
国際特許分類[B21B47/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 多層金属板の圧延に関する補助具,装置または方法 (7)
国際特許分類[B21B47/00]の下位に属する分類
圧延前の板の折り重ね (2)
圧延後の層の分離 (1)
国際特許分類[B21B47/00]に分類される特許
1 - 4 / 4
銅合金板材およびその製造方法
【課題】高強度で曲げ加工性およびプレス打抜き性が良好なCu−Ni−Si系銅合金板材およびその製造方法を提供する。
【解決手段】0.7〜4.0質量%のNiと0.2〜1.5質量%のSiを含み、必要に応じて、0.1〜1.2質量%のSn、2.0質量%以下のZn、1.0質量%以下のMg、2.0質量%以下のCoおよび1.0質量%以下のFeからなる群から選ばれる1種以上の元素を含み、さらに必要に応じて、Cr、B、P、Zr、Ti、Mn、Ag、Beおよびミッシュメタルからなる群から選ばれる1種以上の元素を合計3質量%以下の範囲で含み、残部がCuおよび不可避不純物である組成を有する銅合金の原料を溶解して鋳造し、熱間圧延を行って得られた銅合金板材を複数枚積層して仕上げ冷間圧延を行う。
(もっと読む)
Mg合金コイル材及びその製造方法

【課題】コイル材の全長に亘って、実質的に表面が平滑で表面性状に優れるMg合金コイル材、及びその製造方法を提供する。
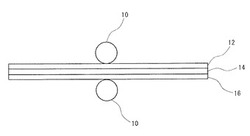
【解決手段】Mg合金からなる長尺な圧延材が巻き取られてなるMg合金コイル材に係る。そして、圧延材の全長に亘って、圧延材の長手方向と幅方向における各表面粗さRzの差が5μm以下である。このMg合金コイル材は、Mg合金以外からなる長尺な金属材で、Mg合金からなる長尺な素材をその両面から挟む挟み付け工程と、金属材で挟んだ素材を金属材ごと圧延する圧延工程と、圧延後、金属材を圧延された素材から剥離する剥離工程とを備える製造方法によって製造される。このMg合金コイル材の製造方法によれば、研磨加工を省略することができるので、研磨加工に起因する研磨痕の発生を防止することができ、コイル材の全長に亘って、実質的に表面が平滑で表面性状に優れるMg合金コイル材を効率よく得ることができる。
(もっと読む)
側材およびその製造方法並びに熱交換器用クラッド材の製造方法
【課題】表面状態および平坦度が制御され、熱交換器用クラッド材の製造において、密着不良が生じにくく、生産性、耐食性に優れた熱交換器用クラッド材を製造することができる側材およびその製造方法、並びに、この側材を用いた熱交換器用クラッド材の製造方法を提供する。
【解決手段】芯材とその片面または両面に重ね合わされた1層以上の側材Aとからなる熱交換器用クラッド材に使用される側材Aであって、側材Aの表面に、側材Aの長手方向に向かって円弧形状となる微細溝周期形態Bが複数形成され、微細溝周期形態Bは、800〜1500mmの曲率半径Rで側材Aの外周縁Fまで延びると共に、側材Aの長手方向に1〜8mmの周期Dを有し、かつ、側材Aの長手方向の表面粗さが、十点平均粗さ(Rz)において1〜15μmであることを特徴とする。
(もっと読む)
圧延方向に板厚がテーパ状に変化する片面テーパ鋼板の製造方法
【課題】圧延工程のみで薄板かつ高段差の場合にも圧延方向に板厚がテーパ状に変化する片面テーパ鋼板を製造する。素材がめっき鋼板であっても片面が健全なめっき層で覆われているテーパ鋼板を製造する。
【解決手段】必要に応じてめっき層を設けた2枚の同一寸法の板材を重ねて同時に圧延した後2枚の板材を分離する重ね板圧延を行う祭、ロールギャップを圧延方向に連続的に変化させることにより重ね面がフラットとなる片面テーパ鋼板を製造する。
(もっと読む)
1 - 4 / 4
[ Back to top ]