
国際特許分類[B21B29/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 負荷時にロールの撓みを防ぐためロールに逆圧力を作用させる装置,例.ロールの背圧付与 (60)
国際特許分類[B21B29/00]に分類される特許
1 - 10 / 60
ロールプレス設備
【課題】
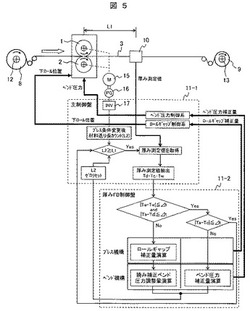
ロールのたわみを補正する機構を備えるロールプレス設備において、長期の連続加工でも高精度に(巾方向の全範囲において厚みを目標厚み範囲内に)圧縮加工することが可能なロールプレス設備を提供する。
【解決手段】
ロールのたわみを補正する機構を備えるロールプレス設備において、プレス加工された材料3の巾方向の複数個所で厚みを厚み計10により計測し、材料の巾方向の全範囲において目標厚み範囲内の厚さとなるように、複数個所での厚み測定値と目標厚みとの差の状態に応じて、ロールギャップの調整を行うプレス機構とロールのたわみを補正するベンド機構のフィードバック制御を単独又は組み合わせて行う。
(もっと読む)
ロールプレス設備

【課題】
ロールのたわみを補正する機構を備えるロールプレス設備において、低線圧でのロールプレスの際にも、製品厚みのばらつきを抑制することが可能なロールプレス設備を提供する。
【解決手段】
例えば、ベンドシリンダー5及びベンド軸受箱6から構成されるロールのたわみ補正を行う機構を備えるロールプレス設備において、上ロール1に対し上ロール1の自重を相殺する上方向に荷重をかける機構(プレロードシリンダー7)を、たわみを補正する機構とは別に設ける。
(もっと読む)
タワミ防止用ロール受を備えたロール加圧装置
【課題】加圧ロールによる加工に際して当該加圧ロールに生ずるタワミを抑制し、品質の良好な加工品が得られるようにする。
【解決手段】本装置1は、上下フレーム4,5に回動自在にそれぞれ取り付けられた一対の加圧ロール2,3で、且つ、このうちの加圧ロール2が上フレーム4の上下動に従って上下方向に移動可能にされてこれら加圧ロール2,3の間に被加圧部材Fを通して当該被加圧部材Fを挟圧加工するもので、タワミ防止用ロール受11,12は、上下フレーム4,5に対し移動可能に取り付けられた半円形状の溝をなす内周面を有するロール受で、この内周面の最底部には当該ロール受11,12の長手方向に沿って略等間隔に空気噴出孔(流体噴出手段)が複数個設けられ、これら空気噴出孔を通して加圧ロール2,3との隙間に高圧空気を噴出し、かかる隙間に噴出された高圧空気は、この隙間の開口口から外部に排気される。
(もっと読む)
クラウン調整可能な多段圧延機
【課題】多段圧延機の複数本のバックアップロールについて全てのロールクラウンを調整する。
【解決手段】本発明の多段圧延機1は、圧延材Wを圧延するワークロール5と、バックアップロール8と、これらのロールを収納するミルハウジング16とを有し、バックアップロール8は複数の分割ロール10に分割されており、それぞれの分割ロール10が隣接配備されると共にミルハウジング10に対して移動可能に支持されていて、左右両端側に位置するバックアップロール8のの位置を可変とする第1クラウン調整機構100を有するものであって、左右両端側に配備された第1クラウン調整機構100の間に、左右両端側以外のバックアップロール8のミルハウジングに対する分割ロール10位置を可変とする第2クラウン調整機構200が設けられ、第2クラウン調整機構200が、第1クラウン調整機構100と非干渉に配備されている。
(もっと読む)
金属板の圧延方法、圧延機及びこれによって製造された金属板
【課題】大きなロール開度が必要な圧延機において、ベンディング装置により板クラウン又は形状(平坦度又は急峻度)を適切に制御可能な圧延機及び圧延方法を提供する。
【解決手段】圧延は、上下一対の作業ロールと上下一対の補強ロールとを有し、上下作業ロールにそれぞれインクリースベンディング力を負荷する油圧シリンダーが、圧延機ハウジングの内側に突出したプロジェクトブロックに配備される圧延機を用いて行われる。本圧延機を用いた圧延方法では、圧延パス出側の板クラウンがその目標値となるようなベンディング力が算出され、該算出されたベンディング力が付与されるように上記油圧シリンダーが制御される。
(もっと読む)
帯板の平坦度を制御する方法と、そのための制御システム
