
国際特許分類[B21B37/16]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 金属圧延機またはそれで製造した製品に特に適用される制御装置または方法 (1,210) | 厚さ,幅,直径またはその他横断寸法の制御 (186)
国際特許分類[B21B37/16]の下位に属する分類
AGC (119)
横方向伸び制御;幅制御,例.エッジ圧延によるもの (17)
予定のプログラムに応じて厚さを自動的に変えるもの (33)
国際特許分類[B21B37/16]に分類される特許
1 - 10 / 17
平角線の製造方法
【課題】幅及び厚さが長さ方向に沿って変化する平角線の製造において、長さ方向に沿って断面積を均一化させるための圧延条件の設定を短時間で行えるようにする。
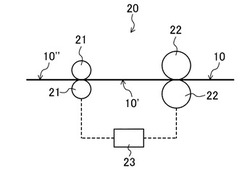
【解決手段】平角線10の断面積が同一となる第1圧延ロール21の通過前後の第1圧下寸法と第2圧延ロール22の通過前後の第2圧下寸法との関係を予め求めておき、その関係に基づいて、平角線10が所定の断面積となる第1及び第2圧下寸法の組合せとなるように第1及び第2圧延ロール21,22のロール間隔を接近-離間制御する。
(もっと読む)
圧延材の捻転発生の検出方法、圧延材の捻転抑制方法及びこれらの方法が採用される圧延機

【課題】圧延材を正確に案内するというローラガイドの本来の機能を損なうことなく、圧延材の捻転状態を正確に判断する。
【解決手段】本発明の圧延材Wの捻転発生の検出方法は、外周面にカリバが形成された一対の圧延ロール10、10とこの圧延ロール10の上流側または下流側に設けられたガイドローラ13とを有する圧延機を用いて圧延材Wを圧延するに際して、ガイドローラ13を回転自在に支持する一対の軸支部14、14のそれぞれに、軸支部14に作用するラジアル荷重を計測する荷重計測手段15を設けておき、荷重計測手段15の結果に基づいて、圧延材Wの捻転を判定する。
(もっと読む)
圧延制御装置及び圧延制御方法
【課題】操業状態により圧延機の影響係数が大きく変化した場合でも、安定した板厚制御,張力制御を実施する。
【解決手段】影響係数の変化に応じて、板厚制御および張力制御の制御出力先を前段スタンド速度および後段スタンド圧下を切替えて、または制御出力配分を変更することで、極低速から高速部まで安定した制御を実現する。板厚制御と張力制御の制御出力先を、前段スタンド速度および後段スタンド圧下とを圧延状態に応じて切替えて使用することで板厚精度および生産効率を向上させる。
(もっと読む)
形鋼の形状計測方法および形状計測装置
【課題】ユニバーサルミルを用いて形鋼を圧延する際に、圧延材のウェブ偏りをリアルタイムに検出する装置を安価に提供するとともに、ウェブ中心の偏り量を正確に制御する。
【解決手段】フランジとウェブを有する形鋼の圧延材を、上下対の水平ロール及び左右対の竪ロールが組み込まれたユニバーサルミルで圧延するにあたり、前記上下対の水平ロールのそれぞれに、前記形鋼までの距離を計測するためのウェブ偏り計測装置を配置し、前記ウェブ偏り計測装置のそれぞれが、圧延中の形鋼のフランジ端面からウェブ偏り計測装置までの距離をユニバーサルミル内で計測し、これら計測されたフランジ端面からウェブ偏り計測装置までの距離に基づいてウェブの偏り量を演算によって算出する。
(もっと読む)
条鋼圧延材の圧延方法
【課題】可及的に表面疵の発生の少ない条鋼圧延材を製造することのできるようにする。
【解決手段】条鋼圧延材2を圧延する圧延スタンド11の出側に条鋼圧延材2の幅寸法を計測する計測装置13を配置して、条鋼圧延材2の圧延を行う条鋼圧延材2の圧延方法であって、所定の圧延スタンド11を第1スタンド11aとし、第1スタンド11aに隣接する下流側の圧延スタンド11を第2スタンド11bとし、条鋼圧延材2が第1スタンド11aに導入されてから第2スタンド11bに導入される前までの第1スタンド11aにおける出側幅寸法を無張力寸法W1とすると共に、条鋼圧延材2が第2スタンド11bに導入されたときの第1スタンド11aにおける出側幅寸法を張力寸法W1’としたとき、δW1=W1−W1’の値が目標値となるように圧延ロール12の回転数を制御する。
