
国際特許分類[B21B33/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 他に分類されない安全装置;安全臼;かみ込んだロールを自由にする装置 (22)
国際特許分類[B21B33/00]の下位に属する分類
ロール破損を防止するもの (3)
国際特許分類[B21B33/00]に分類される特許
1 - 10 / 19
冷間圧延機のチャタリング検出方法及びチャタリング検出装置
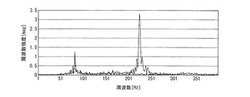
【課題】圧延状態に起因して発生するチャタリングの振動のみを適切に検出し得る冷間圧延機のチャタリング検出方法及びチャタリング検出装置を提供する。
【解決手段】冷間圧延機において圧延中に発生するミル振動のうち、ある時点(監視タイミング)でミル振動をFFT変換した周波数波形と、それ以前(比較タイミング)でミル振動をFFT変換した周波数波形とを比較し、比較タイミングでの周波数波形に対する監視タイミングでの周波数波形の形状変化量が所定の判別値より大きいと判定したとき、当該監視タイミングにおけるミル振動を圧延状態(スリップ、スティック)に起因して発生するチャタリングの振動として検出する。
(もっと読む)
圧延機の振動抑制方法

【課題】仕上圧延機などの圧延機に生じる振動を確実に抑制することのできる圧延機の振動抑制方法を提供する。
【解決手段】ワークロール1a,1b、バックアップロール2a,2b、圧下用アクチュエータ3、荷重計4及びアクチュエータ制御装置5を備えた圧延機の振動を圧延機に付設された制振装置6により抑制するに際して、荷重計4から圧延時に出力された荷重信号を処理して圧延機の固有振動成分を抽出し、抽出された固有振動成分に基づいて制振装置6を制御する
(もっと読む)
条鋼圧延設備における圧延材のコブリング処理方法
【課題】大断面積の圧延材についてコブル材長さを短くできるようにした、条鋼圧延設備における圧延材のコブリング処理方法を提供すること。
【解決手段】条鋼圧延設備における上流側の圧延機列2とその直ぐ下流側の圧延機列3との間に設置された走間切断機10により、当該走間切断機下流側でのミスロール発生時に、前記上流側の圧延機列2からの圧延材を連続切断するコブリング処理を行なうに際し、前記上流側の圧延機列2による圧延速度を通常圧延時の速度よりも減速する。
(もっと読む)
圧延機、圧延機スタンド及び圧延機における圧延機スタンドの交換方法
【課題】業界標準の圧延機、業界標準の圧延機スタンド、並びに圧延機における圧延機スタンドの業界標準の交換方法を提供。
【解決手段】ラインに配置された、中央のカリバー開口部を形成する複数の圧延機スタンド12を備え、これらの圧延機スタンドは、それぞれスタンドスペース57に配置され、それぞれ少なくとも1つの交換位置58,59へ移動可能である、長い材料を圧延するための圧延機において、狭いスペースで圧延機スタンドを簡単に交換することを可能にするため、各スタンドスペース58がインプットクラッチ56を有し、このインプットクラッチが圧延機スタンド側クラッチエレメント11と駆動側クラッチエレメントとを有しており、駆動側クラッチエレメントが軸方向に固定された状態でスタンドスペース57に設けられている。
(もっと読む)
圧延機設備保護装置
【課題】スリップ、ミスロール等の圧延異常の防止に寄与する圧延機設備保護装置を提供すること。
【解決手段】上位計算機10から設定値入力装置12へ送信される圧延パススケジュールには、被圧延材の入側厚H、出側厚h、ロール半径R’および摩擦係数μの設定値が含まれる。噛み込み角度算出装置14は、入側厚H、出側厚hおよびロール半径R’の設定値に基づいて、噛み込み角度αを算出する。最大圧下量および最大噛み込み角度算出装置16は、摩擦係数μおよびロール半径R’の設定値に基づき、最大圧下量ΔhMAXおよび最大噛み込み角度αBを算出する。判定装置18は、算出された最大圧下量ΔhMAXおよび最大噛み込み角度αBを上限リミット値として、圧下量(H−h)および噛み込み角度αが異常値であるかどうかを判定する。異常値であると判定された場合には、警報発報装置20は、操業操作者に異常を伝達するため、運転室に警報を発する。
