
Fターム[5E313AA23]の内容
電気部品の供給、取付け (45,778) | 取扱物品の種類 (9,133) | 容器類 (656) | トレー、パレット、整列板 (481)
Fターム[5E313AA23]に分類される特許
81 - 100 / 481
電子部品実装システムおよび電子部品実装方法
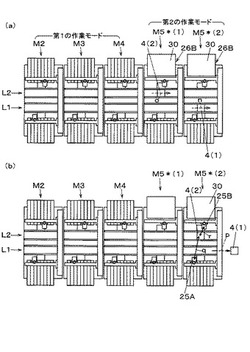
【課題】生産対象の品種の特性に応じて多様な実装作業形態を適宜選択することが可能なフレキシブルで生産効率にすぐれた電子部品実装システムおよび電子部品実装方法を提供することを目的とする。
【解決手段】第1実装レーンL1、第2実装レーンL2を備えた複数の電子部品搭載装置M2〜電子部品搭載装置M5*を連結した構成の電子部品実装システムにおいて、一の作業動作機構によってこの作業動作機構に対応した基板搬送機構の基板のみを対象として作業動作を実行させる第1の作業モードと、一の作業動作機構によって複数の基板搬送機構の複数の基板のいずれをも対象として作業動作を実行可能な第2の作業モードとの2つの作業モードのうちいずれかを選択的に実行可能な構成とし、トレイフィーダ30が装着された2基の電子部品搭載装置M5*のみを第2の作業モードとする。
(もっと読む)
部品実装装置及び部品実装方法

【課題】装着ヘッド内の機構を簡単化して装着ヘッドが大型化することを防止することができる部品実装装置及び部品実装方法を提供することを目的とする。
【解決手段】基板3の位置決めを行う搬送コンベア2と、部品4の供給を行うトレイフィーダ5と、2列に配置された第1の昇降軸9及び第2の昇降軸10を有し、第1の昇降軸9にはトレイフィーダ5より供給される部品4をピックアップして搬送コンベア2により位置決めされた基板3に装着する吸着ノズル11が取り付けられ、第2の昇降軸10には、吸着ノズル11の下端側へ延び、吸着ノズル11の直下に位置した部品4を挟持して吸着ノズル11が吸着しようとする部品4の位置規正を行う開閉アーム23が取り付けられた装着ヘッド7とを備える。
(もっと読む)
電子回路部品装着方法,電子回路部品装着機および立体被装着体保持治具
【課題】立体被装着体への電子回路部品の装着を行うために改善された電子回路部品装着方法,電子回路部品装着機および立体被装着体保持治具を提供する。
【解決手段】立体基板保持治具160の第二部分182を第一部分180に対して上昇させ、立体基板支持体186をパレット184から持ち上げ、立体基板140を支持させてパレット184から浮き上がらせた状態で駆動装置334により水平軸線まわりに回動させる。カム270,272のカム面の当接面296への当接により、立体基板140の上面142に対して傾斜した側面が順次、水平に位置決めされ、平板状の回路基板と同様に吸着ノズルの水平方向移動,昇降により電子回路部品が装着される。立体基板支持体186を回動装置336によって鉛直軸線まわりに回動させることにより水平軸線の向きを変え、立体基板140を別の水平軸線まわりに回動させ、別の側面を水平とし、電子回路部品を装着させる。
(もっと読む)
電子部品整列装置、電子部品包装体及び電子部品実装基板
【課題】本発明は電子部品整列装置、電子部品包装体及び電子部品実装基板に関する。
【解決手段】本発明の電子部品整列装置は、内部導体が形成される誘電体シートが積層されて形成される電子部品が提供されるトレイと、上記トレイから移動された上記電子部品を連続的に移送させる移送部と、上記移送部で移送される上記電子部品に磁場を提供し、上記内部導体を上記磁場との磁気抵抗が減る方向に整列させる磁場提供部と、を含むことができる。
(もっと読む)
実装機
【課題】トレイに保持された部品を基板上に実装する動作に要する合計時間が増加するのを抑制することが可能な実装機を提供する。
【解決手段】この実装機100は、4個の部品を同時に吸着可能な吸着ヘッド3aを有するヘッドユニット3と、ヘッドユニット3を制御する制御装置13とを備え、制御装置13は、トレイ10aから4個の部品を同時に吸着させる通常動作と、通常動作時に同時に吸着された4個の部品のうちの少なくとも1つの部品が実装されない場合に、トレイ10aの所定のブロックから代替部品を吸着させるリトライ動作とを行うとともに、リトライ動作を行った後で次の通常動作を行う際に、代替部品を吸着した所定のブロックとは異なるブロックに配置された4個の部品を吸着ヘッド3aに同時に吸着させるようにヘッドユニット3を制御するように構成されている。
