
国際特許分類[A61C13/20]の内容
生活必需品 (1,310,238) | 医学または獣医学;衛生学 (978,171) | 歯科;口腔または歯科衛生のための用具または方法 (6,129) | 歯科補綴;その製造 (1,217) | ろう付け,鋳造,成形または溶融方法または装置 (33)
国際特許分類[A61C13/20]に分類される特許
21 - 30 / 33
歯科用高温鋳造用石膏系埋没材
【課題】 操作性,膨張性,鋳型強度は従来と同等でありながら優れた耐高温熱分解特性(亀裂,鋳巣,欠陥が無い)を示す歯科用高温鋳造用石膏系埋没材を提供する。
【解決手段】 耐熱材と半水石膏を含む歯科用高温鋳造用石膏系埋没材において、単糖類,二糖類,糖アルコールより選ばれる1種または2種以上を含有することを特徴とする歯科用高温鋳造用石膏系埋没材とする。更に、メタリン酸アルミニウム及び/またはメタリン酸ナトリウムのリン酸塩を0.05〜10重量%配合してもよい。
(もっと読む)
歯科要素の製造方法及びかかる要素の配置構成
【課題】 第一と第二キャスト部が使用される歯科要素を製造するための方法を提供する。
【解決手段】 第一キャスト部は歯科要素の内部形状または内部表面に相当する外部形状または外部表面を与えられている。第一キャスト部は第二キャスト部の空間内に付与される。この空間は第一キャスト部の容積を越える容積を持つ。ゲルスラリーが第一と第二キャスト部間に残る空間内に付与される。ゲルスラリーは凝固され、第一キャスト部は凝固したスラリーと一緒に第二キャスト部から除去されることができ、歯科要素の外部形状を形成するために加工されることができる。加工されたゲルスラリーまたは歯科要素成分は次いで焼結されることができる。本発明はまた、ゲルスラリーを用いて構成される歯科要素に関する。本発明は歯科要求を満足する強度を与えかつ非常に低い毒性を持つ。
(もっと読む)
歯科技工用鋳造装置

【課題】 これまでに使用経験のない金属材料等を使用した鋳造の際の、作業者にとっての操作性・作業性を改善する。
【解決手段】 作業者が鋳込みに使用する金属の液相温度と金属量、及び鋳型の埋没材の材料の選択情報を操作部42より入力すると、プログラム作成部41は入力された情報に基づいて加熱炉の温度プログラムや鋳込み時の加圧タイミングなどを含む運転プログラムを自動的に作成し、制御部40はこの運転プログラムに従ってヒータ14による加熱温度やガス導入弁50の開閉などを制御する。金属の液相温度は金属メーカーから提供される説明書等に記載されており、金属量は作業者が実際に坩堝に収納する金属の重量であって簡単に求まる。したがって、こうした事項の入力は従来の装置で行われていた各種の温度や時間の設定に比べれば、作業者にとって軽微な負担であり、作業性が大きく改善される。
(もっと読む)
歯科技工用鋳造装置
【課題】 金属を溶融させている間の待ち時間に行う別作業に作業者が集中できるようにしつつ、金属の十分な溶融が終了した時点で速やかに鋳込みが行えるようにする。
【解決手段】 本体装置1とは着脱自在ある携帯タイマ装置2を設け、携帯タイマ装置2が本体装置1に装着された状態で溶融加熱が開始されると、制御部40により算出された溶融終了までの残時間を示す情報を周期的に携帯タイマ装置2に送る。作業者が別室で別作業を行うために携帯タイマ装置2を本体装置1から取り外すと、それを検知した制御部3の副タイマ9はその直前に受信している残時間の計時から自走でダウンカウントを行い、残時間が所定値になるとブザー6を鳴動させて作業者に報知を行う。これにより、作業者が本体装置1から離れた場所で別作業を行っていても、溶融終了までの残時間を的確に知ることができる。
(もっと読む)
歯型作成アセンブリおよび方法
歯型作成システムを使用して人間の歯の鋳型から歯型を形成する方法および歯型作成システム。この歯型作成システムは、対向歯型ベース、歯型ベース、および鋳込治具を備える。鋳込治具は、鋳型支持部材および歯型支持部材を備える。鋳型は、鋳型の両側に形成された人間の対向する上下の歯の凹凸を含むことができる。この方法は、対向歯型ベースを鋳型支持部材に装着し、対向歯型ベースおよび鋳型の一側面上の歯の凹凸に第1の成形可能な材料を充填し、充填した第1の成形可能な材料を対合させ、歯型ベースを歯型支持部材に装着することを含むことができる。この方法はさらに、歯型ベースを鋳型の反対側の歯の凹凸と位置合せし、鋳型の反対側に第2の成形可能な材料を充填し、充填した第2の成形可能な材料を歯型ベースと対合させ、第1および第2の成形可能な材料を硬化して、対向する上下の歯の鋳型を含む歯型を形成することを含む。 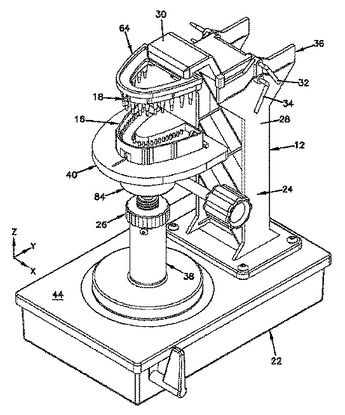 (もっと読む)