(もっと読む)
熱間仕上圧延における圧延方法および装置
【課題】圧延材の尾端の板破断有無を正確かつ迅速に判定し、次圧延材の仕上圧延機進入を適切に制御できる、熱間仕上圧延における圧延方法および装置を提供することを目的とする。
【解決手段】仕上圧延機出側で圧延材の尾端形状を検出し、検出した尾端形状に基いて板破断の有無を判定し、板破断有りと判定した場合には、次圧延材の仕上圧延機進入を禁止して、板破断残留物がないことを確認するまで圧延再開を行わないとともに、板破断無しと判定した場合には、次圧延材の仕上圧延機進入を許可し、圧延を継続する。
(もっと読む)
圧延装置
【課題】トルクリミッタの損傷を抑制できる圧延装置を提供すること。
【解決手段】最も上流側の圧延機以外の圧延機のうちで、ある一つの圧延機の演算部63が、被圧延部材の厚さが予め定められた値以下であって、トルクリミッタでの動力の遮断が必要であると判断した場合、制御部61からの信号を受けた送信部66が、その圧延機よりも一つ上流側に位置する圧延機のワイヤレス受信機に、その一つ上流側に位置する電磁弁を開状態にする信号を無線により出力する。このようにして、その圧延機よりも一つ上流側に位置する圧延機のトルクリミッタで動力の遮断を行う。
(もっと読む)
冷間タンデム圧延機の停止方法およびそれを用いた金属帯の製造方法
【課題】冷間タンデム圧延機104の停止制御において、ワークロール40で噛んだまま停止することを予定している被圧延材8の部分が、微小往復圧延されて、他の部分に比べ、2回以上多く圧延され、同部分がそれだけ過薄になって、冷間タンデム圧延機104が圧延再開する際などに、作用する張力により破断するのを防止する。
【解決手段】冷間タンデム圧延機104を構成する各圧延機のうち、最も遅く運転指令をオフすべき回転速度に達した圧延機に合わせて、全圧延機について、運転指令をオフするようにするとともに、運転指令をオフしたタイミング以降、全圧延機とも、ワークロールを回転駆動する電動機に供給する電流を、ゼロになるタイミングが同じになるように漸減する。
(もっと読む)
プロセスライン駆動モータの非常停止方法および装置
【課題】帯板を連続的に通板・処理する、複数のライン駆動モータ及びドライブ装置を有するプロセスラインを対象に、各ライン駆動モータの速度指令を決定し設備の全体または一部の通板制御および張力制御を司る制御装置に故障が発生した場合に、プロセスライン全体又は一部のライン駆動モータを安全に停止させるプロセスライン駆動モータの非常停止方法および装置を提供することを課題とする。
【解決手段】各ドライブ装置にあらかじめそれぞれ個別に設定した非常停止減速レートで停止する非常停止工程Aとともに、速度指令を司る制御装置に故障が発生した場合に、非常停止状態となってからゼロ速度となって停止するまでの時間を一定とする非常停止減速レートで停止する非常停止工程Bを有する。
(もっと読む)
熱間圧延ラインにおける仕上圧延機でのクロップ2枚噛み検出方法およびクロップ2枚噛みによる通板トラブル防止方法
【課題】熱間圧延ラインにおける仕上圧延機でのクロップ2枚噛みを確実に検出し、クロップ2枚噛みによる通板トラブルを確実に防止する。
【解決手段】熱間圧延ライン100における仕上圧延機とクロップシャーの間に設けたピンチロール5の負荷あるいは高さがある一定の値以上となったときに、クロップシャーによる被圧延材8の切除が完全でなかったものと判断して被圧延材8の仕上圧延機への噛み込みを中断する。
(もっと読む)
1 - 10 / 19
[ Back to top ]