
Fターム[5E313DD15]の内容
電気部品の供給、取付け (45,778) | 部品の移送、供給 (10,696) | 複数品種部品の供給順序に関するもの (81)
Fターム[5E313DD15]に分類される特許
1 - 20 / 81
ワーク搬送方法およびワーク搬送装置
【課題】ワークを受け渡す取数が相違する場合であっても、短時間でしかも安定してワークを受け渡すことが可能なワーク搬送方法およびワーク搬送装置を提供する。
【解決手段】供給側治具12から一回の供給動作で一定数のワーク11を、一定数よりも多い数のワーク保持部17を有するワーク保持治具10におけるワーク保持部17に供給していくワーク搬送方法である。供給側治具12からの一定数のワーク11の供給動作のみを複数回行い、一つの供給動作において、2つのワーク保持治具10のワーク保持部17への供給を含ませることにより、複数のワーク保持治具10の全ワーク保持部17にワークを供給する。
(もっと読む)
基板処理システム、基板供給順序決定方法、プログラム、記録媒体

【課題】並列に配置された基板搬送系Cf、Cbそれぞれが搬送する基板Sへの処理を、各基板搬送系Cf、Cbに設けられたヘッドユニット51f、51bにより行うにあたって、ヘッドユニット51f、51bの退避動作の発生を抑制し、スループットの向上を図る。
【解決手段】基板搬送系Cf、Cbのうち一方へは幅の広い品種の基板Sから供給するとともに他方へは幅の狭い品種の基板Sから供給すると、基板搬送系Cf、Cbへの基板の搬送順序を決定する。そのため、基板搬送系Cf、Cbのうち、一方の基板搬送系へ幅広の基板Sが供給されるときには、他方の基板搬送系へは幅狭の基板Sが供給されることとなる。その結果、基板搬送系Cf、Cbの両方に同時に幅広の基板Sが供給されて、基板搬送系Cf、Cbに搬送されてきた各基板Sの間隔ΔSが狭くなるといった状況の発生を抑制し、スループットの向上を図ることが可能となっている。
(もっと読む)
電子部品の装着方法
【課題】二列の搬送装置で搬送する装着エリアの搬送方向の長さを超える長尺の基板に実装する際の、複数回位置決め動作による実装待ち時間を排除して、稼動効率の向上を図ること。
【解決手段】Aレーン2Aで搬送される装着ヘッド6A、6Bの装着エリアの搬送方向の長さを超える長尺のプリント基板Pを1回目の位置決めをした状態で、前記両装着ヘッド6A、6Bで部品供給装置3A、3Bから取出した電子部品を前記プリント基板Pの右半分に装着している間に、Bレーン2Bで前記プリント基板Pの搬送及び第1回目の位置決め動作を行い、Aレーン2Aで1回目の位置決めをした前記プリント基板Pの右半分に装着した後は、このAレーン2Aで前記プリント基板Pの2回目の位置決めのための搬送及び位置決め動作をする前に、Bレーン2Bで搬送及び位置決めされた前記プリント基板Pの右半分に装着する。
(もっと読む)
実装基板製造システムおよび実装基板の製造方法
【課題】基板の搬送ラインに沿って配設された複数の基板処理装置により多品種の実装基板を生産する実装基板製造システムにおいて、生産性を向上させる。
【解決手段】実装機5は、複数のテープフィーダー551を部品収容部550に装着可能で、しかもテープフィーダー551の配置態様を変更可能となっており、共通段取りした状態で複数の品種の実装基板を製造する。そして、実装機5が全品種のうち少なくとも一品種でボトルネックとなっている場合に、当該実装機におけるテープフィーダー551の配置態様を変更することでボトルネックとなっている品種での実装機5のCTを短縮している。
(もっと読む)
ボンディング方法およびボンディング装置
【課題】縦長タイプのチップであっても、横長タイプのチップであっても効率よくピックアップして行くことができ、また、画像処理の効率化を図ることが可能なボンディング方法及びボンディングを提供する。
【解決手段】テーブル横方向の移動回数がテーブル縦方向の移動回数よりも多くなる縦長チップ用ピックアップ順番の設定と、テーブル縦方向の移動回数がテーブル横方向の移動回数よりも多くなる横長チップ用ピックアップ順番の設定とを行う。縦方向寸法が横方向寸法よりも大きい縦長チップ21Aに対して、縦長チップ用ピックアップ順番に従ってピックアップする。横方向寸法が縦方向寸法よりも大きい横長チップ21Bに対して、横長チップ用ピックアップ順番に従ってピックアップする。
