
国際特許分類[B21B45/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 金属圧延機に特に連結され,組込まれ,または関連した用途に特に適用される素材の表面処理装置 (901)
国際特許分類[B21B45/00]の下位に属する分類
潤滑,冷却,清浄のためのもの (548)
デスケーリングのためのもの (178)
国際特許分類[B21B45/00]に分類される特許
1 - 10 / 175
鋼板ストリップの蛇行矯正方法及びその装置
【課題】鋼板ストリップにステアリングロールの傾きによる荷重を生じさせることなく且つ張力を低下させる必要なく鋼板ストリップの蛇行を矯正する鋼板ストリップの蛇行矯正方法及び蛇行矯正装置を提供する。
【解決手段】鋼板ストリップ1の左右両サイドを均等な圧力で表裏から挟みつけることができる機能を備えたロール2A、2bの対を設置し、前記ロールの対よりも上流側で鋼板ストリップの左右いずれかのエッジを加熱するか、左右の加熱量に差を生じさせ、この加熱された部分の通過時にこの加熱された部分による前記ロールの対の左右の加熱量を変化させ、その左右いずれか一方のロール径を他方より膨大させて、左右における周長が相違する前記ロールにより鋼板ストリップの蛇行を矯正する鋼板ストリップの蛇行矯正方法。
(もっと読む)
曲げ加工性に優れた直接焼入れ焼戻し型高張力鋼板およびその製造方法
【課題】引張強度が780MPa以上で、従来の鋼板よりも曲げ加工性に優れた直接焼入れ焼戻し型高張力鋼板およびその製造方法を提供する。
【解決手段】質量%で、C:0.06〜0.25%、Si:0.01〜0.8%、Mn:0.5〜2%、P:0.010%以下、S:0.003%以下、Al:0.005〜0.1%、N:0.0005〜0.008%を含有し、さらにMo:0.01〜1%、Nb:0.001〜0.1%、V:0.001〜0.5%、Ti:0.001〜0.1%の中から選ばれる1種以上を含有し、残部Feおよび不可避的不純物からなり、鋼板の表面から1/4板厚部までの鋼板表面に平行な面の一様伸びが3%以上であることを特徴とする曲げ加工性に優れた直接焼入れ焼戻し型高張力鋼板。
(もっと読む)
鍛接管設備列およびそれを用いた熱電発電方法

【課題】熱源が移動する鍛接管設備において、放出状態が変動する、鋼板および管材の熱エネルギーを、効率良く電気エネルギーに変換して回収することができる、熱電発電装置を備えた鍛接管設備列を提供する。
【解決手段】加熱炉からストレッチレデューサに至るまでの鋼板および管材の搬送路のいずれかの位置で、鋼板および管材のうち少なくとも一に対峙し、かつ鋼板および管材のうち少なくとも一の温度、および/または熱電発電ユニットの出力に応じて設置された、熱電発電ユニットを有する熱電発電装置を備える鍛接管設備列とする。
(もっと読む)
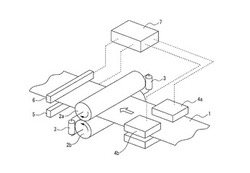
展延済鋼成品の熱処理方法
【課題】鋼成品が移動している間に、例えば、ロッド、パイプ、被加工片等の展延済鋼成品を熱処理するための方法であって、展延済鋼成品の温度を迅速に上昇させる効率的な方法を提供すること。
【解決手段】本発明は、鋼成品13、14、33、34、35がDFIバーナー(直接火炎衝突バーナー)6〜11、16〜20によって加熱され、1組のバーナー6〜11、16〜20が鋼成品の周囲を実質的に被うようにバーナーが配置され、かつ、バーナー炎が事実上位置する平面に対して直角方向に鋼成品を搬送する装置2〜4,13に一体化されて配置される。
(もっと読む)
方向性電磁鋼板の製造ライン及び誘導加熱装置
【課題】設備を大型化させることなく、鉄損の少ない方向性電磁鋼板を製造することができる製造ラインを提供する。
【解決手段】方向性電磁鋼板を製造するための製造ラインにおいて、コイルボックス3と、誘導加熱装置4とを備える。コイルボックス3は、熱間圧延ラインの粗圧延工程2と仕上げ圧延工程5との間に設けられる。コイルボックス3は、トランスファーバーを、中心部が中空の円筒状に巻き取る。誘導加熱装置4は、コイルボックス3によって成形されたトランスファーコイル8bを、円筒状のまま加熱する。
