
国際特許分類[B21B41/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | ループ状またはわん曲状での可撓性素材,例.線材,金属帯板,の案内,運搬または蓄積;ループ昇降機 (27)
国際特許分類[B21B41/00]の下位に属する分類
パスを繰り返すための素材の戻し
素材の運動方向をほぼ180°変えるためのもの (3)
素材の運動の主たる方向を全部は変えないもの (2)
操作を指示または制御するための設備に関してのみ重要な装置 (1)
国際特許分類[B21B41/00]に分類される特許
1 - 10 / 21
縦型ルーパー設備およびその蛇行修正方法
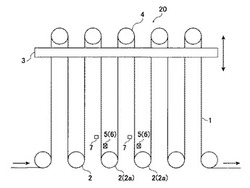
【課題】鋼帯の連続処理ラインに設置される縦型ルーパー設備およびその蛇行修正方法として、良好な応答性で鋼帯の蛇行を修正することができるとともに、省スペースかつ安価で既存ラインへの導入も容易である縦型ルーパー設備およびその蛇行修正方法を提供する。
【解決手段】2本の固定ロール2a、2aの入側に電磁石5、6と鋼帯幅方向位置検出センサ(鋼帯幅方向位置測定器)7が配置されており、鋼帯幅方向位置検出センサ7が検出した鋼帯の幅方向位置に応じて、電磁石5、6の磁力(吸引力)を用いて、走行する鋼帯1を当該鋼帯1の面外方向に変位させることで、鋼帯1の蛇行を修正するとともに、ルーパー容量に応じて、電磁石5、6への通電電流の上限値を変化させる。
(もっと読む)
金属帯の蛇行矯正装置

【課題】スイングロールおよびキャリアロールの蛇行矯正能力を向上させ、ループセクション内の金属帯の蛇行を抑制する。
【解決手段】この横型ルーパー設備1に用いられる金属帯Kの蛇行矯正装置は、金属帯Kの蛇行方向と蛇行量を検出する蛇行検出センサ22と、スイングロール5およびキャリアロール4を金属帯Kとの対向方向に揺動させてロール4,5にカント角度を付与可能なアクチュエータと、蛇行検出センサ22の検出量に基づいて前記アクチュエータを制御して、金属帯Kの蛇行を抑制するようにロール4,5にカント角度を付与する制御部20とを有する。
(もっと読む)
冷延鋼帯のノッチング方法
【課題】冷延鋼帯継目部の幅方向端部に切欠きを入れるノッチング方法を提供する。
【解決手段】 冷延鋼帯を連続的に処理するラインにおいて、鋼帯同士を溶接して接続した後に、鋼帯継目部の幅方向端部に切欠きを入れるノッチング方法であって、ノッチャー以前に設置される入側ルーパーでの鋼帯長さの残量により、切欠き深さを変更してノッチングすることにより、ライン停止を防止することを特徴とする冷延鋼帯のノッチング方法。
(もっと読む)
ループセクションのロール取替台車
【課題】鋼帯の連続酸洗設備等のループセクションに配置されている支持ロールを取り替える際に、安全で作業性良く複数の支持ロールを高能率で取り替えることができるロール取替台車を提供する。
【解決手段】ロール取替台車20は、ループカー11が走行するレール12上を走行するサイドフレーム21と、サイドフレーム21上に立設された門型フレーム23の上フレーム24に支持されて、水平方向にスライド可能となった吊りビーム25と、吊りビーム25に設置されて、その設置位置が水平方向にスライド可能となったチェーンブロック31と、サイドフレーム21に設置されて、支持ロール17を搭載可能なロール受けアーム33とを備えている。
(もっと読む)
複合ライン及び複合ラインの制御方法。
【課題】冷間圧延機を含む複合ラインを効率的に稼動させつつ、複合ラインを構成する機械数を低減し、又は設備が小型化する。
【解決手段】この発明の複合ラインは、圧延加工に供される金属板を、巻き取り、巻き戻す巻取巻戻機と、巻取巻戻機の下流に設置され、巻取巻戻機から新たに供給された金属板を、先に供給された金属板に溶接する溶接機と、溶接機の下流に設置され、通過する金属板を圧延する可逆式冷間圧延機と、可逆式冷間圧延機の下流に設定され、金属板を蓄積する中間ルーパと、中間ルーパの下流側に配置され、中間ルーパを通過した金属板に、所定の処理を施す連続処理設備と、を備える。
(もっと読む)
ルーパの可動ロール位置制御方法
【課題】ルーパのストリップ貯蔵容量を大きく減少させることなく金属ストリップの蛇行を防止することのできるルーパの可動ロール位置制御方法を提供する。
