
国際特許分類[B21B43/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 固定式または可動式の冷却床;特に冷却床と関連した手段,例.素材を制動するための手段または冷却床へもしくは冷却床から素材を運搬するための手段 (68)
国際特許分類[B21B43/00]の下位に属する分類
レーキまたはバーから成る冷却床 (5)
ロールまたはウォームから成る冷却床 (4)
キャリッジから成る冷却床
回転ドラムまたは循環チェーンから成る冷却床 (6)
冷却床を通じて素材を移動させる他の要素を有した冷却床 (3)
素材片の整列装置,すなわち冷却床上または同調コンベヤ上で素材の全軸端を整列させるもの
国際特許分類[B21B43/00]に分類される特許
1 - 10 / 50
厚鋼板の製造方法
【課題】生産能率に優れた厚鋼板の製造方法を提供する。
【解決手段】スラブを加熱して熱間圧延を行って厚鋼板とし、該厚鋼板を冷却床で冷却して、剪断ラインに搬出する厚鋼板の製造方法において、冷却床入口と出口が近接配置された前記冷却床の出口で、剪断ライン搬出前に、厚鋼板の表面温度を測定し、該表面温度が前記厚鋼板の材質特性に必要な温度まで低下していない場合は、前記厚鋼板を前記冷却床の入口に返送して、再び前記冷却床で冷却を行い、その間に、他の厚鋼板を前記冷却床の出口から抽出して剪断ラインに搬出することを特徴とする厚鋼板の製造方法。
(もっと読む)
熱延コイルの冷却方法と製造方法および冷却装置

【課題】高強度鋼板の母材である熱延コイルを冷間圧延する際に起こる板厚変動を効果的に防止することができる熱延コイルの冷却方法とその方法で熱延コイルを製造する方法を提案すると共に、それらの方法に用いる冷却装置を提供する。
【解決手段】熱間圧延した熱延鋼帯を巻き取った直後の熱延コイルを、上記熱延コイルを搬送する搬送装置および/またはコイル置場において冷却するに当たり、上記熱延コイルの外周面のコイル置台または地面に接する部分と接していない部分の冷却速度を、熱延コイル外周面のコイル置台または地面と接していない部分に対して接している部分を加熱する方法、あるいは、熱延コイル外周面のコイル置台または地面と接している部分に対して接していない部分を強制冷却する方法のいずれかの方法で等しくなるよう冷却する。
(もっと読む)
レールを硬化する装置
【課題】高い動作能力で高級品質のレールを製造可能な冷却装置を提供する。
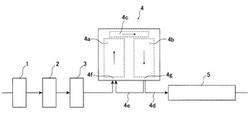
【解決手段】レール断面の少なくとも一部をレール全長にわたって冷媒中で冷却することによりレール1を硬化する装置は、少なくとも1つの位置ぎめ手段4、冷媒槽5を有する。冷媒槽5、位置ぎめ手段4のすべての保持部品40のレール基部11用締付け手段42が、レールを冷媒へ入れるため、同時に垂直に相対運動可能であり、それらのそれぞれの垂直保持位置及び保持時間が調節可能である。
(もっと読む)
レールを硬化する装置
【課題】高い動作能力で高級品質のレールを製造可能な冷却装置を提供する。
【解決手段】レール断面の少なくとも一部をレール全長にわたって冷媒中で冷却することによりレール1を硬化する装置は、冷媒槽5及び冷却床6を有する。少なくとも2つの冷媒槽5が、位置ぎめ手段4により軸線を平行にして並んで同じ高さに水平に設けられ、レール硬化のために利用可能な冷媒槽5内の冷媒50の一部が、最大レール輪郭の高さを少なくとも10%上回る深さを持っている。
(もっと読む)
鋼材の搬送装置
【課題】構成を簡略化すると共に小型化を図り得る鋼材の搬送装置を提供する。
【解決手段】第1搬送ユニット14の上流第1油圧シリンダ20および第2搬送ユニットの上流第2油圧シリンダ38は、第1油圧ポンプ54に接続されて上流側昇降装置58が構成される。第1搬送ユニット14の下流第1油圧シリンダ22および第2搬送ユニットの下流第2油圧シリンダ40は、第2油圧ポンプ64に接続されて下流側昇降装置68が構成される。第1油圧ポンプ54および第2油圧ポンプ64を正転・逆転することで、第1搬送ユニット14の第1可動ビーム28と第2搬送ユニット16の第2可動ビーム46とが交互に上昇・下降する。
(もっと読む)
棒鋼回転冷却床
