
国際特許分類[B21B15/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 特に金属圧延機に連結または組み込まれた,あるいは特に金属圧延機に関連する用途に適用されている付加的金属加工作業を行うための装置 (140)
国際特許分類[B21B15/00]の下位に属する分類
素材が永久的内部ねじれを受けるもの,例.コンクリートの補強棒材を製造するためのもの
国際特許分類[B21B15/00]に分類される特許
1 - 10 / 140
圧延鋼板の製品採寸位置修正方法およびクロップ部剪断方法
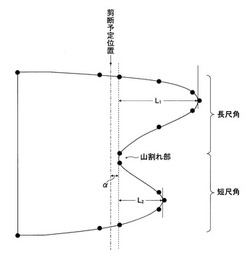
【課題】本発明は、鋼板曲がり量、全長、全幅に加えてクロップ形状等の追加情報も考慮した圧延鋼板の製品採寸位置修正方法およびクロップ部剪断方法を提供する。
【解決手段】 請求項1記載の圧延鋼板のクロップ部形状情報を用いて、クロップ部を剪断するにあたり、平面形状計のクロップ部計測データから山割れ位置からの角長さを算出し、長尺角長さをL1(mm)、短尺角長さをL2(mm)、L1−L2 = A(mm)、クロップコンベア設備におけるクロップ長さ制限の最大値CLmax(mm)、最小値CLmin(mm)、山割れ部近傍を剪断する際の余裕代をα(mm)とし、これらに応じた切断位置とすることを特徴とする圧延鋼板のクロップ部剪断方法。
(もっと読む)
サンプル鋼板の回収ロボット

【課題】剪断装置で切断されたサンプル鋼板がストックヤード上の吸着保持領域に対して異なる位置に一時的にストックされても、吸着保持部がサンプル鋼板を正常に吸着保持することができ、作業安全性を十分に確保することができるサンプル鋼板の回収ロボットを提供する。
【解決手段】ストックヤード15,16にストックされたサンプル鋼板Ktを吸着保持する吸着保持部31と、この吸着保持部をストックヤード上の吸着保持領域と回収部との間を移動させる移動機構部と、サンプル鋼板がストックヤード上の吸着保持領域から異なる位置でストックされたときに、吸着保持領域に重なる位置までサンプル鋼板を移動させて姿勢を矯正する姿勢矯正部35とを備えたサンプル鋼板の回収ロボットである。
(もっと読む)
シートバーの接合方法
【課題】接合装置の大型化を伴うことなく、シートバー接合部の幅方向エッジ部周辺の接合性を改善することにより、完全連続熱間圧延での板破断を防止することが可能なシートバーの接合方法を提供する。
【解決手段】熱間圧延ラインの仕上圧延の直前にて、先行シートバーの尾端部と後行シートバーの先端部をシャーにてせん断した後に、加熱、アップセット接合して連続的に仕上圧延することにより、複数本のスラブから連続して複数の熱延鋼板コイルを製造する完全連続熱間圧延方法において、先行シートバーあるいは後行シートバーの少なくとも一方の接合端面の幅方向両エッジ部をテーパ状に面取り成形した後に加熱、接合を行うことを特徴とする、シートバーの接合方法。
(もっと読む)
厚鋼板剪断により生じたスクラップの搬送方法及び搬送装置
【課題】厚鋼板の剪断により生じたスクラップを細断用のテストシャーに搬送するに際し、スクラップに反りが発生している場合でも、適切にテストシャーにスクラップを進入させ、細断処理を行うことができる搬送方法を提供する。
【解決手段】搬送ローラテーブル2のテストシャー入側寄りの領域の上方に、搬送ローラテーブル幅方向でスクラップ上面を押さえることができる押さえロール4を昇降可能に配置し、所定の高さを超える上反りを生じたスクラップSが搬送ローラテーブル2上を搬送されてきた際に、前記押さえロール4を下降させてスクラップSの上反り部を押さえ、搬送ローラテーブル2のローラ20との間で拘束しつつ、スクラップSをテストシャー1の上下ナイフ10,11間に進入させる。
(もっと読む)
熱間スラブの幅圧下用金型
【課題】熱延鋼板、特に極低炭素鋼の熱延鋼板の板端部近辺に長手方向全長に発生するシーム疵を防止して表面品質や歩留まりを向上する、熱間スラブの幅圧下用金型を提供する。
