
国際特許分類[B21B21/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 管のピルガー圧延 (37)
国際特許分類[B21B21/00]の下位に属する分類
そのためのロール (5)
ピルガー圧延における送り機構 (10)
圧延作業の合間に素材を回転させる装置 (2)
国際特許分類[B21B21/00]に分類される特許
1 - 10 / 20
コールドピルガー圧延管を製造する方法及び装置
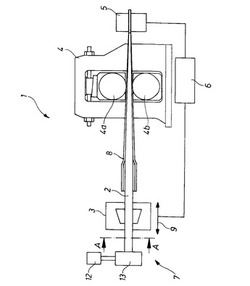
【課題】コールドピルガー圧延時に、変形加工工程中に得られた測定データに基づいて、少なくとも1つの変形加工工具の位置調節を可能にする、自動化可能な製造方法及びこのために好適な装置を提供する。
【解決手段】少なくとも1つのマンドレル受け3に少なくとも1つの位置調節装置7が作用結合されており、この位置調節装置7が、測定装置5に接続されているようにした。
(もっと読む)
コールドピルガー圧延管を製造する方法及び装置

【課題】コールドピルガー圧延時に、変形加工工程中に得られた測定データに基づいて、少なくとも1つの変形加工工具の位置調節を可能にする、自動化可能な製造方法及びこのために好適な装置を提供する。
【解決手段】外側から管8に作用する少なくとも1つの変形加工工具4に、少なくとも1つの位置調節装置7が作用結合されており、位置調節装置7は、測定装置5に接続されているようにした。
(もっと読む)
継目無管の冷間圧延方法
【課題】冷間圧延する際に冷間圧延開始側および終了側とした素管端部に発生する割れを抑制でき、安定して冷間圧延を行うことができる継目無管の冷間圧延方法を提供する。
【解決手段】質量%でCr:21〜31%およびNi:43〜60%を含有するオーステナイト系合金からなる継目無管を素管として冷間圧延を行うに際し、冷間圧延開始側および終了側となる端部の外面1a側に、面取り加工後の端部肉厚Lt(mm)および長手方向のベベル長さLb(mm)が下記(1)式および(2)式を満たすように面取り加工が施された素管1を用いることを特徴とする継目無管の冷間圧延方法である。ただし、tは素管肉厚(mm)とする。
0.5t≦Lt≦0.75t ・・・(1)
−4Lt+4.5t≦Lb ・・・(2)
(もっと読む)
原子炉燃料アセンブリのガイドチューブの製造方法およびガイドチューブ成形用マンドレルならびに得られたガイドチューブ
【課題】従来のガイドチューブは、回転ハンマーリング操作という生産性の低い製造方法で製造されていた。
【解決手段】 一定の外径でありかつ主部と壁厚さの厚い補強部とを備えるガイドチューブを製造するための方法であるとともに、ピルグリムローリングミルのマンドレル14上において管状ブランク22を圧延する方法であって、第1圧延ステージとして、マンドレル14の第1部分18、19においてブランクの第1部分の圧延を行い、ブランク22の軸方向にマンドレル14を移動させ、第2圧延ステージとして、マンドレル14の第2部分19、20においてブランク22の第2部分の圧延を行う。
(もっと読む)
管用の潤滑油除去装置
【課題】管内面の潤滑油を効果的に除去しうる潤滑油除去方法の提供。
【解決手段】鋼管Pを、潤滑油除去装置1のエアノズル2の前方に、エアノズル2の中心軸と平行に位置させる工程と、エアノズル2を、その中心軸が上記鋼管Pの中心軸と一致するように、その空気噴出方向に直行する面内において互いに直行するX軸方向及びZ軸方向軸方向に移動させる工程と、エアノズル2を前進させて、その先端部分を鋼管Pの先端に接触させるか又は近接させる工程と、エアノズル2から空気を噴射させる工程とを含んでおり、上記潤滑油除去装置1が、上記エアノズル2と、このエアノズル2に空気を供給するための空気供給管5と、エアノズル2を、その空気噴出方向に沿って前後に移動させるための作動シリンダ3と、エアノズル2を、上記X軸方向及びY軸方向に移動させるためのXY架台4とを備えている。
