
国際特許分類[B21C1/22]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 圧延以外の方法による金属板,線,棒,管,型材または類似の半製品の製造;実質的に材料を除去しない金属加工と関連して用いる補助作業 (3,382) | 引抜による金属板,線,棒,管または類似の半製品の製造 (501) | 引抜作用がドラム以外の手段で行われる機械または装置による金属の引抜,例.金属板,棒,または管を製造するため被加工物またはストックを引張りまたは押す縦方向に動く移送台によるもの (142) | 管状物品の製造に特に適するもの (114)
国際特許分類[B21C1/22]の下位に属する分類
マンドレルによるもの (37)
国際特許分類[B21C1/22]に分類される特許
1 - 10 / 77
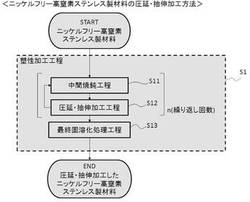
ニッケルフリー高窒素ステンレス製材料の圧延・抽伸加工方法、ニッケルフリー高窒素ステンレス製シームレス細管及びその製造方法
【課題】本発明は、大きな加工ひずみを伴う加工であっても、微細粒組織の粒径を拡大させないニッケルフリー高窒素ステンレス製材料の圧延・抽伸加工方法、微細粒組織の粒径が小さなニッケルフリー高窒素ステンレス製シームレス細管及びその製造方法を提供することを課題とする。
【解決手段】結晶粒径が30μm以下の微細粒組織からなるニッケルフリー高窒素ステンレス製材料を、900℃以上1000℃以下の温度で焼鈍してから、室温まで空冷する中間焼鈍工程S11と、前記材料を薄板化又は縮径しながら、伸長させる圧延・抽伸加工工程S12と、1200℃以上1400℃以下の温度に加熱してから、室温まで空冷する最終固溶化処理工程S13と、を有するニッケルフリー高窒素ステンレス製材料の圧延・抽伸加工方法を用いることによって前記課題を解決できる。
(もっと読む)
冷間抽伸装置及び金属管の製造方法

【課題】空引金属管の曲がりを抑制する冷間抽伸装置を提供する。
【解決手段】冷間抽伸装置は、外径D0、肉厚t0の素管から金属管を製造し、ダイス両角θ、ダイス径D1の前段ダイスと、ダイス径D2を有し、式(1)を満たす後段ダイスとを備える。0≦(d1−D2)/d1×100≦1.0(1)d1=D1+Δ/100×D1(2)Δ=aX12+bX1(3)X1=(D0−D1)/D0×100(4)a=Aθ2+Bθ+C(5)b=Dθ2+Eθ+F(6)、t0/D0<0.15である場合、A=−5.37×10−6、B=0.00048、C=−0.00156D=0.00012、E=−0.01438、F=0.04618、0.15≦t0/D0≦0.20である場合、A=−4.94×10−6、B=0.0004、C=−0.00142D=0.0001、E=−0.01167、F=0.0371
(もっと読む)
地盤補強用鋼管及びその製造方法
【課題】効率的な加工作業で得ることができる地盤補強用鋼管及びその製造方法を提供する。
【解決手段】略円筒状の形状を有し、引抜による縮径に合わせて外周面12に形成された螺旋溝13が、長手方向に連続形成されている地盤補強用鋼管10であり、地盤補強用鋼管10を製造する際には、内周面15に突起532が形成され、回転可能に設けられている引抜ダイス53を用い、円筒状のワーク100を引抜ダイス53の内側から引き抜くことにより、ワーク100を縮径すると共に、引抜ダイス53の回転によりワーク100の外周面12に螺旋溝13を形成する。
(もっと読む)
感光ドラム基体用アルミニウム管の製造方法
【課題】アルミニウム素管を引抜き加工することにより感光ドラム基体用アルミニウム管を製造する感光ドラム基体用アルミニウム管の製造方法であって、素管の引抜き速度の高速化を図るとともに、素管の引抜き加工時に潤滑不良による焼き付きの発生を防止する。
【解決手段】引抜き加工用ダイス2の上流側に配置されたスクレーパ5により、アルミニウム素管20の外周面に付着した潤滑油8を掻き取るとともに該潤滑油8を素管20の外周面にその周方向に塗り広げながら、素管20を引抜き方向Xに移動させる。これにより、素管20を引抜き加工する。スクレーパ5には、素管20が挿通される挿通孔5bが設けられている。更に、スクレーパ5は挿通孔5bを中心に周方向に複数個のエレメント5fに分割されている。
(もっと読む)
アルミニウム合金及びアルミニウム合金押出材の製造方法