(もっと読む)
部品実装ラインおよび部品実装方法
【課題】複雑な基板供給システムを必要とせず、異種の基板に対するスクリーン印刷を同時進行で実行することができる部品実装ラインおよび部品実装方法を提供することを目的とする。
【解決手段】部品実装ライン3の上流側から基板4が搬入される基板搬入部12、搬入された基板4に印刷を実行する印刷実行部13、印刷が実行された基板4が下流側に搬出される基板搬出部14及び搬入された基板4を受け取って印刷実行部13に対する基板4の位置決め及び印刷が実行された基板4の基板搬出部14への移動を行う基板移動ステージ15を備えた2基のスクリーン印刷機11A,11Bを有する。2つの基板搬入部12、2つの印刷実行部13及び2つの基板搬出部14はそれぞれ部品実装ライン3の基板4の搬送方向に延びた垂直対称面Sに対して対称な位置に設けられ、印刷実行部13は基板搬出部14よりも垂直対称面Sから離れた位置に設けられる。
(もっと読む)
はんだ印刷システム
【課題】 実用性の高い多レーン化はんだ印刷システムを提供する
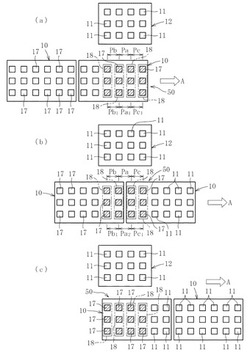
【解決手段】 基板搬送方向に並べられてそれぞれが2つの搬送レーン36,38のうちの一方36においてはんだを印刷する2つの印刷機14a,14bと、それら2つの印刷機の間に配置されて基板を搬送するレーンをそれら2つの搬送レーンの間で切換える搬送レーン切換装置12bとを備えたはんだ印刷システムを、2つの印刷機のうちの一方による印刷を行う1レーン印刷モード(図3(b),(c))と、2つの印刷機の両方による印刷を行う2レーン並行印刷モード(図3(a))との両方において、印刷作業が可能に構成する。種々の電気回路製造態様を実現することができ、汎用性に富んだシステムとなる。
(もっと読む)
部品実装用装置及び部品実装用装置における段取り替え方法
【課題】機種切り替えがなされた場合の作業効率の低下を防止することができる部品実装用装置及び部品実装用装置における段取り替え方法を提供することを目的とする。
【解決手段】基板PBの機種切り替えがなされたことが検知された場合に、機種切り替えに必要な段取り替えの作業項目の中に、オペレータが手作業で行うべき作業項目があるか否かの判断を行い(ステップST53)、オペレータが手作業で行うべき作業項目がない場合には作業実行部16の運転を停止させることなく、機種切り替えに必要な段取り替えの全ての作業項目を自動で実行する(ステップST54)。
(もっと読む)
電子部品実装システム
【課題】両面実装基板の両面の生産が連続するか否かを考慮して、複数の生産プログラムの実行順序を決定することが可能な電子部品実装システムを提供することを課題とする。
【解決手段】電子部品実装システム9の制御装置90は、複数の生産プログラムA1〜Eの実行順序を決定する。複数の生産プログラムA1〜Eは、両面実装基板の一面を生産する一面プログラムA1と他面を生産する他面プログラムA2と、を含む。制御装置90は、一面プログラムA1と他面プログラムA2とを連続して実行する連続モード、一面プログラムA1と他面プログラムA2とを他の生産プログラムB〜Eを挟んで断続して実行する断続モードの選択状況を考慮して、複数の生産プログラムA1〜Eの実行順序を決定する。
(もっと読む)
電子部品実装装置
【課題】各トレイに収容された部品の部品残数を管理することにより、部品残数の少ないトレイより順番に使用できるようにした電子部品実装装置を提供する。
【解決手段】複数のトレイ42に収容された電子部品Pの部品種および部品残数をトレイ毎に記憶する部品残数データ記憶手段と、部品残数データ記憶手段に記憶された電子部品の部品種および部品残数に基づいて同じ部品種の電子部品を収容したトレイのうち部品残数の少ない順にトレイの使用順序を決定する使用順序決定手段S106を備え、使用順序決定手段で決定されたトレイの使用順序に従って部品実装ヘッド25により電子部品を順次取り出し、基板Bに実装するようにした。
(もっと読む)
電子部品実装ラインおよび電子部品実装方法
