
国際特許分類[B21B1/26]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 中実または輪かく状断面をもつ半製品を製造するための金属圧延方法または圧延機;圧延機列による連続作業;圧延機設備のレイアウト,例.スタンドの集合化;バスの連続またはカリバー形状の連続的変化 (1,932) | 長さの不定な帯または板の圧延のためのもの (947) | 連続工程中におけるもの (409) | 熱間圧延によるもの (398)
国際特許分類[B21B1/26]に分類される特許
1 - 10 / 398
冷間圧延の素材用の熱延鋼板およびその製造方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
熱延仕上ミルにおけるストリップ破断検出方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
高強度溶融亜鉛めっき鋼板または高強度合金化溶融亜鉛めっき鋼板用熱延鋼板およびその製造方法
【課題】高強度(540MPa以上の引張強度TS)を有し、且つ表面外観に優れた溶融亜鉛めっき鋼板および合金化溶融亜鉛めっき鋼板を得ることができる熱延鋼板を提供する。
【解決手段】C:0.04〜0.20質量%、Si:0.7〜2.3質量%、Mn:0.8〜2.8質量%、P:0.1質量%以下、S:0.01質量%以下、Al:0.1質量%以下、N:0.008質量%以下を含有し、残部がFeおよび不可避的不純物からなる成分組成を有し、Si、Mn、Feの中から選ばれる1種以上の元素を含有する内部酸化物が地鉄の粒界および粒内に存在し、このうち地鉄の粒界の内部酸化物は、地鉄表面から5μm以内に存在し且つ鋼板幅方向における内部酸化物の形成深さの差が2μm以内である。
(もっと読む)
熱延鋼板の製造方法
【課題】超微細粒鋼を製造する際に必要となる冷却速度、冷却量の大きな強冷却を鋼板の先端から実施し、冷却された先端部をピンチロールに噛みこませて鋼板に張力を付与するような製造方法をおこなう場合に、最終圧延機とピンチロールとの間の張力が所望の値になり、歩留まりを向上させることが可能な熱延鋼板の製造方法を提供する。
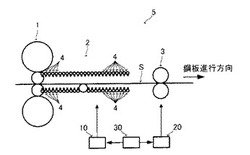
【解決手段】仕上げ圧延機列の最終圧延機1の直後に設置された冷却装置2と、該冷却装置の出側に設置されて鋼板の上下両面に当接するピンチロール3とを備えた装置を用いて、鋼板Sの先端がピンチロール3に到達する以前より鋼板Sの冷却を開始し、その後にピンチロール3で鋼板Sを狭圧して鋼板Sに張力を付与する過程を経る熱延鋼板の製造方法において、冷却による鋼板Sの長さ変化を予測し、長さ変化の予測値に基づいてピンチロール3の速度を初期設定する、熱延鋼板の製造方法。
(もっと読む)
熱延鋼板の冷却方法

【課題】溶融亜鉛めっき鋼板の原板を製造するのに適した熱延鋼板を得ることができる冷却方法を提案する。
【解決手段】Si含有量が0.2mass%以上の熱延鋼板を、熱間圧延ラインの下流に配置された冷却設備に導入して該鋼板の上面、下面に冷却水を供給して冷却する方法において、前記熱延鋼板の幅方向端部から中央部に向かう50〜150mmの領域および該熱延鋼板の先端部および尾端部の長手方向に沿う5〜30%の長さに相当する領域の少なくとも一方を、定常部の温度よりも高い温度に維持する。
(もっと読む)
熱延鋼板の張力制御方法及び製造方法
【課題】超微細粒鋼を製造する際に必要となる強冷却を行う際にも最終圧延機とピンチロールとの間の張力変動を抑制して歩留まりを向上させるとともに、製造停止に至るトラブルも回避することが可能な、熱延鋼板の張力制御方法及び製造方法を提供する。