【課題】太い棒鋼であっても真直ぐな形状に保持しつつ冷却を行うことができ、且つ設備として長大な設備を必要としない棒鋼回転冷却床を提供する。
【解決手段】固定溝70をラックの上面に長手方向に沿って複数有する固定ラック12と、移動溝74をラックの上面に長手方向に沿って複数有し、上下方向に回転運動を行う移動ラック14とを備え、固定溝70において固定ラック12に保持された棒鋼を移動ラック14の回転運動により移動溝74で受け取って持ち上げ、長手方向に移動させた後、更に固定ラック12へと戻す棒鋼回転冷却床10において、移動ラック14が、固定溝70の溝側面に沿った棒鋼の転動運動を伴って、回転運動により棒鋼を移動溝74で固定溝70から受け取って再び元の同じ固定溝70へと戻す動作を繰り返すアイドリングモードを実行するものとなす。
(もっと読む)
棒鋼の圧延方法
【課題】圧延処理と冷却処理を切り離し、それぞれ個別に実施することによって、鋼材に必要とされる適切な冷却を行うことにより、制御圧延に耐え得る温度制御を可能ならしめた棒鋼の圧延方法を提供する。
【解決手段】連続鋳造したブルームを粗圧延して棒鋼の圧延用素材としたのち、該圧延用素材に仕上げ圧延を施して棒鋼を製造するに際し、
粗圧延機と仕上げ圧延機との配置間隔を、粗圧延を完了した圧延用素材の長さよりも長くすると共に、該間隔に冷却ゾーンを設け、該冷却ゾーンにおける圧延用素材の冷却を、圧延処理と同期させずに独立して行う。
(もっと読む)
金属冷却装置および金属冷却方法
【課題】本発明の課題は、熱間圧延後の金属コイルを冷却するにあたり、当該金属コイルへのミストの付着、および結露の発生を防止し、かつ、ミストの活用効率が良く、さらに、充分な冷却効果を有する金属冷却装置を提供することにある。
【解決手段】室内に置かれた圧延後の金属コイルを冷却する金属冷却装置であって、ミスト供給手段の駆動を制御する制御装置を備え、前記制御装置は、前記外気温度T1が外気温度判断基準値T1´よりも小さい場合(T1≦T1´)、前記外気湿度H1が外気湿度判断基準値H1´よりも大きい場合(H1≧H1´)、および前記ダクト内湿度H2がダクト内湿度判断基準値H2´よりも大きい場合(H2≧H2´)、のいずれかの条件を満たす場合に、前記ミスト供給手段によるミストの供給を停止することを特徴とする金属冷却装置により上記課題を解決する。
(もっと読む)
レイングヘッドパイプ用のクランプ
圧延機レイングヘッドにおいて、湾曲したレイングパイプ(36)を、オーガー形状の支持板(26)の相応に湾曲した縁部に沿って解離可能に保持するためのクランプアセンブリ(10)が開示されている。クランプアセンブリ(10)は、支持板(26)の湾曲した縁部に固定されかつこの縁部から突出したボス(12)を有する。ボス(12)は、このボスを貫通した第1の開口と、外側支持面とを有する。概してU字形のクランプは、互いに間隔を置いた側壁(32)を結合したブリッジングウェブ(30)を有しており、前記側壁(32)を第2の開口(34)が貫通している。側壁(32)は、ボス(12)に跨るように構成及び配置されており、その際、第2の開口(34)が、ボス(12)に設けられた第1の開口と整合し、ブリッジングウェブ(30)がボス(12)の外側支持面と協働して、ブリッジングウェブとボスの外側支持面との間にレイングパイプ(36)の円弧を閉じ込める。ピン(16)は、挿入された位置において、ボス(12)及び側壁(32)に設けられた整合した第1及び第2の開口を貫通している。 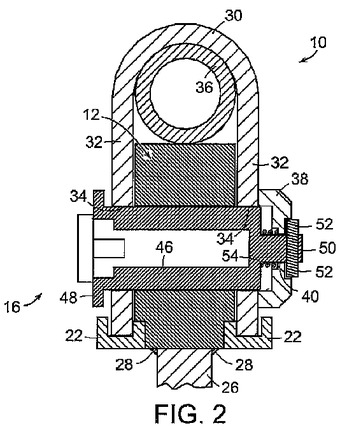 (もっと読む)
(もっと読む)
T形状の鋼材の転回装置
【課題】 簡単な構成によってレール材の転回の作業性の向上を図る。
【解決手段】 支持台2にスライドブロック3を取り付け、このスライドブロックには作動アーム4の一端部が支点ピン15を回転中心として連結され、電動駆動部6及び駆動取付け部7を有する駆動体5は作動アーム4の他端部を取り付け、レール材Lを把持可能である爪部8a,8bを有している把持具8は上記他端部から突出している駆動取付け部7の回転伝達軸に離脱かつ回転可能に接続され、把持具8は電動駆動部6の回転駆動力が回転伝達軸を介して付与されるものであり、把持具の回転に伴う反力が作動アーム4に回転力として作用可能である。
(もっと読む)
1 - 10 / 50
[ Back to top ]