
国際特許分類[B05D7/20]の内容
処理操作;運輸 (1,245,546) | 霧化または噴霧一般;液体または他の流動性材料の表面への適用一般 (41,198) | 液体または他の流動性材料を表面に適用する方法一般 (19,162) | 液体または他の流動性材料を特定の表面に適用するかまたは特定の液体または他の流動性材料を適用するのに特に適した,フロック加工以外の,方法 (7,198) | 線状体に適用するもの (55)
国際特許分類[B05D7/20]に分類される特許
51 - 55 / 55
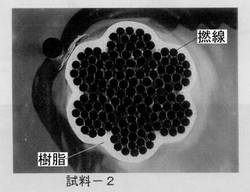
低融点飽和ポリエステルで被覆された金属撚線とその製造方法
【課題】
本発明が解決しようとする課題は、鋼撚線に直接塗装が実行でき、ピンホール等の傷がなく外表面が完璧に飽和ポリエステル被覆された撚線の製造方法を提示すると共に、耐腐食性及び耐候性が高いだけでなく、特に素材の金属撚線の柔軟性を損なわず、曲げに強く、耐久性に優れた熱可塑性の飽和ポリエステル被覆の撚線を提供することにある。
【解決手段】
本発明の金属撚線被覆方法は、使用する低融点飽和ポリエステルの融点を越える200℃〜250℃に金属撚線の表面を加熱する工程と、該加熱された金属撚線の表面に流動調節剤が混入された150℃〜200℃の低融点で固有粘度が0.5〜0.7である飽和ポリエステル粉体を塗布する工程とを踏み、塗布された樹脂粉体は溶融状態となって撚線表面を被うようにした。
(もっと読む)
カラー金属ロープおよびその製造方法

【課題】表面の凹凸の隅々まで完全に被覆され、その被覆が強靭で曲げや衝撃に耐えることができ、耐食性が良好であるとともに景観性がすぐれ、それでいて安価に量産が可能なカラー金属ロープとその製造方法を提供する。
【解決手段】複数本の素線またはストランドの全体か、またはストランドを撚り合せて構成されたロープ本体の全体に、飽和ポリエステル系合成樹脂に着色材料を添加した粉体塗料を付着・溶融させ、膜厚0.04〜0.25mmの着色塗膜を形成している。
(もっと読む)
熱可塑性飽和ポリエステルで被覆された金属撚線とその製造方法
【課題】 本発明が解決しようとする課題は、鋼撚線に直接塗装が実行でき、ピンホール等の傷がなく外表面が完璧に飽和ポリエステル被覆された撚線の製造方法を提示すること、また、その製造物として耐腐食性及び耐候性が高いだけでなく、所定の曲げに強く、耐衝撃性に優れた熱可塑性の飽和ポリエステル被覆の撚り線を提供することにある。
【解決手段】 本発明の金属撚線の被覆方法は、金属撚線の表面を熱可塑性飽和ポリエステル樹脂の溶融点以上に加熱する工程と、該加熱された金属撚線の表面に前記樹脂の粉体を塗布する工程とを踏むものである。更に、本発明は粉体を塗布する工程の後、再度加熱する後加熱工程を加えた金属撚線の被覆方法を提示する。
(もっと読む)
微小部材の薄膜コーティング方法
【課題】
分散コーティング剤を用いるディップコート法によって、50μm〜5mm×数mm以上の微小な被塗物に厚さ20μm以下の熱融性樹脂薄膜を均一に形成させる。
【手段】粒径10μm以下のEAA樹脂微粒子又はEAA樹脂とPTFEの複合熱融性微粒子をアルコール類分散媒に固形分濃度1〜6wt%として分散させてたコーティング剤2に被塗物3を浸漬する浸漬工程と、浸漬した被塗物をコーティング剤液面に対し10〜40°の範囲の一定角度を保持して一定速度で垂直に引き上げる取出し工程と、該取出し被塗物を乾燥した後、前記熱融性物質の融点以上の温度で焼き付ける。
(もっと読む)
撚線の潤滑
導管に引き通されている撚線が自動的に潤滑される。 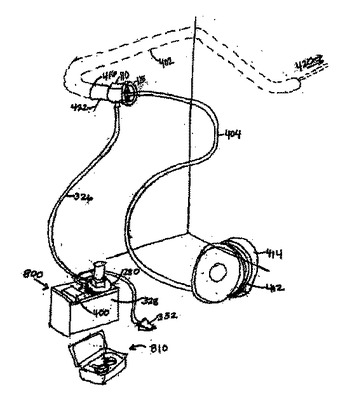 (もっと読む)
(もっと読む)
51 - 55 / 55
[ Back to top ]