
国際特許分類[B21B25/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 金属管圧延機のためのマンドレル,例.グループ17/00に包含される方法に用いられる型のマンドレル;そのための付属品または補助手段 (74)
国際特許分類[B21B25/00]の下位に属する分類
国際特許分類[B21B25/00]に分類される特許
1 - 10 / 29
穿孔圧延用工具の表面保護剤
【課題】プラグの表面を簡便に保護でき、寿命を長寿命化できる、継目無鋼管穿孔圧延用工具の表面保護剤を提供する。
【解決手段】表面保護剤は、質量%で4〜40%の低融点化合物粉を含み、残部がウスタイト粉またはマグネタイト粉、あるいはそれらを混合した酸化鉄粉からなる主剤と、さらに硬化剤とを、水等の溶剤に混合しスラリー状とする。含まれる低融点化合物粉は、Liと、Na、Si、Ba、Al、Ca、Kのうちから選ばれた1種以上を含み、軟化温度が600〜1000℃である。この表面保護剤を、少なくともスケール層を形成された圧延用工具の、少なくとも先端部に塗布することにより、スケール層の損耗を抑制あるいはスケール層を補強して、圧延用工具の長寿命化を図ることができる。
(もっと読む)
継目無鋼管穿孔圧延用工具の使用方法
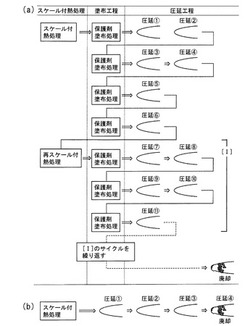
【課題】工具表面を簡便に保護し、寿命延長が可能な継目無鋼管穿孔圧延用工具の使用方法を提供する。
【解決手段】未使用の圧延用工具にスケール付け熱処理を施したのち、あるいは穿孔圧延に供した圧延用工具に再スケール付け熱処理を施したのち、工具を表面保護剤中に浸漬して、表面の少なくとも先端部に表面保護剤を塗布して、穿孔圧延に供する。なお、使用する表面保護剤は、質量%で4〜40%の低融点化合物粉を含み、残部がウスタイト粉またはマグネタイト粉、あるいはそれらを混合した酸化鉄粉からなる主剤と、さらに硬化剤とを、水等の溶剤に混合しスラリー状を呈する溶液とする。なお、含まれる低融点化合物粉は、Liと、さらにNa、Si、Ba、Al、Ca、Kのうちの1種以上とを含み、軟化温度が600〜1000℃であるものとする。
(もっと読む)
継目無鋼管の製造方法

【課題】ガイド設置、孔型形状変更の何れの手段も適用困難であったプラグミルを用いた延伸圧延において、被圧延管のねじれを大幅に軽減することができる継目無鋼管の製造方法を提供する。
【解決手段】断面が円形乃至楕円形である中空鋼管を出発素材とし、被圧延管の外面側を加工するカリバー形状が略円弧形状である一対の孔型ロール1と、内面側を加工する断面が円形状のプラグ2とを有するプラグミルにて熱間で複数パスの延伸圧延を行い、その際、各パスとその次パスとで被圧延管のカリバー底当接位置を90度ずらす圧下位置90度変更を行う、継目無鋼管の製造方法において、各パスで、式(1)を満たすように圧延を行う。Hc=2×t+Dp>2×R1…(1)Hc:カリバー底孔型高さ[mm]、t:出側目標肉厚[mm]、Dp:ロールバイト下死点におけるプラグ径[mm]、R1:カリバー底部孔半径
(もっと読む)
継目無鋼管圧延装置及び圧延方法
【課題】設備や操業のコストを大幅に増大させることなく、シェル内面の2次スケールを完全に除去して、内面疵の発生を防止することが可能な継目無鋼管圧延装置及び圧延方法を提供する。
【解決手段】被圧延管4内面圧延用のプラグ2をバー先端で支持するマンドレルバー1を備えた継目無鋼管圧延装置であって、前記マンドレルバーはその長手方向の少なくとも一部に、被圧延管内面へ高圧水を噴射するノズル11と、該ノズルへ水をバー後端からバー内部を通して供給する給水路24と、前記ノズルと隣接しバーを囲んで回転して被圧延管内面を研掃する円環状のワイヤブラシ12と、バー内部に在って前記ワイヤブラシの回転を駆動する駆動機構とを配設されてなる。
(もっと読む)
継目無管の製造方法
【課題】穿孔圧延の際に、ビレット内の中心偏析やポロシティに起因する内面疵の発生を確実に防止する継目無管の製造方法を提供する。
【解決手段】パスラインに沿ってプッシャが入側に、プラグが出側にそれぞれ配設され、プラグの周りに複数の傾斜ロールが対向して配設された穿孔機を用いて、ビレット横断面内で中心偏析およびポロシティからなる品質劣等領域の最大径がd[mm]である場合、下記の(1)式で表されるプラグ先端圧下比(TDF)が下記の(2)式を満足する条件で穿孔圧延を行う。
TDF=(Bd−D1)/Bd …(1)
TDF≦−0.50×(d/Bd)+0.06 …(2)
