
国際特許分類[B21C23/24]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 圧延以外の方法による金属板,線,棒,管,型材または類似の半製品の製造;実質的に材料を除去しない金属加工と関連して用いる補助作業 (3,382) | 金属の押出し;衝撃押出し (402) | 金属被覆した製品の製造;2個以上の金属からの製品の製造 (22) | 被覆金属での長さが不定の金属または非金属の被覆 (12)
国際特許分類[B21C23/24]の下位に属する分類
国際特許分類[B21C23/24]に分類される特許
1 - 5 / 5
細長い物品の製造
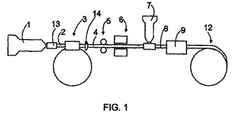
【課題】プラスチックの外層を有するコアを成形することと、前記コアとの間に隙間を与えるようにして、このコアにシームレスの金属層を押し出し成形することと、前記金属層を冷却することと、前記金属層の内面に前記コアの外面を接触させることとを具備する、細長い物品を製造する方法を提供する。
【解決手段】最初に、外面がプラスチックからなるコアが成形されるように、細長い物品が、成形される。次に、管状の金属層4が、シームレスであるように押し出し成形される。金属層42が押し出し成形されるとき、隙間16が、金属層とコアとの間に与えられる。金属層4が冷却された後に、コア2の外面は、金属層4の内面に接触される。接着作用が、これらコアと金属層との間に与えられ、そして、これらコアと金属層とを一緒に圧縮する永久的な圧縮力が、与えられる。
(もっと読む)
被覆型複合材料の製造方法および被覆型複合材料

【課題】 複雑な工程や高度な技能を必要とせずに単純な工程で芯材に被覆材を被覆することができ、かつ、両者を強固に接合することができて高機能性を備えた被覆型複合材料の製造方法および被覆型複合材料を提供する。
【解決手段】 所定の金属材料からなる芯材2と、押出ダイス12との間に、前記芯材2とは異なる金属材料からなる被覆材3を配置し、熱間押出法により前記芯材2および前記被覆材3を同時に押し出すことにより前記芯材2に前記被覆材3を被覆してなる被覆型複合材料1を製造する。
(もっと読む)
芯材及びその製造方法と製造装置並びに押出成形品の製造方法
【課題】ウェザーストリップに埋設される芯材において、芯材が横断面U字状にロール成形加工される際の芯材片部の捩れ変形による不具合を防止できるようにする。
【解決手段】スリット加工により芯材素材の長手方向に所定間隔で複数のスリットを形成して各スリット間に芯材片部22を形成した後、圧延加工よりスリットを長手方向に拡大して空間部24を形成することで長手方向に芯材片部22と空間部24を交互に設けた芯材16を形成する。この際、スリット加工と同時に予備捻り加工を行って予め特定方向に芯材片部22を捻り塑性変形させることで、その後、芯材16が横断面U字状にロール成形加工されたときの芯材片部22の捩れ変形によって、予備捻り加工による芯材片部22の捻り塑性変形を矯正して芯材片部22の幅方向端末が長手方向で一直線になるように加工して、長手方向で隣り合う芯材片部22の縁部間に段差が生じることを回避する。
(もっと読む)
細長い物品の製造
細長い物品は、最初に、外面がプラスチックからなるコアが成形されて、この後に、管状の金属層がシームレスであるように押し出し成形されるように、成形される。金属層が押し出し成形されるとき、この金属層とコアとの間には、隙間が与えられる。金属層が冷却された後に、金属層の直径は、金属層がプラスチックのコアに接触するように、減じられる。この後に、金属は、金属層の可撓性が増加されるように、アニールされる。 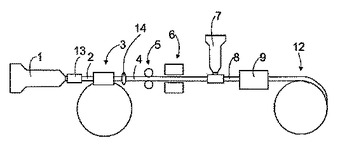 (もっと読む)
(もっと読む)
押出し複合異形材及び同時に押出された2つの個別管を巻取り装置により別々に巻取る方法
本発明は、押出し複合異形材(10)、及び同時に押出された2つの個別管(20,30)を巻取り装置により別々に巻取る方法に関する。本発明による押出し複合異形材(10)は、薄い結合個所を介して互いに結合されている少なくとも2つの個別管(20,30)から成っている。個別管(20,30)の結合により、押出しプレス(A)から出る個別管連続体(20,30)は、同じ押出し進出速度(v1)で出る。続いてこの押出し進出速度(v1)は速度調整装置(D)において均一な速度(v2)に調節され、それから分離装置(E)において複合異形材(10)が、個別管連続体(20,30)に分離され、個別管連続体(20,30)が巻取られる。押出し進出速度(v1)と(v2)に等しい巻取り速度(v3)の整合により、同時にプレスされる複数の押出し異形材の巻取りが安価に可能になる。 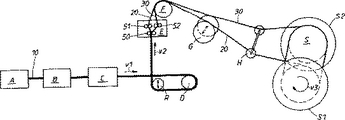 (もっと読む)
(もっと読む)
1 - 5 / 5
[ Back to top ]