(もっと読む)
差厚板の製造方法及び圧延装置
【課題】圧延材の長手方向に対して非常に短ピッチで板厚が変化する差厚板を確実に製造する。
【解決手段】本発明に係る差厚板の製造方法は、長手方向に対して短ピッチで板厚が変化する差厚板を一対のワークロール2,2を備えた圧延機1にて圧延し製造する差厚板の圧延方法であって、圧延機1の出側での板厚変化Δh(x)を実現すべく、当該圧延機1での圧延直前又は圧延中に圧延材Wを長手方向で加熱して、板厚変化Δh(x)に対応する位置の板温度をΔT(x)だけ変更し、板温度を変更した圧延材Wを圧延することで差厚板を製造する。
(もっと読む)
厚中板の製造方法。
【課題】 薄く長いスラブを使用して、スラブを転回することなく厚中板を製造するに当たり、加熱炉在炉中にスラブの熱間撓みが大きくならないようにすることで、加熱炉抽出に支障が出ないようにしてスラブを加熱し、加熱炉から抽出したスラブの圧延時間を短くして圧延温度を高くし、ミスロールの発生を抑制した厚中板の製造方法を提供する。
【解決手段】 ウォーキングビーム式加熱炉に装入して加熱した2段重ねのスラブを加熱炉から抽出して、2段重ねのスラブのまま脱スケールした後、スラブ吊上げ装置で上段の厚中板用薄スラブを吊上げ、下段の厚スラブは粗圧延機に移送して熱間圧延し、下段の厚スラブを移送した後、スラブ吊上げ装置で吊上げていた上段の厚中板用薄スラブを降ろして仕上圧延機に移送して厚中板に熱間圧延することを特徴とする厚中板の製造方法。
(もっと読む)
マグネシウム合金圧延材、およびマグネシウム合金部材、ならびにマグネシウム合金圧延材の製造方法
【課題】幅が広く、機械的特性が幅方向で均一なMg合金圧延材、およびそのMg合金圧延材を塑性加工してなるMg合金部材、ならびにそのMg合金圧延材の製造方法を提供する。
【解決手段】Mg合金圧延材の製造方法は、Mg合金素材を圧延ロールで圧延して製造する方法である。Mg合金素材の幅が1000mm以上で、圧延ロールは幅方向に3つ以上の領域を有している。圧延ロール表面の幅方向においる最高温度と最低温度の差が10℃以下となるように、各領域毎に温度制御する。圧延ロールの幅方向全体の温度差を小さくすることで、幅方向の圧延具合のばらつきを低減することができる。そのため、幅方向で機械的特性が実質的に均一なMg合金圧延材を製造することができる。
(もっと読む)
スケール密着性に優れた熱延鋼板
【課題】スケール密着性に優れた熱延鋼板およびその製造方法を提供する。
【解決手段】質量%で、C:0.3%以下、Si:0.1%以下、Mn:2.0%以下、P:0.05%以下、S:0.02%以下、Al:0.10%以下を含み、残部Feおよび不可避的不純物からなる組成を有する鋼素材に、仕上圧延機内で露点:50℃以上である雰囲気中に1.0〜10s間保持する酸化処理を含み、仕上圧延終了温度:700〜900℃とする仕上圧延を施し、仕上圧延終了後、冷却し、巻取温度:450〜650℃で巻き取る。これにより、面積率で、50%以上のFe3O4と、残部Feおよび不可避的に形成されるFe2O3からなり、面積率で0.10〜3.0%の空孔を含み、厚さ:10μm以下であるスケール層が形成され、スケール密着性が顕著に向上する。
(もっと読む)
スケール密着性に優れた熱延鋼板、その製造方法、及びスケール密着性に優れた熱延鋼板の製造設備列
【課題】大がかりな設備や薬剤を使用することなく、鋼板エッジ部において、スケール密着性に優れた熱延鋼板、その製造方法、及び熱延鋼板の製造設備列を提供する。
【解決手段】鋼材を熱間で圧延し、コイル状に巻き取って製造される熱延鋼板の製造方法であって、粗圧延された鋼板に850〜1050℃で仕上圧延を施し、次いで、仕上圧延された熱延鋼板を、500〜650℃の巻取温度でコイル状に巻き取りながら、熱延鋼板の両端面を、端面における温度が巻き取り開始から5分以内に480℃以下となるように冷却し、その後、端面における温度を480℃以下に維持し、次いで、コイル状のまま、端面における温度が400〜480℃の時点から徐冷することを特徴とするスケール密着性に優れた熱延鋼板の製造方法。
(もっと読む)
1 - 10 / 175
[ Back to top ]