
国際特許分類[B21C33/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 圧延以外の方法による金属板,線,棒,管,型材または類似の半製品の製造;実質的に材料を除去しない金属加工と関連して用いる補助作業 (3,382) | 押出しプレスへの被押出し金属の供給 (5)
国際特許分類[B21C33/00]の下位に属する分類
液体状の金属
国際特許分類[B21C33/00]に分類される特許
1 - 5 / 5
ショートストローク用押出プレス装置
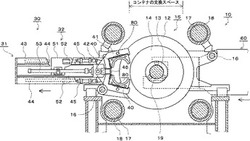
【課題】本発明は、直行型のビレットローダを用いても品質の優れた押出製品の生産性が向上し、且つ、設備の設置スペースを最少化してスペース生産性が向上するショートストローク用押出プレス装置を提供することを目的とする。
【解決手段】2つ割りのシールブロックを閉じた時前記シールブロックの当接面に貼着したシール部材と前記シールブロックの内周面に設けたシール部材とを介して前記シールブロックの当接面と押出ステム又はフィックスダミーブロックの外周面に密接させ得るようにし、前記シールブロックのコンテナ側端面に設けたシール部材をコンテナのステム側端面に押圧して密接させ得る押圧手段を押出方向に移動自在に備え、前記シールブロックを押出ステムの軸線方向と交差方向に揺動して開閉自在に設けるとともに、前記シールブロックが開いた状態で前記押出ステムの軸線方向と交差方向に移動自在に設けた。
(もっと読む)
軽金属の押出成形方法

【課題】簡易で材料歩留まりが高い、連続的な軽金属の押出成形方法を提供する。
【解決手段】コンテナ3内に残った残存ビレット14の上に軽金属よりなる金属粉末10を投入し、さらにビレット11と金属粉末10とを、上下一対のビレット11で金属粉末10を挟み込むように順次積み重ねる。そして、最上段のビレット11をダイス2に向けて加圧し、残存ビレット14と金属粉末10とビレット11とを一体化させながら、ダイス2から押出成形品13を押し出す。
(もっと読む)
押出プレスの押出成形方法
【課題】本発明は、ビレット押出ごとのコンテナ移動をなくし、複数のビレットを連続的に押出すことができる押出プレスの押出成形方法を提供する。
【解決手段】外表面が皮むき加工されてビレットを用い、ビレットを所定の長さに押し残して停止する第1の工程と、後位ビレットをコンテナに装填して前位ビレットを継ぎ押しし、後位ビレットを所定の長さに押し残して押出を停止する第2の工程と、次のビレットをコンテナ内に装填して前位ビレットを継ぎ押しし、後位ビレットを所定のディスカード長さに押し残して押出を停止する第3の工程とを有する。
前記の工程によりコンテナはダイスに当接して移動することがなく、ビレットは押し残しと継ぎ押しによって連続的に押出される。
(もっと読む)
ビレット供給装置
【課題】本発明は、ビレットを、押出プレス装置の直交方向からコンテナのビレット収容部の軸に合わせて搬入しコンテナに装填できるビレット供給装置を提供する。
【解決手段】ビレット供給装置は、水平移動自在に支持された移動フレーム本体Fを有し、ビレットローダ装置BLは、移動フレーム本体の先端部に取り付けられ、押出プレス装置のコンテナにおけるビレット収容部の軸と平行にしてビレットを載置する。移動フレーム本体が電動モータM1により水平移動され、ビレットローダ装置がビレット収容部の軸位置に供給されたとき、移動フレーム本体の先端部の両側が固定装置R1、R2で固定される。移動フレーム本体の先端部が前記固定装置により固定された後、ビレットローダ装置が載置されているビレットをコンテナに装填する。
(もっと読む)
ビレット同士の接合方法
【構成】 アルミニウム製押出用ビレット1、2同士の接合を、その端面1a、2a同士を圧接Pしながら溶接Wすることにより行う。
【効果】 フクレのない高品質押出材を安定生産することができる。
(もっと読む)
1 - 5 / 5
[ Back to top ]