフト34の回転動力を伝達してノズル部16aをインナーシャフト34の回転中心軸J回りに回転させるとともに、ノズル部16aの回転によってノズル部16aが下方又は上方を向いた状態でノズル部16aをインナーシャフト34の回転中心軸Jと直交する一の方向に移動させる回転動力伝達機構50を備える。
(もっと読む)
トレイ供給装置及び部品実装装置
【課題】トレイの交換に伴うタクトロスが少ないトレイ供給装置及び部品実装装置を提供することを目的とする。
【解決手段】入口部31aから送り込まれたトレイTRが水平方向にスライド移動し、第1トレイ供給位置PR1及び第2トレイ供給位置PR2を経て出口部31bから送り出されるようにトレイTRを案内するトレイ案内路31、トレイ案内路31の下方に配置されてトレイTRの搬送を行うトレイ搬送コンベア22、トレイ搬送コンベア22により搬送されたトレイTRをトレイ案内路31の入口部31aまで上昇昇移動させるトレイ上昇移動シリンダ32、トレイTRを入口部31aからトレイ案内路31内に送り込んでトレイ供給位置に位置させた後に出口部31bから送り出すトレイ送り機構34及びトレイ送り機構34によって出口部31bから送り出されたトレイTRをトレイ搬送コンベア22まで下降移動させるトレイ下降移動シリンダ33を備える。
(もっと読む)
トレイ供給装置及び部品実装装置
【課題】部品装着作業が実行されている間にトレイの交換を行うことができるトレイ供給装置及び部品実装装置を提供する。
【解決手段】第1トレイ供給位置PR1及び第2トレイ供給位置PR2の下方に配置されてトレイTRの搬送を行うトレイ搬送部22と、トレイ搬送部22と第1トレイ供給位置PR1との間でトレイTRを昇降させる第1昇降シリンダ51と、トレイ搬送部22と第2トレイ供給位置PR2との間でトレイTRを昇降させる第2昇降シリンダ52を備える。トレイ搬送部22は、トレイTRの供給時にはトレイ格納部33から取り出されたトレイTRを第1トレイ供給位置PR1の直下又は第2トレイ供給位置PR2の直下に搬送し、トレイTRの回収時には第1昇降シリンダ51或いは第2昇降シリンダ52によって受け渡された空のトレイTRをトレイ回収部34に向けて搬送する。
(もっと読む)
トレイ供給装置及び部品実装装置
【課題】トレイの交換に伴うタクトロスが少ないトレイ供給装置及び部品実装装置を提供することを目的とする。
【解決手段】トレイ供給位置PR1と水平に並んで設けられたトレイ待機位置PR2からトレイ供給位置PR1にトレイTRがスライドするようにトレイTRを案内するトレイ移動ガイド22、トレイ待機位置PR2上のトレイTRをトレイ移動ガイド22に沿ってスライドさせてトレイ供給位置PR1に供給するスライドシリンダ25、トレイ載置プレート41をトレイ移動ガイド22の下方でトレイ移動ガイド22に沿った水平方向及び上下方向に移動させることによって、トレイ待機位置PR2へのトレイTRの供給及びスライドシリンダ25によりトレイ待機位置PR2からトレイ供給位置PR1に供給されたトレイTRの回収を行うトレイ供給回収機構40を備える。
(もっと読む)
部品配置装置
【課題】軸棒あるいは軸棒を支持している直動軸受を簡単にかつ短時間で交換することができる部品配置装置を提供すること。
【解決手段】枠体11、枠体11に並列支持された、配置対象の部品を一時的に保持する手段に接続された軸棒12と軸棒を昇降可能に支持する筒体13とから構成される直動軸受14aおよび直動軸受の筒体の周囲に装着した回転軸受15を含む軸棒昇降回転手段16の複数個、および枠体に支持された、上記軸棒昇降回転手段のそれぞれに第一の動力伝達手段17を介して接続された回転伝達手段18とを含む軸棒昇降回転機構19、そして軸棒昇降回転機構の回転伝達手段に第二の動力伝達手段42を介して着脱可能に係合された回転駆動手段および上記軸棒昇降回転機構の軸棒の上端部に接触配置された昇降駆動手段44を備えた基台41を含み、上記軸棒昇降回転機構19の枠体11が上記基台41に着脱可能に固定支持されている部品配置装置。
(もっと読む)
部品実装装置および部品実装方法
【課題】複数の実装レーンを備えた部品実装装置において、基板種の変更に伴う機種切替え作業を、生産中の実装レーンの稼働を停止させることなく、且つオペレータの安全を損なうことなく実行することが可能な部品実装装置および部品実装方法を提供する。