【課題】異種類の基板を含めた複数枚の基板を対象として同時並行的に印刷作業を効率よく実行する電子部品実装ラインおよび電子部品実装方法を提供する。
【解決手段】電子部品搭載装置3の上流に2つのスクリーン印刷部7A,7Bをそれぞれ直列に配置して成る2列のスクリーン印刷ラインを並設したスクリーン印刷システムを連結して構成された電子部品実装ラインにおいて、2列のスクリーン印刷ラインは、スクリーン印刷システムの中心側にそれぞれのバイパス用の基板搬送路8を並列に配置し、それぞれのスクリーン印刷部7A、7Bを基板搬送路8の外側に配置した構成とする。これにより、下流側装置から当該スクリーン印刷装置の上流側へ基板5を戻すためのリターン搬送および上流側から送られた基板5を当該スクリーン印刷装置を通過させて下流側装置へ搬送するためのバイパス搬送など必要に応じて多様な基板搬送形態が可能となる。
(もっと読む)
半導体素子装着装置及びその装着方法
【課題】本発明は、2種類の半導体素子を1個のワークに装着する半導体素子装着装置において、1種類の半導体素子のみを装着する場合においても、より生産効率の高い半導体素子装着装置を提供することである。
【解決手段】本発明は、各ワークを所定間隔毎に設けられた複数の送り爪で係止し凹状の搬送路を間欠送りし、前記所定間隔で規定される所定のピッチで前記送り爪を往復動作させて搬送し、最大N個(2≦Nの整数)の前記ワークを同時に前記送り爪にそれぞれ1個ずつ係止できるように前記搬送路に供給し、最大N個の前記ワークにそれぞれ半導体素子を装着することを特徴とする。
(もっと読む)
電子部品移載装置
【課題】真空ポンプが故障した場合でも長時間装置を停止させることなく電子部品の吸着動作を再開できるようにする。
【解決手段】複数の吸着ノズルを有する第1〜第4のヘッドユニット19a〜19dを備える。第1〜第4の吸引用空気通路34〜37から第1、第2の真空ポンプ38,39によって空気を吸引する空気吸引装置2を備える。第1、第2の真空ポンプ38,39と第1〜第4の吸引用空気通路34〜37との間に第1〜第4の切換弁40〜43を設ける。第1〜第4の切換弁40〜43を、第1、第2の真空ポンプ38,39のうちいずれか一つを選択して第1〜第4の吸引用空気通路34〜37に接続するものとし、第1〜第4の吸引用空気通路34〜37毎に設けた。各切換弁を遠隔操作するアクチュエータと、重量が相対的に重い電子部品を実装するヘッドユニットに少なくとも1台の真空ポンプが接続され、他のヘッドユニットには他の真空ポンプが接続されるようにアクチュエータを制御する制御装置45を備えた。
(もっと読む)
基板生産方法および電子部品実装装置
【課題】部品切れ等によって優先レーンでの生産が継続できなくなった場合は、他の生産可能なレーンに生産を切替え、その後、優先レーンでの生産が可能となった場合に、優先レーンに生産復帰する基板生産方法および装置を提供する。
【解決手段】複数の基板搬送レーン17、18のうち先に基板16が投入された基板搬送レーンを優先レーンに設定し、優先レーン上の基板に電子部品を実装し、優先レーン上の基板の生産が継続できなくなった場合には、他の生産可能な基板搬送レーン上の基板に電子部品を実装するように生産するレーンを切替え、その後、優先レーン上の基板の生産が継続できるようになった段階で、優先レーン上の基板に電子部品を実装するように生産復帰させるようにした。
(もっと読む)
部品実装システム
【課題】部品実装機により複数種類の実装基板を生産する際に、オペレータによる作業を軽減する。
【解決手段】複数の生産プログラムを、フィーダの段取り替えをせずに実行可能なクラスタに分割し、クラスタを単位に順次生産プログラムを実行して、フィーダから供給される部品を、所定位置に位置決めされた基板に搭載する部品実装機を備えた部品実装システムにおいて、クラスタが複数ある場合、各クラスタ内に含まれる全ての生産プログラムによる部品搭載の所要時間を計算すると共に、各クラスタ間で実行される段取り替えの所要時間を取得し、全クラスタ内の部品搭載所要時間と、全クラスタ間の段取り替え所要時間とを合計して、全生産終了予定時間を算出する手段を備えている。
(もっと読む)
電子回路部品装着システム
