
国際特許分類[B21B27/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | ロール;使用中におけるロールの潤滑,冷却または加熱 (525)
国際特許分類[B21B27/00]の下位に属する分類
ロールの形状または構造 (242)
ロールの潤滑,冷却,加熱 (161)
国際特許分類[B21B27/00]に分類される特許
1 - 10 / 122
圧延ロール
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
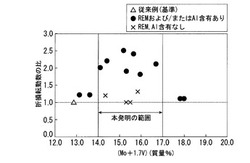
耐疲労性に優れた熱間圧延用遠心鋳造製ロール外層材および熱間圧延用遠心鋳造製複合ロール
【課題】ロール表層の耐疲労性に優れた熱間圧延用遠心鋳造製ロール外層材を提供する。
【解決手段】質量%で、C:2.3〜2.9%、Si:0.2〜0.8%、Mn:0.2〜1.0%、Cr:5.0〜7.5%、Mo:4.4〜6.5%、V:5.3〜7.0%、Nb:0.6〜1.5%を、14.0≦(Mo+1.7V)≦17.0(ここで、Mo、V:各元素の含有量(質量%))を満足するように含み、さらにAl:0.001〜0.03%および/またはREM:0.001〜0.03%を含有する組成を有し、炭化物を面積率で13〜40%含有する遠心鋳造製ロール外層材とする。これにより、表層の耐疲労性が顕著に向上する。また、このロール外層材に軸材を溶着一体化し、複合ロールとすることにより、表層の耐疲労性にも優れた、熱間仕上圧延用ロールとして好適な、遠心鋳造製複合ロールとなる。
(もっと読む)
製鉄設備用ロールの製造方法

【課題】耐摩耗性や靭性に優れる他、皮膜の長寿命化に優れる製鉄設備用ロールを提供する。
【解決手段】ロール表面に、4〜10質量%のCoと残部WCからなるWC−Coサーメット溶射材料を溶射して製鉄設備用ロールを製造する際に、η相の含有率が10質量%以下であるWC−Co溶射材料を、フレーム温度を3000℃以下としかつ、粒子速度を300m/s以上とする高速フレーム溶射法によってWC−Co溶射皮膜を被覆成形するロールの製造方法。
(もっと読む)
圧延用複合ロール及びその製造方法
【課題】駆動機構に連繋される駆動軸側の強度を高め、圧延機により受ける曲げ応力、ねじり応力に対処することのできる圧延用複合ロールを提供する。
【解決手段】外層30と、該外層が周面に形成される胴部22と、該胴部の回転軸方向の一端に駆動機構に連繋される駆動軸24、他端に非駆動側機構に連繋される従動軸26が突設された軸芯20と、を具える圧延用複合ロールにおいて、前記軸芯は、駆動軸が従動軸よりも引張強度を50MPa以上高くした。
(もっと読む)
冷間圧延工業の要件を満たす鍛造ロールおよび該ロールの製造方法
【課題】この発明は、鍛造ロールの分野および鍛造ロールの製造に概して関する。より詳細には、本発明は、冷間圧延工業での使用のための鍛造ロールに関する。
【解決手段】本発明は、冷間圧延工業での使用のための鍛造ロール、およびこのようなロールの製造のための方法に関する。前記鍛造ロールは、鋼組成物、ならびに、体積あたり5%未満の残留オーステナイト比率を有する焼戻しマルテンサイトと、体積あたり5%未満の共晶炭化物を有する開口した共晶炭化物ネットワークと、を含む微細構造を含み、780HV〜840HVの間の硬度と、絶対値で−300MPa〜−500MPaの間の内部圧縮応力とを示す。
(もっと読む)
耐スポーリング性に優れた亜鉛めっき鋼板用圧延ロール
【課題】耐スポーリング性に優れた亜鉛めっき鋼板用圧延ロールを提供すること。
【解決手段】C:0.8〜1.0%、Si:0.3〜1.5%、Mn:1.0%以下(0%を含まない)、Cr:3.0〜3.9%、Mo:0.01〜0.34%、Ni:0.15〜0.49%を含み、残部が鉄及び不可避的不純物からなり、かつロール軸に対して垂直に切断した断面において、硬化深さが、ロール外周から100mm以上存在すると共に、ロール外周から100mmまでにおいて残留γ量が5〜11.0体積%であり、かつ該残留γ中の固溶C量が0.85〜1.70原子%である亜鉛めっき鋼板用圧延ロール。
(もっと読む)
冷延鋼板の製造方法
【課題】表面光沢度の均一な冷延鋼板を製造することのできる冷延鋼板の製造方法を提供する。
【解決手段】鋼帯Sを冷間圧延する圧延機として圧延スタンドST1〜ST5を有するタンデム圧延機を用い、圧延スタンドST1〜ST5のうち第3圧延スタンドST3のワークロールWR1,WR2としてロール周面を円筒研磨加工された研磨ロールを用いると共に、第4圧延スタンドST3のワークロールWR1,WR2としてロール周面をダル加工されたダルロールを用い、ダルロールの平均表面粗さを0.8μm以下に設定して鋼帯を冷間圧延する。
(もっと読む)
使用済圧延用複合ロールの再生方法及びこの方法によって製造された再生複合ロール
【課題】短工期でかつ安価に行える使用済圧延用複合ロールの再生方法を提供する。
【解決手段】鋼系材料からなる芯材11を有し、連続鋳掛け法によって胴部15に硬質の第1の鉄系外層材13が形成された使用済圧延用複合ロール14の再生方法であって、胴部15の表面を機械加工して素地を露出させ、その周囲に、質量%で、C:0.5〜3.0%、Si:0.2〜2.0%、Mn:0.2〜2.0%、V:0.5〜10.0%、Cr:3.0〜10.0%を含有し、更にMo:2.0〜10.0%及びW:2.0〜10.0%のいずれか一方又は双方を有し、残部がFe及び不可避的不純物からなる第2の鉄系外層材16を、連続鋳掛け法を用いて形成し、再生複合ロール10を製造する。
(もっと読む)
金属圧延用ワークロールの研磨方法
【課題】より低コストな粗い砥粒を有するラッピングフィルムを用いて目的の粗さを得ることのできる金属圧延用ワークロールの研磨方法を提供する。
【解決手段】ワークロール5を軸回りに100〜2000rpm程度で回転させるとともに、ラッピングフィルム2を、ワークロール5表面上を軸と平行な一方向へ20〜1000mm/minの一定速度で移動させ、かつ、ワークロール5の軸方向にラッピングフィルム2をオシレーションさせつつ、ラッピングフィルム2の研磨面をワークロール5に押し当ててワークロール5を研磨する方法である。
(もっと読む)
圧延ロールおよび圧延ロールの再利用方法
【課題】外層にクラックが生じてもロール全体が割損するのを防ぐことができ、熱間圧延の際に熱膨張係数の差による引っ張り応力によって外層にクラックが発生することもなく、また圧延ロールを形成する材料を十分有効に利用することが可能な圧延ロールと、そのような圧延ロールについての有効な再利用方法を提供する。
【解決手段】外周に圧延部2を有する外層部3の内周に内層部4が嵌合して一体に回転可能とし、これら外層部3と内層部4とをともに超硬合金により形成した圧延ロール1とする。また、超硬合金によって一体に形成された圧延ロールの外周部を除去して外径を小さくし、圧延ロール1の内層部4として再利用する。あるいは、圧延ロール1の外層部3から内層部4を取り外して他の外層部の内周に嵌合する。
(もっと読む)
1 - 10 / 122
[ Back to top ]