(もっと読む)
部品実装装置およびトレイフィーダにおけるトレイ交換方法
【課題】トレイフィーダによって供給される部品を基板に実装する部品実装装置において、トレイ交換のための装置停止時間を短縮して生産性を向上させることができる部品実装装置およびトレイフィーダにおけるトレイ交換方法を提供する。
【解決手段】部品切れとなったトレイ6を保持するパレット24が新たなトレイ6との交換のためにパレット載置部27へ載置される。次に、パレット載置部27からパレット収納部23へ移動するパレット移動動作における戻し入れ先の収納アドレスを、パレット情報読み取りセンサ32によるパレット識別マークの読み取り結果と予め記憶されたパレット収納データとに基づき特定する。これにより、2つ以上のパレット24に部品切れが重複して発生した場合にあっても、特定される戻し入れ先の収納アドレスに対応するパレット収納部23に当該パレット24を戻し入れることができる。
(もっと読む)
部品実装装置および部品実装方法
【課題】無駄の発生を防止できる部品実装装置および部品実装方法を提供する。
【解決手段】部品実装装置10は、電子部品1がピックアップされるピックアップ工程を行うピックアップヘッド12と、ピックアップヘッド12と協働して受渡工程および部品実装工程を行うボンディングヘッド13と、ボンディングヘッド13のスピンドル84を上下方向に駆動させるためのボイスコイルモータ80とを備え、部品実装工程を任意の回数で実行した後に行う検査作業は、ボイスコイルモータ80がスピンドル84を上下方向に駆動する際の駆動電流値を測定し、測定開始後に予め定められた区間において駆動電流値が所定の閾値TH1を超えた場合に、それを記憶するとともに非検出区間に設定し、非検出区間に設定した区間において検出した駆動電流値を部品実装工程における接合動作実行のための判断に適用しないように設定する。
(もっと読む)
電子部品実装装置及び実装方法
【課題】 撮像用開口部を有する回路基板に撮像素子を実装する際に生じ得る回路基板における該開口部周辺の基板変形を抑制、防止する。
【解決手段】 回路基板に対して垂直な方向において、該撮像用開口部と収容凹部とについて部分的に整列する領域において、該撮像用開口部の内縁に沿った領域の長さをLと仮定した場合、これらLn(n=1〜9)の各々が0<Ln≦4t(tは回路基板における撮像素子実装領域の基板厚さ)を満たす。
(もっと読む)
実装モード決定方法及び部品実装システム
【課題】スループットと前後搬送路の生産数の均一化とを高いレベルで両立させる。
【解決手段】実装モード決定方法であって、非同期搬送独立実装モード、非同期搬送交互実装モードおよび同期搬送乗り入れ実装モードの何れかの実装モードを各部品実装装置の実装モードとして仮設定して各部品実装装置の前後レーン(搬送路)の実装サイクルタイム及び部品実装装置全体としてのスループットを演算するシミュレーション工程と、このシミュレーション工程で求められる前記スループット及び実装モードの組合せに基づき各部品実装装置の実装モードを決定する実装モード決定工程と、を含む。シミュレーション工程では、所定の初期モードで前記実装サイクルタイム及びスループットを演算し、前後レーンの実装サイクルタイムの時間差が所定値以上の場合には一乃至複数の部品実装装置の実装モードを変更して前後レーンの実装サイクルタイム及びスループットを再演算する。
(もっと読む)
素子部品搭載装置
【課題】 素子部品の搭載を容易にする。
【解決手段】 素子部品が収納されたパレットから導電性接着剤が設けられた素子搭載部材ウェハに素子部品を搭載する素子部品搭載装置であって、パレットから移動された素子部品を仮置きするトレーと、パレットに収納された複数の素子部品を吸引する複数の吸着部を有し、吸着部で素子部品をトレーに仮置きし、仮置きした素子部品をトレーから素子搭載部材ウェハの所定の位置に搭載する吸引移動手段とを備え、トレーが素子部品を個別に仮置きさする複数の凹部を有し凹部の壁面が傾斜しつつ凹部の開口側に露出しており、吸引移動手段がトレーの凹部に素子部品を仮置きした場合に、素子部品が凹部の傾斜した壁面を滑り凹部の底面に位置したところで、再度、素子部品を吸引して素子搭載部材ウェハの搭載位置まで移動して吸引した素子部品を所定の位置に搭載することを特徴とする。
(もっと読む)