【課題】生産能率の低下を抑えつつ、装着ミスが発生した電子回路部品のリカバリを行うことができる電子回路部品装着システムを提供する。
【解決手段】電子回路部品装着システムの、マルチノズルヘッド40を備えた装着装置を制御する制御装置に、(a)マルチノズルヘッド40により1枚の回路基板に対して装着作業が行われている途中で、装着装置に、マルチノズルヘッド40の別のノズルヘッドとの交換、あるいはマルチノズルヘッド40に保持されている吸着ノズル154の少なくとも1つの別の吸着ノズル154との交換によるヘッド変更を行わせるヘッド変更制御部と、(b)そのヘッド変更制御部の制御によるヘッド変更の直前に、変更前のマルチノズルヘッド40よる装着が予定されている電子回路部品のうち装着ミスとなったものの再度の装着動作を集中的に行う集約リカバリを前記装着装置に行わせるヘッド変更前集約リカバリ制御部とを設ける。
(もっと読む)
生産ラインシステムにおける生産計画決定方法
【課題】消費電力量を低減することができる新たな手段を有する生産ラインシステムにおける生産計画決定方法を提供する。
【解決手段】生産計画決定方法は、装着ヘッド26に装着されているノズル27の少なくとも一部が選択された集約元となるモジュール2のノズル27と同一種類であり、かつ、装着ヘッド26が装着可能なノズル27の数が集約元のモジュール2のノズル27の数と同数以上であるモジュール2を集約候補として抽出する集約候補抽出工程と、集約した場合のサイクルタイムが初期生産計画のサイクルタイムに基づいて設定された閾値以下である場合には、集約元のモジュール2における電子部品の実装処理を集約候補としてのモジュール2に集約した変更生産計画を生成する変更生産計画生成工程とを備える。
(もっと読む)
部品実装装置および部品実装装置における基板搬送方法
【課題】複数の基板搬送レーンを備えた構成において、基板搬入順序を合理的に制御して生産性を向上させることができる部品実装装置および部品実装装置における基板搬送方法を提供することを目的とする。
【解決手段】コンベア10A、10B、10C、10Dを並列して成るコンベア列の側方に部品供給部20A,20Bが配設され、上流側装置から受け渡された基板13を振り分ける基板振り分け部M3Bとを備えた構成において、新たな基板13が基板振り分け部M3Bに受け渡されたならば、予め基板データ記憶部に記憶された当該基板品種についての搬入優先順位データを読み出し、基板要求信号Rが出力されている複数の基板搬送コンベアのうち、部品供給部20A,20Bに最も近接したコンベア10A,10Dに搬入優先順位の高い優先基板13*を基板振り分け部M3Bから搬入させる。
(もっと読む)
部品実装装置および部品実装装置における基板搬送方法
【課題】複数の基板搬送レーンを備えた構成において、基板搬入順序を合理的に制御して生産性を向上させることができる部品実装装置および部品実装装置における基板搬送方法を提供することを目的とする。
【解決手段】コンベア10A、10B、10C、10Dを並列して成るコンベア列の側方に部品供給部20A,20Bが配設され、上流側装置から受け渡された基板13を振り分ける基板振り分け部M3Bとを備えた構成において、新たな基板13が基板振り分け部M3Bに受け渡されたならば、予め基板データ記憶部に記憶された当該基板品種についての搬入優先順位データおよび搬入優先順位の高い優先基板13*が搬入されるべき基板搬送コンベアのレーン区分を予め設定した搬入レーン設定データを読み出し、実際の基板搬送動作の制御指示がこれらの条件を遵守しているか否かを判定して、結果を表示部に警告として報知する。
(もっと読む)
段取り替え計画の決定方法および決定装置
【課題】割込生産を行う際に、段取り替え部品の段取り替え計画の決定を短時間化すると共に、実際の段取り替えに要する時間を短時間化することができる段取り替え計画の決定方法および決定装置を提供する。
【解決手段】割込段取り替え計画決定工程は、割込生産の前後の生産における初期段取り替え計画決定工程により決定された段取り替え部材の設置位置に基づいて、割込段取り替え計画を決定する(S11〜S32)。
(もっと読む)
1 - 20 / 81
[ Back to top ]