ただし、上記(1)式および(2)式中、Bd:ビレットの直径[mm]、およびD1:プラグ先端位置での傾斜ロールの間隔[mm]。
(もっと読む)
原子炉燃料アセンブリのガイドチューブの製造方法およびガイドチューブ成形用マンドレルならびに得られたガイドチューブ
【課題】従来のガイドチューブは、回転ハンマーリング操作という生産性の低い製造方法で製造されていた。
【解決手段】 一定の外径でありかつ主部と壁厚さの厚い補強部とを備えるガイドチューブを製造するための方法であるとともに、ピルグリムローリングミルのマンドレル14上において管状ブランク22を圧延する方法であって、第1圧延ステージとして、マンドレル14の第1部分18、19においてブランクの第1部分の圧延を行い、ブランク22の軸方向にマンドレル14を移動させ、第2圧延ステージとして、マンドレル14の第2部分19、20においてブランク22の第2部分の圧延を行う。
(もっと読む)
熱間工具を製造する方法
本発明は、熱間工具(1)、特に継目無管を製造するための穿孔マンドレル若しくは圧延ロッド又は金属からなる管状の被加工物を熱間鍛造するための鍛造マンドレルであって、工具基体(2)を備え、工具基体(2)が少なくとも作業領域(3)にコーティング(4)を有している熱間工具(1)に関する。工具基体におけるコーティング(4)の強度の改善を達成するために、本発明では、工具基体(2)が表面異形成形部(5)を有しており、表面異形成形部(5)にコーティング(4)が被着されているようにした。さらに本発明は、このような熱間工具を製造する方法に関する。 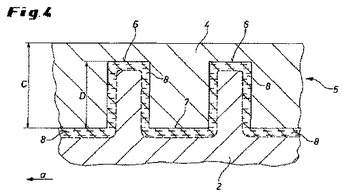 (もっと読む)
(もっと読む)
コールドピルガー圧延装置
【課題】潤滑油が残留しにくいコールドピルガー圧延装置2の提供。
【解決手段】コールドピルガー圧延装置2は、一対のロールダイス4、マンドレル6、ロッド8、ブラシ10及びユニバーサルジョイント12を備えている。それぞれのロールダイス4は、カリバー20を備えている。カリバー20の径は、周方向に沿って変化している。マンドレル6は、テーパー状である。マンドレル6とカリバー20との間で素パイプ14aが押圧されて、仕上げパイプ14bが得られる。ブラシ10は、パイプ14に挿入されている。ブラシ10は、パイプ14の内周面に当接している。ブラシ10は、多数のファイバーを有している。それぞれのファイバーは、ステンレス鋼からなる。ブラシ10は、ユニバーサルジョイント12を介してマンドレル6に取り付けられている。
(もっと読む)
管圧延プラント
本発明は、典型的には中から大直径を有する継目無管を圧延するためのプラントに関する。プラントは、半完成管をマンドレル圧延するための調整可能なロールを有する主圧延機を備える。このプラントはまた、主圧延機の下流に位置決めされそれと直列する、ロールが固定された引抜き/縮小機を備える。引抜き/縮小機は、半完成管をマンドレルから引抜き、その直径を完成管のための値に近い所定の値まで縮小するように設計される。最後に、このプラントは、ロールが調整可能な定寸機を備える。定寸機は、引抜き/縮小機の下流に、それに対してラインから外れて位置決めされる。この定寸機は、ロールの径方向位置を調整し、出て行く管の直径を規定するように設計される。本発明はまた、継目無管を圧延するための方法に関する。 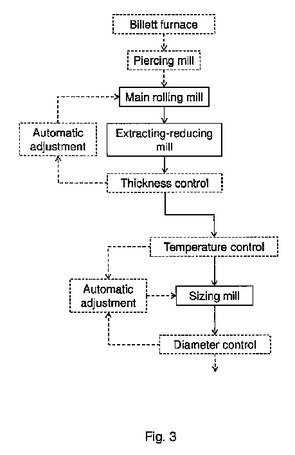 (もっと読む)
(もっと読む)
低炭素溶接鋼管、システムおよびその製造方法
本発明は、低炭素溶接鋼管およびその製造方法に関する。引抜台プロセスを利用した溶接鋼管の製造は、単一のパスにおいてわずか20〜35%の縮小が達成可能であるとして、ホーローの直径を縮小するために(機械的性質、特に引張強度および降伏強さを高めるため)複数のパスが必要であることに起因して、エネルギーを多分に必要とするプロセスである。さらに、パス毎の大幅な材料ロスと、鋼管の寸法安定性および表面仕上における不満足な制御が存在する。本発明は、ホーローの誘導および/または抵抗熱処理と、引抜きプロセスを含むプロセス中で必須となる複数のパスを排除するための冷間圧延プロセスとの相乗作用的な組み合わせを提供し、これがエネルギー消費量の著しい削減をもたらす。そして、同時に、改善された寸法安定性、公差の厳密さ、肉厚変動の低減、同心度および材料浪費の大幅な削減を伴う結果物としての鋼管の品質を強化する。 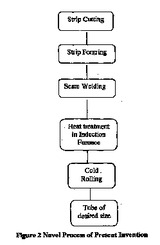 (もっと読む)
(もっと読む)
1 - 10 / 29
[ Back to top ]