【解決手段】第1の実装レーンL1、第2の実装レーンL2を備え、独立実装モード、交互実装モードを選択可能に構成された部品実装装置1において、実装対象となる基板種の変更に伴う機種切替え作業を実行するに際し、部品供給部においてオペレータの身体の一部または異物が進入可能な開口部19の近傍に設けられたテープフィーダ浮き検出センサ17がオペレータの手指26などの身体の一部または異物を検出したならば、当該部品供給部の属する実装レーンとは反対側の実装レーンに属する部品実装機構による作業動作を停止させる。
(もっと読む)
回収部品の選別支援装置及び部品実装装置
【課題】回収部品を再使用する際にその選別の作業性を向上させる。
【解決手段】部品実装装置は、トレイフィーダ5と、このトレイフィーダ5から部品を吸着して搬送する実装用ヘッド20と、吸着部品を撮像する部品認識カメラ18と、不良部品の回収用トレイTと、コントローラ30と、各種表示を行うモニタ24とを含む。コントローラ30は、部品認識カメラ18から入力される画像データに基づき部品の外観検査を行うとともに不合格部品を回収用トレイTに回収すべく実装用ヘッド20等を制御する主制御手段32と、不合格部品の回収位置及び当該部品の検査結果を含む回収部品データを記憶するデータ記憶手段36とを含む。主制御手段32は、回収用トレイTに回収された回収部品の回収部品データに基づき回収部品の不良内容等をモニタ24に表示させる機能を含む。
(もっと読む)
電界放出ディスプレー用のスペーサー自動実装システム及びスペーサー自動実装方法
【課題】アスペクト比が大きく且つ多数のスペーサーをパネルに実装する電界放出ディスプレー用のスペーサー自動実装システム及びその方法を提供する。
【解決手段】複数個のスペーサーを水平整列パレット21に整列する水平整列機20と、姿勢変換パレットが水平整列パレット21と向かい合った状態で水平整列パレット21を結合し、180度回転する反転機30と、複数個の案内孔51を備えた挿入ガイド50の下側に設けられ、接着剤の塗布されたパネルが置かれる作業台と、反転機30を挿入ガイド50の上側に移動させて前記複数個のスペーサーを複数個の案内孔51に挿入させる第1ローダー60と、案内孔51に挿入された前記スペーサーを前記パネルに加圧する複数個の加圧ピンを備えた加圧チャック80と、前記加圧ピンを案内孔51に挿入させる第2ローダー70と、反転機30、第1ローダー60及び第2ローダー70を制御する制御機90と、を含む。
(もっと読む)
搬送トレイ
【課題】デバイスの大きさに関係なく、しかもデバイスを治具から搬送トレイへ効率よく移し替ることが可能な搬送トレイを提供する。
【解決手段】複数のデバイスを収容して搬送する搬送トレイであって、複数のデバイスを支持する表面を有するデバイス支持部と、デバイス支持部の外周を囲繞して形成された枠部とを備えたトレイ本体と、トレイ本体のデバイス支持部の表面に装着されタック力を有するタック層とを具備している。
(もっと読む)
部品実装装置
【課題】所定の装着範囲内においてウエハカット部品の特性が略同一となるようにウエハカット部品を実装できる部品実装装置を提供すること。
【解決手段】制御装置1は、装着する同一部品種の部品同士の特性バラツキを所定の範囲内に抑えることが必要な範囲毎に、基板を区画する複数のブロックを記憶しておく。そして、部品採取異常もしくは部品異常に対する部品採取のリカバリの発生により、供給ウエハU上の部品同士の位置の距離が所定の許容部品間距離を超え、もしくはピッチ数が所定の許容ピッチ数を超える場合には、ブロックBへの装着は不可能と判断する制御を行う(ステップ12等)。よって、各ブロックB内においてウエハカット部品Pの特性がばらついた状態で実装されることを防止できる。
(もっと読む)
実装システム
【課題】製品履歴を確実にトレースでき、かつ実装システムの大型化・高コスト化を招くことなく、複数の子基板に分割される親基板に実装するにあたって、子基板の識別番号の読み取りを効率よく行うことにより、実装システム全体の生産時間を抑制する。
【解決手段】電子部品実装機を親基板の搬送方向に沿って複数台直列に並べ、親基板への部品の実装を複数台の電子部品実装機により分担して行う電子部品実装システムにおいて、ホストコンピュータの制御部は、複数台の電子部品実装機のうち分担して行う部品の実装に要する分担実装時間の短い電子部品実装機の撮像装置により複数の子基板に付された子基板識別符号を読み取らせる(ステップ114,116)。
(もっと読む)
部品実装装置及び部品実装方法