【解決手段】圧延方向上流側の金型端において圧延方向に対して金型間の距離が狭まる方向の傾斜部、圧延方向下流側の金型端において圧延方向に対して金型間の距離が広がる方向の傾斜部、そして前記両傾斜部間に圧延方向と平行な圧下面を有する幅圧下用金型を用いた熱間スラブの幅圧下用金型であり、圧延方向と平行な圧下面にのみスラブの上下コーナー部を圧下するように形成された凹型の台形溝2を有することを特徴とする、熱間スラブの幅圧下用金型1。
(もっと読む)
製鋼所においてカットトゥレングス棒鋼を生産する方法及び装置
【課題】連続する圧延作業のライン内で、任意の特定長さの棒鋼の束を生産するための方法及び装置を提供する。
【解決手段】顧客オーダに応じた長さに切断される棒鋼を生産する方法であって、圧延装置11によって連続した長さの棒鋼12を生産し、前記圧延装置11によって前記連続した長さの棒鋼12を生産しつつ、前記顧客オーダの棒鋼長さに等しい長さに前記連続した長さの棒鋼12を切断し、そして切断された棒鋼14を受けかつ結束するべく配置された2つのバンドリング・ステーション24a,24bの内の1つを使用し、前記圧延装置11から排出される、前記顧客オーダの長さの棒鋼14を結束する。
(もっと読む)
冷延鋼帯のノッチング方法
【課題】冷延鋼帯継目部の幅方向端部に切欠きを入れるノッチング方法を提供する。
【解決手段】 冷延鋼帯を連続的に処理するラインにおいて、鋼帯同士を溶接して接続した後に、鋼帯継目部の幅方向端部に切欠きを入れるノッチング方法であって、ノッチャー以前に設置される入側ルーパーでの鋼帯長さの残量により、切欠き深さを変更してノッチングすることにより、ライン停止を防止することを特徴とする冷延鋼帯のノッチング方法。
(もっと読む)
プレス金型、プレス金型の設計方法、サイジングプレス方法及びサイジングプレス機
【課題】 プレス金型に偏芯荷重が発生することを抑制して、プレス金型を支持する機構に対する負荷を低減する。
【解決手段】本発明のプレス金型1は、鋳片を所定の幅までプレスするサイジングプレス機2に備えられ、プレス金型1は鋳片Sの幅方向の両側に一対に配備されており、プレス金型1は鋳片Sの移送方向の出側に向かうにつれて徐々に互いの間隔が狭まるように傾斜したテーパ面状の第1プレス面4と、第1プレス面4の出側に連設して形成されると共に移送方向と平行な平面状の第2プレス面5と、を備えていて、0≦(L1+L2)-(L1+ΔWmax/2/tanθ)/2なる関係を満たすと共に|(L1+L2)-(L1+ΔWmax/2/tanθ)/2|が最小となるようなL1(プレス1回当たりの鋳片Sの送り量)、L2(クランク軸9の中心〜第1プレス面4と第2プレス面5との境界までの距離)を備える。
(もっと読む)
ストリップ材接続装置
【課題】上下のダイのクリアランスを調節できるストリップ材接続装置を提供する。
【解決手段】先行するストリップ材1の後端と後続のストリップ材1の先端とを重ね合わせ、重ね合わせたストリップ材1を互いに咬合する上側ダイ2と下側ダイ3とで挟み込み、上側ダイ2および下側ダイ3は、ストリップ材1に該ストリップ材の幅方向に並んだ切れ目を形成する複数の剪断エッジ20と、ストリップ材1の切れ目の間の部分を上方または下方に突出変形させる凸面19とを有し、切れ目にジョイニング部材を挿入してストリップ材1を縫い合わせるストリップ材接続装置において、剪断エッジ20を、ストリップ材1の搬送方向に対して所定角度だけ交互に反対方向に傾斜させ、上側ダイ2と下側ダイ3との相対位置を、ストリップ材1の搬送方向に調節可能とする
(もっと読む)
鋼板のレーザ溶接方法、およびレーザ溶接装置
【課題】被溶接材溶接部の形状不良を低減させ、十分な接合強度を得ることができる鋼板のレーザ溶接方法を提供する。
【解決手段】水が付着した複数の鋼板の端面同士を突き合わせ、突き合わせた鋼板の突き合わせ部分にレーザビームを照射して突き合わせ部分を溶接する鋼板のレーザ溶接方法であって、鋼板の端面を突き合わせに適する形状に形成する切断工程と、切断工程により形成された端面を突き合わせる突き合わせ工程と、突き合わせ部分を加熱し、水を除去する第1の加熱工程と、第1の加熱工程により加熱された前記突き合わせ部分をレーザにより溶接するレーザ溶接工程とを備える鋼板のレーザ溶接方法とする。
(もっと読む)
1 - 10 / 140
[ Back to top ]