
国際特許分類[B21B1/24]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 中実または輪かく状断面をもつ半製品を製造するための金属圧延方法または圧延機;圧延機列による連続作業;圧延機設備のレイアウト,例.スタンドの集合化;バスの連続またはカリバー形状の連続的変化 (1,932) | 長さの不定な帯または板の圧延のためのもの (947) | 連続工程中におけるもの (409)
国際特許分類[B21B1/24]の下位に属する分類
国際特許分類[B21B1/24]に分類される特許
1 - 2 / 2
板圧延機、タンデム式板圧延機及び板圧延方法
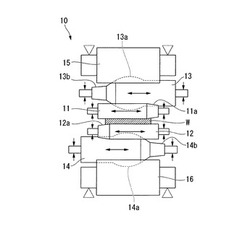
【課題】ワークの板厚分布不良を低減でき、エッジドロップの局部制御が可能な板圧延機、タンデム式板圧延機及び板圧延方法の提供。
【解決手段】軸方向一方側において漸次縮径するテーパー部を備えると共に軸方向にシフト可能なワークロールと、上記ワークロールと径方向側で隣接し、軸方向の上記テーパー部とは他方側に、軸方向のどのシフト位置でもバックアップロールと接しないように縮径されている延長バレル部を備えると共に、上記延長バレル部に寄った位置に凸中心を置いて径方向に膨出する膨出部を備えて、軸方向にシフト可能な中間ロールと、を備える板圧延機を採用する。
(もっと読む)
圧延ラインのロールスタンド内におけるロールセットを交換するための方法および装置
【解決手段】 圧延ライン1の、ロールスタンド2、3、4内におけるロールセット5、6を交換するための方法および装置は、多数の別個の横方向位置移動車両9、10、11を設けており、その際、個別の摩耗したワークロールセット6が、唯一の結合軌道の上で、唯一の牽引機関部によって、ロール整備場内へと走行され、および、新しいワークロールセット6aが、組み込み位置内へと運び戻され、且つ、ロールスタンド2、3、4の手前で間隙12が形成されている間に、取り出されたバックアップロールセット5がクレーンによってこのロール整備場内へと移送され、且つ帰還移送される。 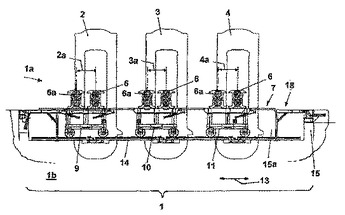 (もっと読む)
(もっと読む)
1 - 2 / 2
[ Back to top ]