(もっと読む)
歯科用修復金属材料の鋳造方法、電磁波発熱炉及び埋没材
【課題】 例えば歯科医院において、歯科用修復金属材料の鋳造を、大気圧中で安価かつ簡易に行うことができ、また、鋳造の際の危険性も少なく取扱いの利便性に優れた歯科用修復金属材料の鋳造方法、電磁波発熱炉及び埋没材を提供することにある。
【解決手段】 電磁波が照射される電磁波照射室を有する電磁波照射装置(電子レンジ1)と、電磁波を吸収して発熱する電磁波発熱炉3と、を用いた歯科用修復金属材料の鋳造方法であって、歯科用修復金属材料が載置された埋没材4を電磁波発熱炉3に入れ、電磁波発熱炉3を前記電磁波照射室に入れた後、電磁波発熱炉3に電磁波を照射して歯科用修復金属材料を大気圧で鋳造する電磁波鋳造工程を含むことを特徴とする。
(もっと読む)
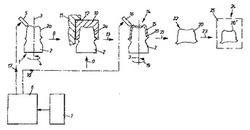
歯科用成型品の製造方法
義歯用成型品を製造するために、所望の歯科用成型品の形成用モデル(7)を例えばワックスで作る。このモデルを耐熱性の金型形成材料(9)に埋め込む。この金型形成材料(9)を硬化させ、前記モデル(7)を金型形成材料(9)から取り除いて、所望の歯科用成型品の陰画に相当する金型空洞(11)を形成する。加工温度に加熱した熱可塑性材料を、圧力のもとで、前記形成した金型形成材料(9)の金型空洞(11)へと導入し、固化後に、所望の歯科用成型品を形成している熱可塑性材料を取り出す。前記金型形成材料(9)は、前記熱可塑性材料の導入時に、前記金型空洞(11)の領域において少なくとも150℃の温度を有している。 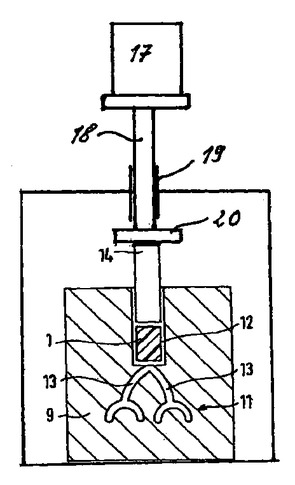 (もっと読む)
(もっと読む)
モジュール化内、外冠構造を使用した可撤性義歯の施術方法及びモジュール化内、外冠構造及び計測器
【課題】モジュール化内、外冠構造を使用した可撤性義歯の施術方法、並びにそのモジュール化内、外冠構造と計測器を提供する。
【解決手段】予め製造した内冠40と計測器60を歯科医師に提供し、歯科医師が天然支台歯を切削する判断の根拠とし、支台部11の切削過程で必要とする正確な支台部11を迅速且つ精密に完成できるようにし、ひいては修正のために増加する患者の再診回数をなくし、歯科医師の切削技術と技工所が内、外冠作製に費やす作業時間を削減すると同時に、歯科医師の切削技術の差や経験不足のために生じる不具合を根絶する。
(もっと読む)
歯科成形品の製造方法
歯科成形品の製造方法において、成形品のモデル(2)の形状に実質的に対応する形状の中空空間(11)をもつ鋳型(10)が製造され、中空空間(11)に硬化可能な材料を充満して、鋳造物(20)が製造および硬化される。モデル(2)には、鋳型(10)の製造を考慮したオフセット(2a,2b,2c)が設けられており、鋳造物(20)の硬化後、材料を除去することにより当該硬化された鋳造物(20)が加工されて、歯科成形品が製造される。 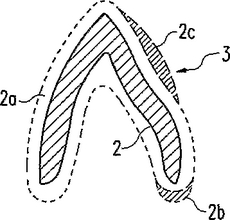 (もっと読む)
(もっと読む)
電気泳動を用いて予め決定された空間形状を有する全部セラミック義歯材を製造する方法
本発明は、電気泳動を用いる予め決定された空間形状を有する全部セラミック義歯材の製造方法に関するものであり、その際に電気伝導性チップ又は導電性にされたチップが作業模型の2つの歯型(10、20)の間にか又はフレームワーク部材に直接にか又は間隔をあけて配置されており、その際にチップ(30)は、異なる電気伝導率の領域(50、60)を有していてよい。チップは電気泳動の間に陽極と接続されている。この方法を用いて、ブリッジ用のフレームワークが製作されることができ、並びに前装材料がフレームワーク上に施与されることができる。異なる領域の幾何学的形状により、局部電流の強さ、ひいては局部の材料堆積は調節され、それにより堆積物の所望の空間形状が達成される。こうして製造される義歯材は、故に大きな模型がもはや必要ないので、それにより顕著な時間の節約と結び付いている。特に前装材料の刷毛での施与が不必要である。 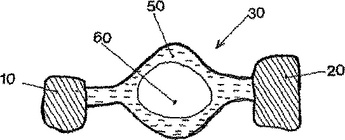 (もっと読む)
(もっと読む)
21 - 30 / 33
[ Back to top ]