対回路基板作業機群に対する作業者作業の計画作成方法
【課題】着脱可能な複数のフィーダ58を備えた部品供給装置24から、装着装置26が電子回路部品を受け取り、基板保持装置22に保持された回路基板に装着する電子回路部品装着機を、複数台含む電子回路部品装着シムテムにおけるフィーダ交換作業が集中することを回避し得る交換作業計画を作成する方法を提供する。
【解決手段】設定枚数の回路基板に対する装着作業を1作業単位とし、各フィーダ58の実初期部品数Nmを、1作業単位に装着される単位装着部品数nmで割った商より小さい素数をフィーダ58の数だけ取得する。取得した素数群に同じ値の素数が含まれている場合には、それらの1つを残し、他の素数は1段階あるいはそれ以上小さい素数に変更して、2つ以上同じ素数を含まない素数群を取得する。その素数群の各素数に対応する作業単位の次の作業単位の開始より前に各素数に対応するフィーダ58の交換が行われる計画を作成する。
(もっと読む)
部品実装装置および部品実装方法
【課題】装置を小型にでき、製造工程を短縮できる部品実装装置および部品実装方法を提供する。
【解決手段】部品実装装置10および部品実装方法は、電子部品1が保持される部品供給部11と、部品供給部11に対して上方から進退可能に設けられ、電子部品1におけるバンプが設けられた面に吸着することにより電子部品1がピックアップされるピックアップ工程を行うピックアップヘッド12と、ピックアップヘッド12と協働して電子部品1を挟持しながら電子部品1におけるバンプが設けられていない面に吸着してから、電子部品1に対するピックアップヘッド12の吸着が解除されることにより、電子部品1を受け渡される受渡工程を行うボンディングヘッド13と、を備え、ピックアップ工程において、各バンプの高さ寸法を揃えるレベリング工程を行う。
(もっと読む)
電子部品実装装置、並びにトレイ分離装置およびトレイ分離方法
【課題】分離するトレイのY方向をガイドし、分離動作の衝撃によるトレイの位置ずれを抑制することで分離後のトレイを正確に位置決めするトレイ分離装置を提供するものである。
【解決手段】トレイを保持または上下動作する保持手段と、トレイのX方向およびY方向に対する位置決めをする位置決め手段とを有し、保持手段は、保持爪とガイド爪とが上下動作方向に所定の間隔を保持して固着されたガイドプレートをトレイの一対の側面に対向してそれぞれ一対を備え、トレイはその一対の側面端にY方向に延在して設けられた溝部を備え、最上段トレイと次段トレイとを分離する際に、保持爪はトレイの底部を保持し、ガイドプレートはトレイのX方向の位置を決定し、一対のガイド爪は、溝部内に挿入されることにより、トレイのY方向の位置ずれを規制する。
(もっと読む)
対回路基板作業機および対回路基板作業システム
【課題】対回路基板作業機および対回路基板作業システムにおける回路基板に対する導電回路の形成等、実用性を向上させる。
【解決手段】対回路基板作業モジュールのヘッド移動装置の第2X軸スライドにヘッド保持部を設け、装着ヘッド,ジェットヘッド28,加熱ヘッドを択一的に保持させる。ジェットヘッド28は吐出ノズル118および吐出駆動装置120を含む印刷機構102を備え、ヘッド移動装置により基板保持装置に対して移動させられ、回路基板に導電回路形成剤を印刷する。対回路基板作業システムを構成する8台の対回路基板作業モジュールのうちの1台がジェットヘッド28を保持し、別の1台が加熱ヘッドを保持し、回路基板46への導電回路形成剤の印刷,加熱を行う。それにより、導電回路の追加による、設計ミスにより間違って形成された導電回路の修正や、回路基板に装着された電子回路部品の都合による導電回路の形成等が行われる。
(もっと読む)
部品実装システム
【課題】部品実装機により複数種類の実装基板を生産する際に、オペレータによる作業を軽減する。
【解決手段】複数の生産プログラムを、フィーダの段取り替えをせずに実行可能なクラスタに分割し、クラスタを単位に順次生産プログラムを実行して、フィーダから供給される部品を、所定位置に位置決めされた基板に搭載する部品実装機を備えた部品実装システムにおいて、クラスタが複数ある場合、各クラスタ内に含まれる全ての生産プログラムによる部品搭載の所要時間を計算すると共に、各クラスタ間で実行される段取り替えの所要時間を取得し、全クラスタ内の部品搭載所要時間と、全クラスタ間の段取り替え所要時間とを合計して、全生産終了予定時間を算出する手段を備えている。
