
国際特許分類[B21B37/18]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 金属圧延機またはそれで製造した製品に特に適用される制御装置または方法 (1,210) | 厚さ,幅,直径またはその他横断寸法の制御 (186) | AGC (119)
国際特許分類[B21B37/18]の下位に属する分類
タンデムミルにおけるもの (8)
国際特許分類[B21B37/18]に分類される特許
1 - 10 / 111
ロール偏芯除去方法及びロール偏芯除去制御装置
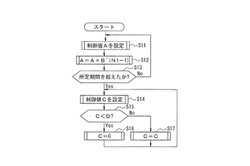
【課題】非圧延時においてロール偏芯を解析するとともに、圧延時におけるロール偏芯の解析をも加味してロール偏芯を除去する。
【解決手段】非圧延時においてロール偏芯を解析してロール偏芯除去制御値Aを設定し、圧延時においては、当初は制御値Aに基づきロール偏芯除去制御を実行し、その後所定の期間を超えたときには、圧延機で測定されるバックアップロール対の回転角度、圧延荷重およびワークロール間の距離と板厚計にて測定される鋼板の板厚実績値とに基づいて、圧延しつつロール偏芯を解析してロール偏芯除去制御値Cを設定して当該設定したロール偏芯除去制御値Cを制御に反映する。
(もっと読む)
板厚制御方法

【課題】圧延を施す前の原板がコイル状に巻かれていて、この原板にコイル一巻きごとの硬度変動がある際に、圧延速度が変化する場合であっても、板厚変動が過大になることを防止し、板厚精度を向上させる板厚制御方法を提供する。
【解決手段】本発明の板厚制御方法は、複数の圧延スタンド2が備えられた圧延機1を用いて圧延材Wを圧延するに際し、フィードバック板厚制御系を用いつつ板厚の制御を行う板厚制御方法であって、フィードバック板厚制御系の共振周波数が圧延材Wの長手方向に存在する硬度変化に起因する硬度変動の周波数より小さくなるように、フィードバック板厚制御系を設計し、設計したフィードバック板厚制御系を用いて、圧延材Wの板厚の制御を行う。
(もっと読む)
圧延機の板厚制御方法
【課題】BISRA−AGCとPI制御を併用した板厚制御における最適な比例ゲインGp及び積分ゲインGiの決定方法を提供すると共に、この決定方法を採用した板厚制御方法を提供する。
【解決手段】本発明に係る圧延機の板厚制御方法は、圧延材を圧延する一対のワークロールを備えた圧延機において、ワークロール間のロールギャップ量Sを制御する板厚制御方法において、比例制御及び/又は積分制御を行うPI制御とBISRA−AGCとを併用しつつ、圧延機のロールギャップ量Sの修正量ΔSを求めるに際し、PI制御に関する比例ゲインGpをBISRA−AGCの寄与率αbを用いた式により求める。
(もっと読む)
圧延機の動特性を考慮した板厚制御方法
【課題】圧延材の板厚を目標値に確実に近づけることができる圧延機の板厚制御方法を提供する。
【解決手段】圧延材を圧延する圧延機のロールギャップを制御する板厚制御方法において、圧延機の動特性を考慮しつつゲージメータ式を満足する圧延荷重変動値ΔP’を算出する。その上で、算出された動特性圧延荷重変動値ΔP’を用いて、ロールギャップの修正量ΔSを求め、得られたロールギャップの修正量ΔSを前記圧延機に適用する。
(もっと読む)
コールドピルガー圧延管を製造する方法及び装置
【課題】コールドピルガー圧延時に、変形加工工程中に得られた測定データに基づいて、少なくとも1つの変形加工工具の位置調節を可能にする、自動化可能な製造方法及びこのために好適な装置を提供する。
【解決手段】少なくとも1つのマンドレル受け3に少なくとも1つの位置調節装置7が作用結合されており、この位置調節装置7が、測定装置5に接続されているようにした。