(もっと読む)
成品の板厚をリアルタイムに検出する方法
【課題】上下の水平ロールと左右の竪ロールとの隙間で圧延される成品の板厚を圧延中にリアルタイムに検出する。
【解決手段】上下の水平ロール12、47と左右の竪ロール48、22との隙間で材料45を圧延するユニバーサル圧延機10で、上下の水平ロール12、47の水平軸方向位置と、左右の竪ロール22、48の圧下方向位置をそれぞれ地上に設定した基準点38に対して測定して成品の板厚をリアルタイムに検出する方法であって、基準点38からの左右の竪ロール22、48の圧下方向位置は、竪ロールチョック21内に設置された第1の位置検出手段によって測定した竪ロール22の竪ロールチョック21に対する第1の位置出力と、基準点38から所定位置に設置した第2の位置検出手段によって測定した竪ロールチョック21の第2の位置出力から演算してそれぞれ検出する。
(もっと読む)
鉄鋼圧延設備用の板厚変動抑制装置
【課題】張力計が備えられていない鉄鋼圧延設備において張力変動を抑制し、板厚変動を少なくする鉄鋼圧延設備用の板厚変動抑制装置を提供する。
【解決手段】鉄鋼圧延設備用の板厚変動抑制装置は、払出機(5)から払い出され、圧延機(3)により減厚化され、デフレクタロール(2)により案内された板が巻取機(1)により巻き取られ、上記巻取機を駆動する巻取機モータ(11)は上記板に対する張力が一定になるように実回転数に応じる界磁電流が流される鉄鋼圧延設備用の板厚変動抑制装置において、上記巻取機モータの界磁電流を計測する電流計(41)を具備し、張力計を具備せず、上記巻取機モータの界磁電流のトルク分に基づいて算出されたトルク補正値により補正したトルク指令値に従って上記巻取機モータに流す電流を制御する。
(もっと読む)
平角線の製造方法
【課題】長手方向に渡って幅寸法・厚さ寸法が周期的に変化する平角線を、簡単かつ高能率に連続的に製造することができ、かつ、断面積を同一にすることができる平角線の製造方法を提供することを目的とする。
【解決手段】横断面円形の金属線Dを相対的に接近離間制御される第1圧延ロールA,A及び第2圧延ロールB,Bに順次送り込んで最終厚さ寸法と最終幅寸法が連続的に変化する平角線を製造する平角線の製造方法であり、最終厚さ寸法の大小と逆の厚さ寸法に、上記接近離間制御しつつ第1圧延ロールA,Aにて中間線材Mを圧延すると共に、第2圧延ロールB,Bへの中間線材Mの送り込みの前に中間線材厚さ測定器S2 にて中間線材Mの厚さ寸法の上限・下限を検出し、第2圧延ロールB,Bの間隔寸法の増加開始・減少開始の動作指令を行う。
(もっと読む)
冷間タンデム圧延における板厚制御方法
【課題】最小の投資で最大の効果を得られると共に、高精度で板厚制御を行うことができる冷間タンデム圧延における板厚制御方法を提供する。
【解決手段】最終スタンド15で圧延荷重およびロールベンディング力を測定し、これら測定値に基づいてミルストレッチ式により最終スタンド出側板厚を絶対値で推定し、最終スタンド出側板厚の目標値と前記推定値の偏差に基づいて圧下位置を変更して板厚を制御すると共に、圧下位置を変更する前に任意の一定周期毎に当該スタンド出側の張力を測定しておき、最終スタンド15の出側板厚偏差が特定の範囲内の定常圧延条件であるときの張力を一定の目標値として当該スタンド出側の張力を制御する。
(もっと読む)
条鋼圧延材の圧延方法
【課題】条鋼圧延材の非定常部に特に形成され易い表面疵の発生を抑制することを課題とする。
【解決手段】所定の間隔をおいて複数配置した圧延スタンド2の対になったロール3に設けた種々の孔型4によって、条鋼圧延材1を複数のパスに分けて順次圧延することで、その条鋼圧延材1の断面積を順次減少させて所定の製品形状に仕上げる条鋼圧延材の圧延方法において、対象の圧延スタンド2aの出側に配置した幅寸法計測装置5で条鋼圧延材1の幅寸法を計測し、その幅寸法を、対象の圧延スタンド2aでの圧延で、条鋼圧延材1の周方向の圧縮ひずみが−0.5以上になるように予め求めた幅寸法許容値の範囲内にする。
(もっと読む)
1 - 10 / 17
[ Back to top ]