(もっと読む)
コールドピルガー圧延装置
【課題】潤滑油が残留しにくいコールドピルガー圧延装置2の提供。
【解決手段】コールドピルガー圧延装置2は、一対のロールダイス4、マンドレル6、ロッド8、ブラシ10及びユニバーサルジョイント12を備えている。それぞれのロールダイス4は、カリバー20を備えている。カリバー20の径は、周方向に沿って変化している。マンドレル6は、テーパー状である。マンドレル6とカリバー20との間で素パイプ14aが押圧されて、仕上げパイプ14bが得られる。ブラシ10は、パイプ14に挿入されている。ブラシ10は、パイプ14の内周面に当接している。ブラシ10は、多数のファイバーを有している。それぞれのファイバーは、ステンレス鋼からなる。ブラシ10は、ユニバーサルジョイント12を介してマンドレル6に取り付けられている。
(もっと読む)
高合金管の製造方法
【課題】油井管に要求される耐食性、強度を示す高合金管を、過度に合金成分を添加することなく、冷間圧延時の加工条件を選択することによって製造する。
【解決手段】質量%で、C:0.03%以下、Si:1.0%以下、Mn:0.3〜5.0%、Ni:25〜40%、Cr:20〜30%、Mo:0〜4%、Cu:0〜3%、N:0.05〜0.50%を含有し、残部がFeおよび不純物からなる高合金素管を熱間加工しあるいはさらに固溶化熱処理することにより作製し、最終の冷間圧延工程における断面減少率での加工度Rdが30%を超えて80%以下の範囲内であってかつ下記(1)式を満足する条件で冷間圧延する。Rd(%)≧(MYS−520)/3.1−(Cr+6×Mo+300×N)・・・・(1)式中のRdおよびMYSはそれぞれ断面減少率(%)および目標降伏強度(MPa)、Cr、MoおよびNはそれぞれの元素の含有量(質量%)である。
(もっと読む)
鋼管内面付着液体の除去方法
【課題】鋼管の製造工程において冷間加工や酸洗処理の後に鋼管内面に付着した液体の除去方法を提供する。
【解決手段】鋼管の製造工程において冷間加工や酸洗処理の後に鋼管内面に付着した液体を除去する方法において、該鋼管1内面にエアブロー用ノズルを挿入し、該鋼管1内面に付着した液体を除去すると共に、該エアブローにより発生するミストを鋼管端面より200mm以下に集塵機4を配設して回収することを特徴とする除去効率の優れた鋼管内面付着液体の除去方法。
(もっと読む)
ピルガーロールオイルの簡易的評価方法
【課題】 鋼管製造工程におけるピルガーの潤滑油として使用されているピルガーロールオイル性状の簡易的評価方法を提供する。
【解決手段】 鋼管製造工程における鋼管内面局部腐食を防止する方法において、鋼管内面局部腐食の起因となるピルガーロールオイルの性状を簡易的に評価し、オイルの性状管理を行うピルガーロールオイルの簡易的評価方法。また、上記のピルガーロールオイルの性状を簡易的に評価するに当たり、油こし紙を用いて濾過するに際し、オイルの濾過時間で粘性を、濾過後の残渣物でオイル内に含まれる鉄分を測定するピルガーロールオイルの簡易的評価方法。
(もっと読む)
原子炉燃料アセンブリのガイドチューブの製造方法およびガイドチューブ成形用マンドレルならびに得られたガイドチューブ
【課題】従来のガイドチューブは、回転ハンマーリング操作という生産性の低い製造方法で製造されていた。
【解決手段】一定の外径でありかつ主部と壁厚さの厚い補強部とを備えるガイドチューブを製造するための方法であるとともに、ピルグリムローリングミルのマンドレル14上において管状ブランク22を圧延する方法であって、第1圧延ステージとして、マンドレル14の第1部分18、19においてブランクの第1部分の圧延を行い、ブランク22の軸方向にマンドレル14を移動させ、第2圧延ステージとして、マンドレル14の第2部分19、20においてブランク22の第2部分の圧延を行う。
(もっと読む)
1 - 10 / 20
[ Back to top ]