(もっと読む)
圧延パラメータのバラツキを考慮した圧延制御方法
【課題】圧延パラメータのバラツキを考慮した制御モデルを構築すると共に、この制御モデルを用いて圧延スタンドを制御する圧延制御方法を提供する。
【解決手段】本発明に係る圧延パラメータのバラツキを考慮した圧延制御方法は、圧延材Wを圧延する圧延スタンド2を有する連続圧延機1を制御する制御方法において、使用する圧延パラメータが確率分布を持つとし、確率分布を持つ圧延パラメータを用いた制御モデルにより、圧延スタンド2を制御する。
(もっと読む)
タンデム圧延機の板厚制御装置及び板厚制御方法
【課題】タンデム圧延機にて、圧延材の先端における下流側圧延スタンドの出側板速度を正確に求めて、上流側圧延スタンドの出側板厚を推測し、迅速に且つ正確に上流側圧延スタンドの出側板厚を目標値に制御する。
【解決手段】本発明に係るタンデム圧延機1は、圧延材Wの先端部の通過を検知する第1の板先端検出器8と、第1の板先端検出器8の下流側に配備されると共に圧延材Wの先端部の通過を検知する第2の板先端検出器9と、両板先端検出器8,9による圧延材W先端の検出時刻及び両板先端検出器8,9間の距離Lとから板速度を求める板速度演算部15と、板速度演算部15から得られた板速度に基づき、上流側圧延スタンド2の出側板厚を求めるマスフロー板厚演算部14と、マスフロー板厚演算部14により算出された上流側圧延スタンド2の出側板厚が目標値と一致するように上流側圧延スタンド2を制御する板厚制御部13とを有する。
(もっと読む)
圧延機での板厚制御方法
【課題】ウエッジを有する圧延材において、薄い側の端部の板厚が目標値を下回ることを確実に防止しつつ板厚を制御する板厚制御方法を提供すること。
【解決手段】本発明の板厚制御方法は、ワークロール2,2を備えた圧延機4で圧延中の圧延材5に対する板厚制御方法であって、ワークロール2,2の幅方向両端における圧延荷重の差である圧延荷重差ΔPと、圧延材5の幅方向両端の板厚差であるウェッジ量ΔHWとを用いて、圧延材5の幅方向端部の板厚である板端の板厚hGを求める。次に、求めた板端の板厚hGとゲージメータ式とを基にして、ワークロール2,2のロールギャップsを求める。求めたロールギャップsを圧延機4に適用し圧延材5の板厚制御を行う。
(もっと読む)
自動板厚制御方法及び圧延機
【課題】自動板厚制御方法において、ノイズ成分が排除された板厚偏差を用いて、高精度な自動板厚制御を可能とする。
【解決手段】本発明の圧延機の自動板厚制御方法は、圧延材Wの板厚偏差を計測し、計測した板厚偏差を基に圧延材Wを圧延するワークロール3のロール隙間を算出し、算出したロール隙間に応じて圧下装置7を制御する圧延機の自動板厚制御方法であって、少なくとも2つの圧延速度において圧延材の板厚偏差を計測し、計測された圧延材Wの板厚偏差を周波数成分に分解し、分解された周波数成分から圧延速度に依存しない成分をノイズ成分として排除し、ノイズ成分が排除された板厚偏差を基にワークロール3のロール隙間を算出することを特徴とする。
(もっと読む)
差厚板の製造方法及び圧延装置
【課題】圧延材の長手方向に対して非常に短ピッチで板厚が変化する差厚板を確実に製造する。
【解決手段】本発明に係る差厚板の製造方法は、長手方向に対して短ピッチで板厚が変化する差厚板を一対のワークロール2,2を備えた圧延機1にて圧延し製造する差厚板の圧延方法であって、圧延機1の出側での板厚変化Δh(x)を実現すべく、当該圧延機1での圧延直前又は圧延中に圧延材Wを長手方向で加熱して、板厚変化Δh(x)に対応する位置の板温度をΔT(x)だけ変更し、板温度を変更した圧延材Wを圧延することで差厚板を製造する。
(もっと読む)
1 - 10 / 111
[ Back to top ]