
国際特許分類[B21C19/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 圧延以外の方法による金属板,線,棒,管,型材または類似の半製品の製造;実質的に材料を除去しない金属加工と関連して用いる補助作業 (3,382) | 引抜または巻取り機械または装置と結合しまたは組合わせて用いるのに特に適した線または類似の加工品の矯正装置 (8)
国際特許分類[B21C19/00]に分類される特許
1 - 8 / 8
内面螺旋溝付管の製造方法および製造装置
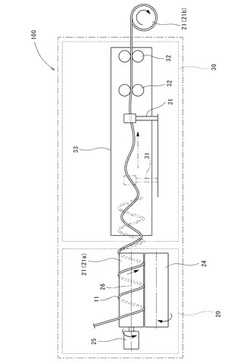
【課題】寸法精度が高く、且つフィン高さの高い内面螺旋溝付管が得られるとともに、細管に対応でき、生産性に優れる内面螺旋溝付管の製造方法および製造装置を提供する。
【解決手段】内面に長さ方向に沿う複数の直線溝11aが周方向に間隔をおいて形成された管材11を、巻取りロール21によりコイル状に巻取る巻取り工程と、その巻取りロール21を巻取り方向と逆方向に回転させることによりコイル状の管材11を巻取りロール21上を滑らせて巻取りロール21の軸線26の延長線に沿って少なくとも1巻分のコイル状の管材11を送り出す送り出し工程と、巻取りロール21上から送り出されたコイル状の管材11を、巻取りロール21の軸線26の延長線に沿って一定の張力を負荷しながら直管状に抜き取ることにより、該管材に捻りを加える抜取り工程とを有する内面螺旋溝付管の製造方法。
(もっと読む)
パイプの製造方法及びパイプの製造装置

【課題】ロール矯正加工時にバリや切粉の巻き込みによる素管表面の傷つきを防止することができるパイプの製造方法を提供すること。
【解決手段】パイプの製造方法は、引抜き加工により得られた素管1についてその両端部のうち少なくとも一方の端部2を切除する管端切除工程と、管端切除工程を経た素管1についてロール矯正加工を施すロール矯正加工工程とを含む。素管の外径は12〜50mmの範囲に設定されている。素管の肉厚は0.5〜1.5mmの範囲に設定されている。管端切除工程では、素管1の端部2の外側において素管1の軸に垂直な面内に配置された1個又は複数個の回転自在な円板状切断刃15を、素管1の周方向に素管1に対して相対的に移動させながら素管1の内側に送ることにより、素管1の端部2の切除を行う。
(もっと読む)
線材供給装置
【課題】線材コイルからアンコイル線材へと変形を実施する際の疵不良を極小化する。
【解決手段】線材供給装置は、線材コイル50を繰り出すことでアンコイル線材51を供給する装置であり、ベース12に立設される本体部10からベース12に対して水平方向に延びて設置されるとともに線材コイル50を載置可能であり、水平方向に回転軸線が向くように回転自在に構成される載置ロール11と、載置ロール11と協働して線材コイル50を挟持することで、線材コイル50の繰り出しを行う少なくとも1個のピンチロール18と、載置ロール11とピンチロール18とが線材コイル50の挟持を行う箇所の手前に設置され、繰り出しが行われる以前の線材コイル50の仕分けを行う仕分ロール22と、を備えている。
(もっと読む)
棒材抽伸システム
【課題】 ロール出側で高真直を得ることができる連続抽伸システムを提供する。
【解決手段】コイル状の棒材10を供給する棒材供給部2と、供給された棒材を引き抜くダイス15を備えた抽伸機6との間に、棒材をその横断面の横方向と縦方向の少なくとも2面から矯正する横矯正ローラ11及び縦矯正ローラ12を有する矯正機3を備え、該矯正機は、横矯正ローラ11及び縦矯正ローラ12が夫々8個〜24個設けられ、前記横矯正ローラが左右方向で千鳥状に配列され、縦矯正ローラが上下方向で千鳥状に配列される。8〜24個の矯正ローラにより棒材の真直度を高めることができる。
(もっと読む)
合金製素材およびその製造方法
【課題】粒界、応力割れの発生を防止しつつ、高い寸法精度を有する合金製素材の製造方法を提供する。
【解決手段】本発明の合金製素材の製造方法は、引抜加工を行って、アルミニウム合金製の引抜材を得る引抜工程と、ロール矯正加工を行って引抜材に残留応力を付与するロール矯正工程と、残留応力が付与された引抜材にエージング加工を行って合金製素材を得るエージング工程と、を含む。そしてロール矯正工程において、引抜材に付与される残留応力(リング試験による残留応力)をエージング工程前の状態で−75N/mm2 以上、−5N/mm2 未満に調整する。
(もっと読む)
成形性に優れたばね用ステンレス鋼線及びその製造方法
【課題】 ばね用ステンレス鋼線の機械的特性を改善することによって、耐力比を管理することによって、ばね成形性を向上させ,不良率を顕著に減少させたばね用ステンレス鋼線と、その鋼線を製造するための方法を提供する。
【解決手段】 本発明のばね用ステンレス鋼線によれば、鋼線の引張強さと0.2%耐力との比率、すなわち「0.2%耐力比(%)」が71〜90%になるように調整する。
また、本発明のばね用ステンレス鋼線の製造方法によれば、鋼線の製造において、最終ダイスを通過した後の鋼線に、曲げ加工変形を付与することによって、鋼線の0.2%耐力比を調整する。
(もっと読む)
黄銅材及びその製造方法
【課題】冷間引抜材の強度を同等以上に維持しつつ、残留応力を緩和できる加工方法による黄銅材の製造方法及び、それにより得られる黄銅材の提供を目的とする。
【解決手段】黄銅合金からなる素材を用いて、冷間加工工程を経た後に実質的に熱処理することなく、ねじり及びねじり戻し加工することを特徴とする。
好ましくは、黄銅合金をビレットに鋳造したものを押出加工して押出材を製造し、この押出材を冷間加工にて引抜材を製造し、実質的に熱処理することなく、この引抜材をねじり及びねじり戻し加工することを特徴とする。
(もっと読む)
高寸法精度管の製造方法および装置
【課題】 押し抜き加工による高寸法精度管の製造において、ダイス出側の管の曲がりを防止しうる高寸法精度管の製造方法および装置を提供する。
【解決手段】 ダイス8出側直近に、管1に接触させる複数個で1組のローラ2,2と、該ローラを、通管方向と略直交する平面内、または前記ダイスを中心とする円弧内、での移動可能に支持する支持基板3と、該支持基板に支持されて前記ローラを移動させるローラ移動機構とを有する管曲がり微調整手段10を設け、ローラの位置さらには方位を予調整し、そのローラにダイス出側の管を接触させる。
(もっと読む)
1 - 8 / 8
[ Back to top ]