【課題】ピン挿入型の部品の基板への装着時間を短縮して実装基板の生産性を向上させることができるようにした部品実装装置及び部品実装方法を提供することを目的とする。
【解決手段】吸着ノズル7aにより吸着した部品3を下方から撮像するとともに、基板2上の部品装着部位2aを上方から撮像し、得られた部品3の画像に基づいて、その部品3が備える複数の挿入ピンPの中から複数の挿入ピンPを指定する一方、得られた部品装着部位2aの画像に基づいて、指定した複数の挿入ピンPのそれぞれに対応する複数のピン孔Hを指定する。そして、挿入ピンP及びピン孔Hそれぞれの位置を算出し、指定した挿入ピンPが対応するピン孔Hの直上に位置するように吸着ノズル7aを移動させるのに必要な吸着ノズル7aの移動量を求めて吸着ノズル7aを移動させ、部品2と基板3の位置合わせを行う。
(もっと読む)
対基板作業機
【課題】 実用性の高い対基板作業機を提供する。
【解決手段】 ヘッドHと、ヘッド保持装置24と、ヘッド保持装置を移動させる移動装置26を備えた対基板作業機10において、ヘッドとして、作業ヘッドのみならず撮像ヘッド等の検知ヘッドをもストッカ52に配置し、ヘッド保持装置が保持部においてそれらのヘッドの1つを選択的に保持可能とする。端的に言えば、検知ヘッドが作業ヘッドと自動的に交換されるように構成する。検知ヘッドが、作業ヘッドと同じ位置においてヘッド保持装置に装着可能とされていることで、移動装置によるヘッド保持装置の可動範囲を余分に大きくしなくても、作業ヘッドによる作業のエリアにおいて検知ヘッドを移動させることができ、コンパクトな対基板作業機が実現される。
(もっと読む)
部品実装装置及び部品実装装置の吸着ツール
【課題】正圧供給によるエアブロー時、吸着ツールが装着ヘッドから外れてしまう事態を防止することができる部品供給装置及び部品供給装置の吸着ツールを提供することを目的とする。
【解決手段】装着ヘッド14の下端のツール保持面14Sと吸着ツール15の上端の被保持面15Sとを接触させた状態で、ツール保持面14Sに設けられたツール保持面側窪部23に負圧を供給して装着ヘッド14の下端に吸着ツール15を保持するとともに、吸着ツール15の被保持面15Sに設けられた誘導溝31及び誘導溝31から下方に延びて設けられた部品吸着孔32に負圧を供給することによって吸着ツール15の下端に部品3を吸着させる部品実装装置1において、吸着ツール15の被保持面15Sに、被保持面15Sがツール保持面14Sと接触した状態でツール保持面側窪部23と連通して被保持面15Sに負圧が作用する領域を増大させる被保持面側窪部33を設ける。
(もっと読む)
部品実装装置及び部品実装方法
【課題】装着ヘッド内の機構を簡単化して装着ヘッドが大型化することを防止することができる部品実装装置及び部品実装方法を提供することを目的とする。
【解決手段】基板3の位置決めを行う搬送コンベア2と、部品4の供給を行うトレイフィーダ5と、2列に配置された第1の昇降軸9及び第2の昇降軸10を有し、第1の昇降軸9にはトレイフィーダ5より供給される部品4をピックアップして搬送コンベア2により位置決めされた基板3に装着する吸着ノズル11が取り付けられ、第2の昇降軸10には、吸着ノズル11の下端側へ延び、吸着ノズル11の直下に位置した部品4を挟持して吸着ノズル11が吸着しようとする部品4の位置規正を行う開閉アーム23が取り付けられた装着ヘッド7とを備える。
(もっと読む)
電子部品実装システムおよび電子部品実装方法
【課題】生産対象の品種の特性に応じて多様な実装作業形態を適宜選択することが可能なフレキシブルで生産効率にすぐれた電子部品実装システムおよび電子部品実装方法を提供することを目的とする。
【解決手段】第1実装レーンL1、第2実装レーンL2を備えた複数の検査・塗布装置M1、電子部品搭載装置M2〜電子部品搭載装置M4を連結した構成の電子部品実装システムにおいて、一の作業動作機構によってこの作業動作機構に対応した基板搬送機構の基板のみを対象として作業動作を実行させる第1の作業モードと、一の作業動作機構によって複数の基板搬送機構の複数の基板のいずれをも対象として作業動作を実行可能な第2の作業モードとの2つの作業モードのうちいずれかを選択的に実行可能な構成とし、検査ヘッド15,塗布ヘッド16を備えた検査・塗布装置M1のみを第2の作業モードとする。
(もっと読む)
61 - 80 / 481
[ Back to top ]