(もっと読む)
ピンセット、電子部品実装方法、および部品整列パレット
【課題】円筒状外周面の円周位置を自由に調整(回転)することができるピンセット、このピンセットを適用した電子部品実装方法、部品整列パレットを提供する。
【解決手段】ピンセット1は、後端11t(第1把持部11)、後端12t(第2把持部12)が相互に連結され先端11p(第1把持部11)、先端12p(第2把持部12)が相互に分離された第1把持部11および第2把持部12を備える。ピンセット1では、第1把持部11は、第1把持部11と平行に配置され被処理物SBに当てられる第1挟持部13と、第1挟持部13が第1把持部11に対して移動するように第1挟持部13を保持する保持部14とを備え、第2把持部12は、第1挟持部13に対向するように配置された第2挟持部15を備える。
(もっと読む)
プリント回路板組立方法
【課題】回路基板へのバンプ部品の装着において、装着能率の向上を可能にするプリント回路板組立方法の提供を課題とする。
【解決手段】装着ラインを構成する上流側装着機に高さが設定高さ以下のBGA36,角チップ32を割り当て、低BGAを最初に回路基板に装着する。低BGAはマルチノズルヘッドによる低角チップの装着を妨げず、最初の装着により、低BGAの未装着箇所に落下した低角チップの上に低BGAが装着されることが、装着箇所の検査なく回避される。また、例えば、下流側装着機において高さが設定高さより高いBGA36が装着される際、既に角チップ32が装着されている場合には、装着に先立って、高BGAを装着すべき箇所に、低角チップが落下していないかどうかの検査を行い、その検査に要する検査時間を、高BGAを装着する動作自体に要する装着時間に加えて、1個の高BGAの装着に要する所要時間とし、その上で、上流側装着機と下流側装着機との総所要時間が均等になるようにする。
(もっと読む)
チップボンダ
【課題】電子部品片と相手側部材の超音波溶着を、簡単な構造で、且つ高速に行えるチップボンダを提供する。
【解決手段】中心軸を回転軸として回転可能に支持される、ターレット10と、ターレット駆動モータ20と、ターレット10の周方向に複数設けられ、吸着ノズル33が設けられる超音波ホーン32と、ホーン支持部材34と、ホーン支持部材34を上下方向に摺動可能に支持するケース31を備え、吸着ノズル33により電子部品片300を吸着し、超音波振動により電子部品片300と相手側部材を溶着する、部品保持ユニット30と、ターレット10と部品保持ユニット30の間に設けられるとともに、部品保持ユニット30をターレット10に対して相対的に移動するように案内する、部品保持ユニット案内装置50と、部品保持ユニット30を押圧することによって、下方向に移動させる部品保持ユニット駆動装置80を備えるチップボンダ1とした。
(もっと読む)
部品実装装置及び部品実装方法
【課題】部品装着前の基板と部品の位置合わせ時に必要な撮像物体の相対位置関係を簡易な工程で検出することができる部品実装装置及び部品実装方法を提供することを目的とする。
【解決手段】基板載置台14aに載置された吸着ツール20の上面の上端開口部20bを、撮像視野を下方に向けた下方撮像カメラ18aにより撮像するとともに、吸着ツール20を装着ヘッド17に取り付けて上昇させた状態で吸着ツール20の下面の下端開口部20cを、撮像視野を上方に向けた上方撮像カメラ18bにより撮像し、得られた両画像より求められる上端開口部20bと下端開口部20cの相対位置に基づいて、下方撮像カメラ18aの撮像視野内により撮像される物体と上方撮像カメラ18bの撮像視野内により撮像される物体の相対位置関係を検出する。そして、その検出した位置関係に基づいて部品装着部位に対するヘッド部に吸着された部品の位置合わせを行う。
(もっと読む)
部品実装方法
【課題】透明な材料から成る部品を基板に装着する際、部品の位置を正確に検出して高い精度で部品を基板に装着できるようにした部品実装方法を提供することを目的とする。
【解決手段】吸着ノズル21により吸着した部品4の下面にペーストPを付着させてその部品4を下方から撮像し、得られた画像(撮像画像SR)から求められる部品4の下面のペーストPの位置に基づいて撮像画像SRの中の部品4の位置を把握し、これにより部品4の位置を検出する。
(もっと読む)
81 - 100 / 481
[ Back to top ]