【課題】高平滑な表面を形成することができるアルミニウム合金、アルミニウム合金押出材の製造方法、感光ドラム基体の製造方法、アルミニウム合金押出材、及び、感光ドラム基体を提供する。
【解決手段】アルミニウム合金は、Si:0.03〜0.6質量%、Fe:0.1〜0.7質量%、Cu:0.05〜0.20質量%、Mn:1.0〜1.5質量%、Mg:0.01〜0.1質量%、Zn:0〜0.1質量%、Ti:0〜0.1質量%を含有し、残部Al及び不可避不純物からなる組成を有し、該組成を有するアルミニウム合金製ビレットを押出加工して押出材を製造する。さらに、得られた感光ドラム基体用アルミニウム合金押出管を引抜加工或いはしごき加工して感光ドラム基体を製造する。
(もっと読む)
感光ドラム基体用アルミニウム管の製造方法
【課題】アルミニウム素管を引抜き加工することにより感光ドラム基体用アルミニウム管を製造する感光ドラム基体用アルミニウム管の製造方法であって、素管の引抜き速度の高速化を図るとともに、素管の引抜き加工時に潤滑不良による焼き付きの発生を防止する。
【解決手段】引抜き加工用ダイス2の上流側に配置されたスクレーパ5により、アルミニウム素管20の外周面に付着した潤滑油8を掻き取るとともに該潤滑油8を素管20の外周面にその周方向に塗り広げながら、素管20を引抜き方向Xに移動させる。これにより、素管20を引抜き加工する。スクレーパ5は、ダイス2の上流側における潤滑油掻き取り位置に常設されており、更に、ダイス2の上流側の端面2aあるいはダイス2を保持したダイスホルダ3の上流側の端面3aに取外し可能に固定されている。
(もっと読む)
エアコン用アルミニウム合金製内面溝付き管の製造方法
【課題】 フィン潰れが発生し難い小さな拡管力であっても、十分な接合状態を得ることのできるアルミニウム合金製内面溝付き管、またはその製造方法を提供する。
【解決手段】 内面長手方向に突状型フィンを有したアルミニウム合金製内面溝付き管において、管外側表面の表面粗度がRaで2μm〜10μmの範囲であることを特徴とする、アルミニウム合金製内面溝付き管を用いる。または、アルミニウム合金製の管に対して、内面溝付け加工を行う工程と、管外側表面の表面粗度がRaで2μm〜10μmの範囲となるように、粗面化処理を行う工程と、を含む、内面長手方向に突状型フィンを有するアルミニウム合金製内面溝付き管の製造方法を用いる。
(もっと読む)
内面螺旋溝付管の製造方法および製造装置
【課題】寸法精度が高く、且つフィン高さの高い内面螺旋溝付管が得られるととともに、細管に対応でき、生産性に優れる内面螺旋溝付管の製造方法および製造装置を提供する。
【解決手段】内面に長さ方向に沿う複数の直線溝11aが周方向に間隔をおいて形成された管材11を、巻取りロール21にコイル状に巻取る巻取り工程と、巻取り工程を経て形成されたコイル状管材11Cをそのコイル軸線26上に沿って一定の張力を負荷しながら直管状に引き伸ばすことにより、管材11に捻りを加える引張り工程とを有する内面螺旋溝付管の製造方法。
(もっと読む)
金属管の引抜方法及び引抜装置
【課題】引抜時の管の内面に確実に潤滑油を付着できて焼付を防止することのできる金属管の引抜方法を提供する。
【解決手段】金属製素管2を、外面を成形するダイス10と内面を成形するプラグ11との間に通すことで引抜加工する金属管の引抜方法において、前記プラグ11のベアリング部17を通過する前の素管2の内面に潤滑油Lを付着させる時に、該素管2の内面における上半分の領域の少なくとも一部に潤滑油Lを付着させると共に該素管2の内面における下半分の領域には潤滑油を付着させない選択的付着を行うことを特徴とする。
(もっと読む)
鋼管の冷間引抜き方法
【課題】冷間引抜き後の偏肉を抑制し、外径精度、肉厚精度を向上させることができる鋼管の冷間引抜き方法を提供する。
【解決手段】冷間引抜きを実施する際における外径の加工度をRD(%)、厚肉側肉厚の加工度をRT(%)としたとき、下記(1)式および(2)式を満たす条件で冷間引抜きを実施する。ここで、RD=100(D0−D)/D0、RT=100(T0−T)/T0、D0またはD:冷間引抜き前または後の外径(mm)、T0またはT:冷間引抜き前または後の肉厚(mm)である。
20(%)≦RD≦35(%) ・・・(1)
5(%)≦RT≦25(%) ・・・(2)
(1)式、(2)式に加え、RT/RD≦0.5を満たす条件での引抜き加工が望ましい。
(もっと読む)
1 - 10 / 77
[ Back to top ]