【課題】平坦度制御を行って帯板を圧延機で圧延する方法を提供すること。
【解決手段】圧延機は、アクチュエータで制御可能な複数のロールを備える。この方法は、帯板の平坦度に関する平坦度測定データを受信するステップ(S1)と、帯板の基準平坦度と平坦度測定データとの差として平坦度誤差を求めるステップ(S2)と、調整平坦度誤差を、平坦度誤差と、アクチュエータの配置の組み合わせに関する重みであって、閾値を下回る平坦度影響係数を与える重みとに基づいて求めるステップ(S3)と、制御ユニットの調整平坦度誤差を利用してアクチュエータを制御することにより、帯板の平坦度を制御するステップ(S4)とを含む。上記方法を実行するコンピュータプログラム製品及び制御システムが、更に本明細書において提示される。
(もっと読む)
金属板材の圧延機および圧延方法
【課題】上下作業ロールチョックの安定性と上下作業ロール間の開度を両立し、応答性が高く、圧延中の外乱に対しても板クラウン・形状制御範囲の大きい圧延機を提供する。
【解決手段】上下作業ロールにインクリースベンディング力を負荷する油圧シリンダーが、圧延機ハウジングの内側に突出したプロジェクトブロックに配備され、下作業ロール胴部に負荷される圧延方向力が、下クロスヘッドに配備された下プロジェクトブロックと下作業ロールチョックとの接触面によって支持され、上作業ロール胴部に負荷される圧延方向力が、前記プロジェクトブロックの上方に位置する圧延機ハウジングに配備された上クロスヘッドと上作業ロールチョックとの接触面によって支持され、上下作業ロールを、圧延する金属板材に対して平行な面内で相対的に交差させるペアクロス手段を配備する。
(もっと読む)
金属板材のタンデム圧延設備及び熱間圧延方法
【課題】厚板圧延機、及び熱延粗圧延機において、強力なロールベンディング力を付与することにより板クラウン・形状を十分に制御し、さらに、蛇行、キャンバー、反りの発生を抑制したタンデム圧延設備、及び、それを用いた安定かつ高効率な圧延方法の提供する。
【解決手段】上作業ロールを支持する、上作業ロール内側チョック及び上作業ロール外側チョックを備え、下作業ロールの胴部に負荷される圧延方向力が、プロジェクトブロックと下作業ロールチョックとの接触面によって支持され、上作業ロールの胴部に負荷される圧延方向力が、プロジェクトブロックの上方に位置する圧延機ハウジングウインドウと上作業ロール内側チョックとの接触面によって支持され、上作業ロールチョックは、油圧シリンダーからインクリースベンディング力を受ける、複数台の圧延機から構成されることを特徴とする金属板材のタンデム圧延設備。
(もっと読む)
金属板材の厚板圧延機
【課題】上下作業ロール間の最大開度を大きく取ることができるとともに、強力なロールベンディング力を発揮することができ、その結果、高応答かつ強力な板クラウン・形状制御機能を付与できる圧延機を提供する。
【解決手段】板幅2500mm以上の金属板材を圧延することができ、上補強ロールチョックから延出するアーム部が、上作業ロールチョックを抱え込む形式であって、上作業ロールにインクリースベンディング力を負荷する油圧シリンダーを該アーム部に配備し、下作業ロールにインクリースベンディング力を負荷する油圧シリンダーを、プロジェクトブロックに配備するとともに、上作業ロールにディクリースベンディング力を負荷する油圧シリンダーを上補強ロールチョック内に配備することを特徴とする厚板圧延機。
(もっと読む)
金属板材の圧延機および圧延方法
【課題】上下作業ロールチョックの安定性と上下作業ロール間の開度を両立し、応答性が高く、圧延中の外乱に対しても板クラウン・形状制御範囲の大きい圧延機を提供する。
【解決手段】上下作業ロールにそれぞれインクリースベンディング力を負荷する油圧シリンダーが、圧延機ハウジングの内側に突出したプロジェクトブロックに配備され、前記下作業ロール胴部に負荷される圧延方向力が、前記プロジェクトブロックと下作業ロールチョックとの接触面によって支持され、前記上作業ロール胴部に負荷される圧延方向力が、前記プロジェクトブロックの上方に位置する圧延機ハウジングウィンドウと上作業ロールチョックとの接触面によって支持され、前記上下作業ロールそれぞれが、同一形状の凹凸状のイニシャルクラウンを、互いに点対称となるべく付与され、かつ、上下作業ロールチョックを、軸方向で互いに相反する方向に相対移動させるロールシフト手段を有する。
(もっと読む)
1 - 10 / 60
[ Back to top ]