【解決手段】固定ロール16a〜16cと可動ロール17a〜17cとの間に発生する鋼ストリップ12の蛇行を可動ロール17a〜17cの各々に設けた蛇行検出器により検出し、鋼ストリップ12の蛇行が蛇行検出器により検出されない位置まで可動ロール17a〜17cの位置を個別に制御して鋼ストリップ12の蛇行を防止する。
(もっと読む)
鋼板搬送システムおよび製造方法
【課題】加速時の張力変動を抑制しつつ後工程の第二の設備側における操業の安定化を達成する。
【解決手段】中央設備10のライン速度VCENより移動側ルーパー42の最大移動量Lを制御部50においてオンラインにて算出し、移動側ルーパー42の位置、つまりルーパー装置40におけるワーク100の貯留量に応じ、速度指令の速度上昇特性のモードを自動的に切り換える。そして、貯留量が少ない場合には出側設備20におけるワーク100の送り速度を緩やかに加速させることでワーク100の張力変動を抑制する。また、貯留量が多い場合には、出側設備20におけるワーク100の送り速度を急峻に加速させることで、ルーパー装置40におけるワーク100の貯留量が過多となるのを防ぐ。
(もっと読む)
鋼帯搬送ロール表面の異物除去方法
【課題】 鋼帯の連続処理ラインに配置されている複数の搬送ロールに設けられているドクターブレードの圧下、開放を搬送ロール全体で制御して異物除去を行ない、鋼帯の品質不良部を減少させる搬送ロール表面の異物除去方法の提供。
【解決手段】 溶融亜鉛めっきライン、電気めっきライン、連続焼鈍ラインや塗装ライン等の鋼帯を連続的に処理するラインに設けられている複数の搬送ロールに付着した金属粉や埃等の異物を除去するために、各搬送ロールに設けたドクターブレードの圧下・開放動作およびドクターブレードの刃先及びその近辺に溜まっている掻き落とした異物を除去するための吸引装置の吸引動作を搬送中の鋼帯のトラッキングに連動させて制御することを特徴とする搬送ロール表面の異物除去方法。
(もっと読む)
金属から成るストリップを製造するための方法とこの方法を実施するための生産装置
鋳造されたストリップが、粗ストリップとして、まず、保護ガス下にある組織を均質化するための第1のプロセスを通過し、次いで、粗ストリップが、その後に肉厚リダクションのための圧延プロセスを受ける前に、少なくとも1つの別の熱処理を受ける、熱間圧延された金属から成るストリップを製造するための方法及び生産装置において、肉厚リダクションの後、粗ストリップが、最後に分離装置を通過し、仕上げ圧延された熱間ストリップとして後続の粗ストリップから分離される前に、均質化もしくは組織構造の再結晶化をするための第2のプロセスを通過する。 (もっと読む)
高温の圧延された製品を減速して一時的に蓄積するための装置
第1の軸線(A1)に沿って長手方向に第1の速度V1で移動する高温の圧延された製品を減速して一時的に蓄積するための装置が開示されている。この装置には、湾曲したガイド(12)が設けられており、ガイドが、製品を受け取るための、第1の軸線(A1)と整合した入口端部(12n)と、第1の軸線(A1)から半径方向に間隔を置いて配置されかつ製品を第1の軸線(A1)に対して横方向の出口方向に排出するように向けられた、出口端部(12b)とを有している。湾曲したガイド(12)が、第1の軸線(A1)を中心にして、製品の出口方向とは反対方向に、出口端部(12b)がV1よりも低い第2の速度V2を有するような速度で回転可能であり、これにより、製品が、出口端部から、リングの螺旋状配列として、V1−V2に等しい第3の速度V3で排出されるようになっている。円筒状のドラムが、リングの前記螺旋状配列を軸方向に受け取りかつ、第1の軸線(A1)を中心にして、湾曲したガイド(12)の回転方向とは反対方向に、製品が前記ドラムから第3の速度V3で繰り出されるような速度で、回転可能であるように、配置されている。受取り手段(16)が、ドラムから繰り出される製品を受け取るための、第1の軸線に対して平行な経路に沿って前後に移動する。シュラウド(18)は、ドラムを部分的に包囲するように構成されており、回転可能な内部ローラ(20)は、シュラウド(18)の内部に周方向に間隔を置いて配置されている。内部ローラ(20)は、ドラムの表面から半径方向に間隔を置いて配置されておりかつ前記第1の軸線に対して平行に延びている。 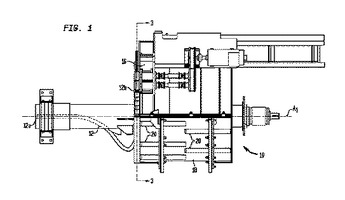 (もっと読む)
(もっと読む)
1 - 10 / 21
[ Back to top ]