【解決手段】仕上圧延機列の最終圧延機1と、該最終圧延機の出側に設置された冷却装置2と、該冷却装置の出側に設置されて鋼板Sの上下両面に当接するピンチロール3と、を備えた装置を用いて熱延鋼板を製造する際に、鋼板の先端がピンチロールに到達して、仕上圧延機列の最終圧延機とピンチロールとの間の鋼板の張力が確立した後の予め定められたタイミングで冷却装置による冷却を開始するにあたり、冷却による温度変化によって生じる鋼板の長さ変化を予測し、長さ変化の予測値に基づいてピンチロール3の速度を修正する熱延鋼板の張力制御方法、及び、該熱延鋼板の張力制御方法を用いる熱延鋼板の製造方法。
(もっと読む)
熱鋼板の冷却方法およびその冷却設備
【課題】幅方向における温度分布の均一化を図り、良好な品質の熱鋼板を得ることができる冷却方法およびその冷却設備を提案する。
【解決手段】熱間圧延ラインに配置された冷却設備に熱鋼板Sを導入して、その上面に冷却水を供給することによって該熱鋼板Sを冷却するに当たって、冷却設備の入側から出側に至るまでの全長さのうち、該冷却設備の出側からその上流側1/3〜2/3の長さに相当する領域で、熱鋼板Sの幅端からその幅方向中央に向かう50〜150mmの範囲にわたって冷却水の供給を遮断する。
(もっと読む)
熱間圧延装置および熱間圧延方法
【課題】たとえ未圧延の被圧延金属材を熱間圧延する場合であっても、被圧延金属材の厚みに応じて被圧延金属材を最大限に圧下でき、これによって、所望の厚みに被圧延金属材を熱間圧延するまでに必要な熱間圧延処理の回数を低減して、熱間圧延後の金属材を用いた金属製品の生産効率を向上できること。
【解決手段】本発明の一態様にかかる熱間圧延装置1は、被圧延金属材の一例であるスラブ15bを熱間圧延する可逆回転圧延機2と、制御部7とを備える。制御部7は、1パス目の正圧延処理の際に、スラブ15bの圧延前の厚みd2に応じて設定した最大圧下量まで圧延ロール3aを圧下して、スラブ15bのうちの先端部以外を熱間圧延するように可逆回転圧延機2を制御する。また、制御部7は、2パス目の逆圧延処理の際に、少なくとも、この圧延し残した先端部を熱間圧延するように可逆回転圧延機2を制御する。
(もっと読む)
材質均一性に優れた高張力熱延鋼板およびその製造方法
【課題】高強度と良好な加工性(伸びフランジ性)を兼ね備え、しかも材質均一性に優れた高張力熱延鋼板およびその製造方法を提供する。
【解決手段】質量%で、C :0.03%以上0.07%未満、Si:0.3%以下、Mn:0.5%以上2.0%以下、P :0.025%以下、S :0.005%以下、N :0.0060%以下、Al:0.1%以下、Ti:0.07%以上0.11%以下、V :0.08%以上0.15%未満を、TiおよびVが0.18 ≦ Ti+V ≦ 0.24(Ti、V:各元素の含有量(質量%))を満足するように含有し、残部がFeおよび不可避的不純物からなる組成と、フェライト相の組織全体に対する面積率が95%以上であるマトリックスと、TiおよびVを含み平均粒子径が10nm未満である微細炭化物が分散析出し、該微細炭化物の組織全体に対する体積比が0.0020以上である組織とを有する引張強さが780MPa以上の熱延鋼板とする。
(もっと読む)
シートバーの接合方法
【課題】接合装置の大型化を伴うことなく、シートバー接合部の幅方向エッジ部周辺の接合性を改善することにより、完全連続熱間圧延での板破断を防止することが可能なシートバーの接合方法を提供する。
【解決手段】熱間圧延ラインの仕上圧延の直前にて、先行シートバーの尾端部と後行シートバーの先端部をシャーにてせん断した後に、加熱、アップセット接合して連続的に仕上圧延することにより、複数本のスラブから連続して複数の熱延鋼板コイルを製造する完全連続熱間圧延方法において、先行シートバーあるいは後行シートバーの少なくとも一方の接合端面の幅方向両エッジ部をテーパ状に面取り成形した後に加熱、接合を行うことを特徴とする、シートバーの接合方法。
(もっと読む)
1 - 10 / 398
[ Back to top ]